Jak zwiększyć funkcjonalność szlifierki kątowej za pomocą wymiennego wyposażenia
O wszechstronności szlifierki kątowej czy szlifierki można ocenić chociażby po najpopularniejszym do niej sprzęcie - tarczach, które dzielimy na tnące (ścierne i diamentowe), zgrubne (szczotki sznurkowe), ściągające, ostrzejące (od grubości 6 mm), szlifowanie i polerowanie. Różnorodność pracy wykonywanej przez to narzędzie ułatwia także położenie osi silnika i narzędzia pod kątem 90 stopni względem siebie.
Zakres zastosowań tej szlifierki można jeszcze bardziej rozszerzyć, a produktywność i wydajność można zwiększyć za pomocą wymiennych akcesoriów, które można wykonać samodzielnie, przy odrobinie wysiłku i staranności. Co więcej, poradzimy sobie ze zwykłymi materiałami i prostymi narzędziami.

Oprócz młynka, który będziemy udoskonalać, będziemy potrzebować:
Materiały, których będziemy potrzebować to:

Za pomocą szlifierki wycinamy półfabrykaty o wymaganym rozmiarze z blachy lub taśmy, a także kątownika stalowego.

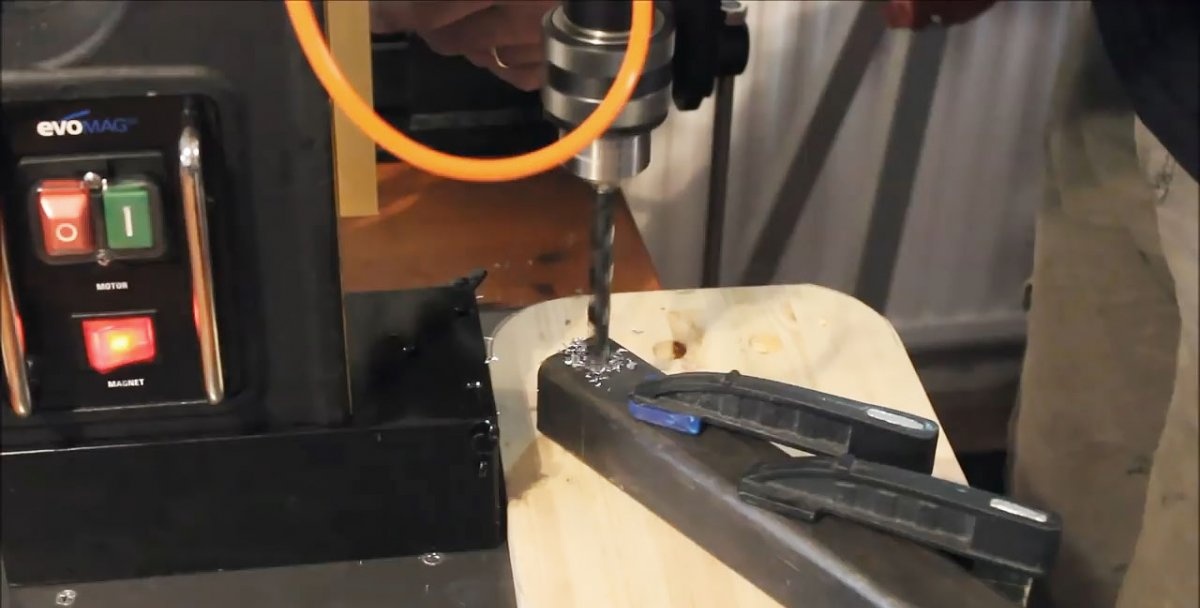
Wszystkie krawędzie i narożniki detali są obrabiane i zaokrąglane za pomocą ściernicy. Zaznaczamy i wykonujemy otwory o wymaganej średnicy w przedmiotach obrabianych na wiertarce.

Przygotowane kołki wkręcamy w gwintowane otwory po bokach szlifierki kątowej.

Za pomocą przymocowanej do stołu miniwiertarki z obcinakiem palcowym usuwamy fazowania w otworach detali. Mocujemy dwie płyty na szlifierce za pomocą kołków i nakrętek. W miejscu zbiegania się płytek zostanie przyspawana śruba z łbem okrągłym na sześciokąt i gwintem na nakrętkę.

Na giętarce do blachy wykonujemy ścieg pod kątem 30 stopni na wąskiej stronie dużego kawałka blachy.

Za pomocą tarczy tnącej wycinamy element w kształcie trapezu równobocznego z wąskiego paska metalu zgodnie z oznaczeniami i wykonujemy otwór pośrodku na wiertarce.

W tym i innych otworach w przedmiotach obrabianych usuwamy fazowania za pomocą obcinaka palcowego zamontowanego na wale mini-wiertarki.
Wkładamy trzpień rękojeści szlifierki w otwór elementu w kształcie trapezu równobocznego, a z drugiej strony talerza dokręcamy i dokręcamy nakrętkę, którą następnie przyspawamy do talerza.

Wiercimy otwór przelotowy w kwadratowej rurze profilowej przez dwie przeciwne strony. Wiercimy również otwór na jednej półce stalowego kątownika wzdłuż krawędzi.


Za pomocą szlifierki odcinamy element z wywierconym wcześniej otworem z profilowanej rury kwadratowej.

Montujemy listwy z otworami na kołkach i zabezpieczamy je nakrętkami.Sprawdzamy miejsce zbiegania się płytek z prostokątnym kwadratem, w płaszczyźnie pionowej i poziomej, odkręcając lub dokręcając nakrętki na kołkach. Następnie w końcu dokręcamy nakrętki.

Nakrętkę nakręconą na gwint rękojeści młynka przyspawamy do talerza w kształcie trapezu równobocznego.

Na zbieżne płytki zamontowane na szlifierce kładziemy blachę trapezową z przyspawaną nakrętką i przyspawamy ją w miejscu, w którym pokrywa się w rzucie z płytami dolnymi.

Przyspawamy śrubę z okrągłym łbem do miejsca zbiegania się płytek na szlifierce, a łeb powinien znajdować się po stronie, w której tarcza jest zamontowana na szlifierce.

Usuwamy zbieżne płytki ze szlifierki kątowej i na koniec przyspawamy do nich śrubę. Wszystkie złącza spawane szlifujemy tarczą szlifierską.
Wykorzystując otwory, na śrubę przyspawaną do zbieżnych płytek nakładamy fragment rury profilowej i dokręcamy nakrętką.
Sprzęt wraz ze szlifierką umieszczamy na płycie kołnierzowej. Ponadto fragment rury profilowej powinien z jednej strony pokrywać się z długością boku płyty, a drugą opierać się o podstawę kołnierza.
W tej pozycji przyspawamy do płyty fragment rury profilowej, upewniając się najpierw, że jej boki są prostopadłe do boku płyty podstawowej.
Aby gotowanie było wygodne, wyjmujemy sprzęt wraz z młynkiem, pozostawiając na talerzu jedynie fragment kwadratowej rury.
Po jej ostatecznym montażu spawamy narożnik stalowy z otworami bliżej drugiej krawędzi płyty i dopasowującym się długością do szerokości płyty.

Za pomocą szlifierki wycinamy zewnętrzną połowę pionowej półki narożnika. Czyścimy wszystkie szwy i obszary obróbki za pomocą ściernicy.
Połączenia spawane malujemy czarną farbą z puszki z aerozolem.Wszystkie części urządzenia montujemy na szlifierce za pomocą kołków, nakrętek i śrub.


Kontrolujemy odległość od dysku do krawędzi płytki suwakowej. Wszędzie powinno być tak samo.

Szlifierka zamontowana na suwaku może wykonywać ruchy wokół śruby w płaszczyźnie pionowej jak tarcza piły wahadłowej.

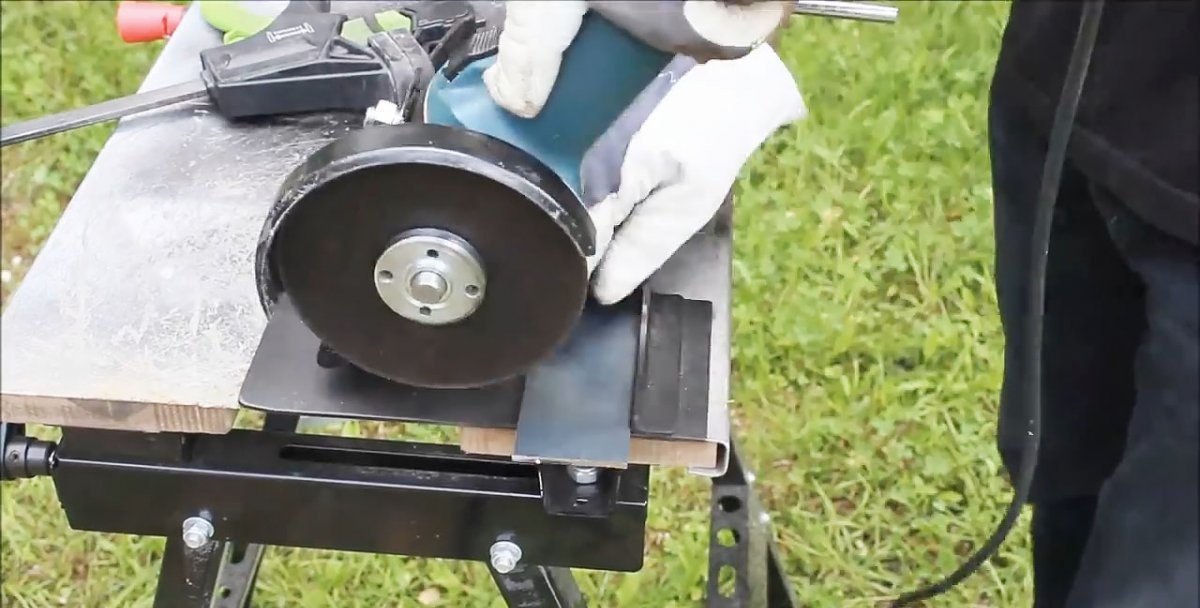
Teraz szlifierka kątowa z takim wyposażeniem może szybko i dokładnie ciąć blachę, wycinać prostokątne fragmenty, oczyszczać krawędzie, wycinać z dużą precyzją wąskie paski z długiego arkusza wzdłuż prowadnicy, wycinać rury i materiał z listew, zaokrąglać narożniki detali poprzez wymianę cięcia tarczę szlifierską, oczyścić półfabrykaty antykorozyjne, nadając im wygląd handlowy itp.



Przeczytaj także jak zrobić bardzo prosty stojak na szlifierkę kątową - https://home.washerhouse.com/pl/4355-prostaya-stoyka-dlya-bolgarki.html
Zakres zastosowań tej szlifierki można jeszcze bardziej rozszerzyć, a produktywność i wydajność można zwiększyć za pomocą wymiennych akcesoriów, które można wykonać samodzielnie, przy odrobinie wysiłku i staranności. Co więcej, poradzimy sobie ze zwykłymi materiałami i prostymi narzędziami.

Będzie potrzebował
Oprócz młynka, który będziemy udoskonalać, będziemy potrzebować:
- Wiertarka;
- mini wiertarka;
- maszyna do gięcia blachy;
- sprzęt spawalniczy;
- klucze;
- Urządzenie pomiarowe.
Materiały, których będziemy potrzebować to:
- blacha o grubości 2 mm;
- stalowy kąt równy;
- profilowana rura kwadratowa;
- śruba sześciokątna z łbem okrągłym;
- kołki, nakrętki, podkładki;
- puszka czarnej farby w sprayu.
Technologia produkcji sprzętu wymiennego

Za pomocą szlifierki wycinamy półfabrykaty o wymaganym rozmiarze z blachy lub taśmy, a także kątownika stalowego.

Wszystkie krawędzie i narożniki detali są obrabiane i zaokrąglane za pomocą ściernicy. Zaznaczamy i wykonujemy otwory o wymaganej średnicy w przedmiotach obrabianych na wiertarce.

Przygotowane kołki wkręcamy w gwintowane otwory po bokach szlifierki kątowej.

Za pomocą przymocowanej do stołu miniwiertarki z obcinakiem palcowym usuwamy fazowania w otworach detali. Mocujemy dwie płyty na szlifierce za pomocą kołków i nakrętek. W miejscu zbiegania się płytek zostanie przyspawana śruba z łbem okrągłym na sześciokąt i gwintem na nakrętkę.

Na giętarce do blachy wykonujemy ścieg pod kątem 30 stopni na wąskiej stronie dużego kawałka blachy.

Za pomocą tarczy tnącej wycinamy element w kształcie trapezu równobocznego z wąskiego paska metalu zgodnie z oznaczeniami i wykonujemy otwór pośrodku na wiertarce.

W tym i innych otworach w przedmiotach obrabianych usuwamy fazowania za pomocą obcinaka palcowego zamontowanego na wale mini-wiertarki.
Wkładamy trzpień rękojeści szlifierki w otwór elementu w kształcie trapezu równobocznego, a z drugiej strony talerza dokręcamy i dokręcamy nakrętkę, którą następnie przyspawamy do talerza.

Wiercimy otwór przelotowy w kwadratowej rurze profilowej przez dwie przeciwne strony. Wiercimy również otwór na jednej półce stalowego kątownika wzdłuż krawędzi.

Za pomocą szlifierki odcinamy element z wywierconym wcześniej otworem z profilowanej rury kwadratowej.

Montujemy listwy z otworami na kołkach i zabezpieczamy je nakrętkami.Sprawdzamy miejsce zbiegania się płytek z prostokątnym kwadratem, w płaszczyźnie pionowej i poziomej, odkręcając lub dokręcając nakrętki na kołkach. Następnie w końcu dokręcamy nakrętki.

Nakrętkę nakręconą na gwint rękojeści młynka przyspawamy do talerza w kształcie trapezu równobocznego.

Na zbieżne płytki zamontowane na szlifierce kładziemy blachę trapezową z przyspawaną nakrętką i przyspawamy ją w miejscu, w którym pokrywa się w rzucie z płytami dolnymi.

Przyspawamy śrubę z okrągłym łbem do miejsca zbiegania się płytek na szlifierce, a łeb powinien znajdować się po stronie, w której tarcza jest zamontowana na szlifierce.

Usuwamy zbieżne płytki ze szlifierki kątowej i na koniec przyspawamy do nich śrubę. Wszystkie złącza spawane szlifujemy tarczą szlifierską.
Wykorzystując otwory, na śrubę przyspawaną do zbieżnych płytek nakładamy fragment rury profilowej i dokręcamy nakrętką.
Sprzęt wraz ze szlifierką umieszczamy na płycie kołnierzowej. Ponadto fragment rury profilowej powinien z jednej strony pokrywać się z długością boku płyty, a drugą opierać się o podstawę kołnierza.
W tej pozycji przyspawamy do płyty fragment rury profilowej, upewniając się najpierw, że jej boki są prostopadłe do boku płyty podstawowej.
Aby gotowanie było wygodne, wyjmujemy sprzęt wraz z młynkiem, pozostawiając na talerzu jedynie fragment kwadratowej rury.
Po jej ostatecznym montażu spawamy narożnik stalowy z otworami bliżej drugiej krawędzi płyty i dopasowującym się długością do szerokości płyty.

Za pomocą szlifierki wycinamy zewnętrzną połowę pionowej półki narożnika. Czyścimy wszystkie szwy i obszary obróbki za pomocą ściernicy.
Połączenia spawane malujemy czarną farbą z puszki z aerozolem.Wszystkie części urządzenia montujemy na szlifierce za pomocą kołków, nakrętek i śrub.


Kontrolujemy odległość od dysku do krawędzi płytki suwakowej. Wszędzie powinno być tak samo.
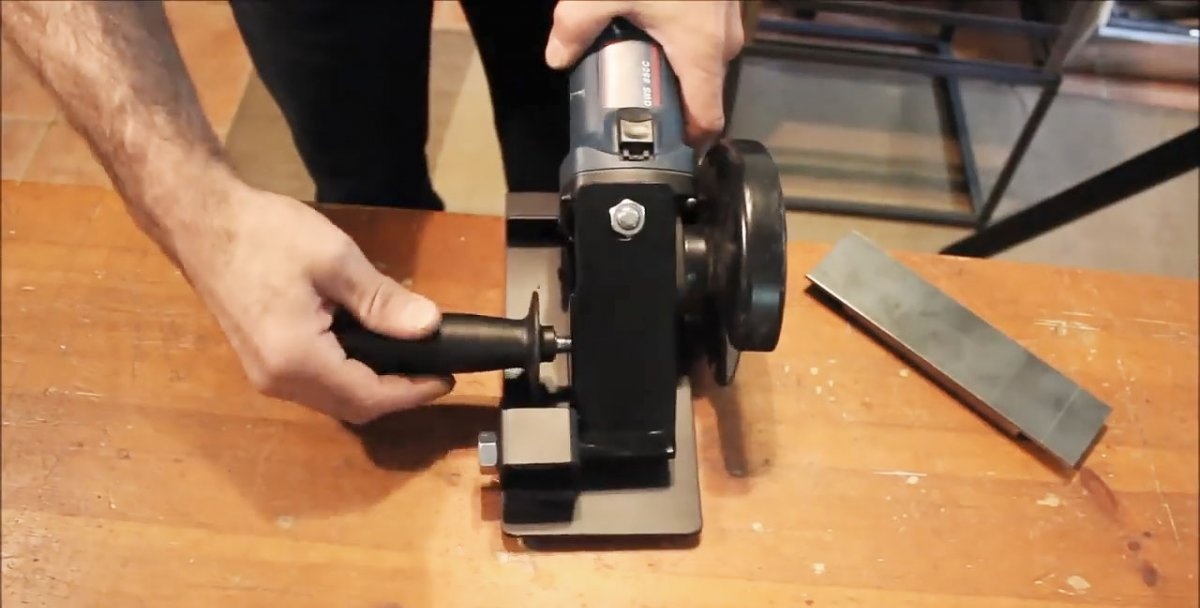
Szlifierka zamontowana na suwaku może wykonywać ruchy wokół śruby w płaszczyźnie pionowej jak tarcza piły wahadłowej.
Możliwości szlifierki kątowej wraz z osprzętem

Teraz szlifierka kątowa z takim wyposażeniem może szybko i dokładnie ciąć blachę, wycinać prostokątne fragmenty, oczyszczać krawędzie, wycinać z dużą precyzją wąskie paski z długiego arkusza wzdłuż prowadnicy, wycinać rury i materiał z listew, zaokrąglać narożniki detali poprzez wymianę cięcia tarczę szlifierską, oczyścić półfabrykaty antykorozyjne, nadając im wygląd handlowy itp.


Przeczytaj także jak zrobić bardzo prosty stojak na szlifierkę kątową - https://home.washerhouse.com/pl/4355-prostaya-stoyka-dlya-bolgarki.html
Obejrzyj wideo
Podobne klasy mistrzowskie





Szczególnie interesujące






Komentarze (0)
