Urządzenie do automatycznego spawania połączeń rur profilowych
Początkującemu spawaczowi dość trudno jest jednocześnie monitorować prawidłowe zamocowanie łączonych części i rozpoczęcie procesu spawania. Zwykle, gdy elektroda dotyka miejsca spawania, mocowanie zostaje zerwane. Aby ułatwić i zautomatyzować proces spawania, można wykonać proste urządzenie, które nie wymaga umiejętności doświadczonego specjalisty ani skąpych materiałów.

Będzie potrzebował
Materiały:- Blachy stalowej;
- śruby;
- okrągły pręt stalowy.
- Pisarz i metalowy kwadrat;
- Bułgarski;
- imadło stołowe;
- młotek;
- rdzeń;
- wiertarka;
- uzyskiwać;
- spawarka;
- części spawane.
Proces produkcji automatycznego uchwytu spawalniczego
Na pasku stalowym o podanych wymiarach zaznaczamy rysikiem i metalowym kwadratem.

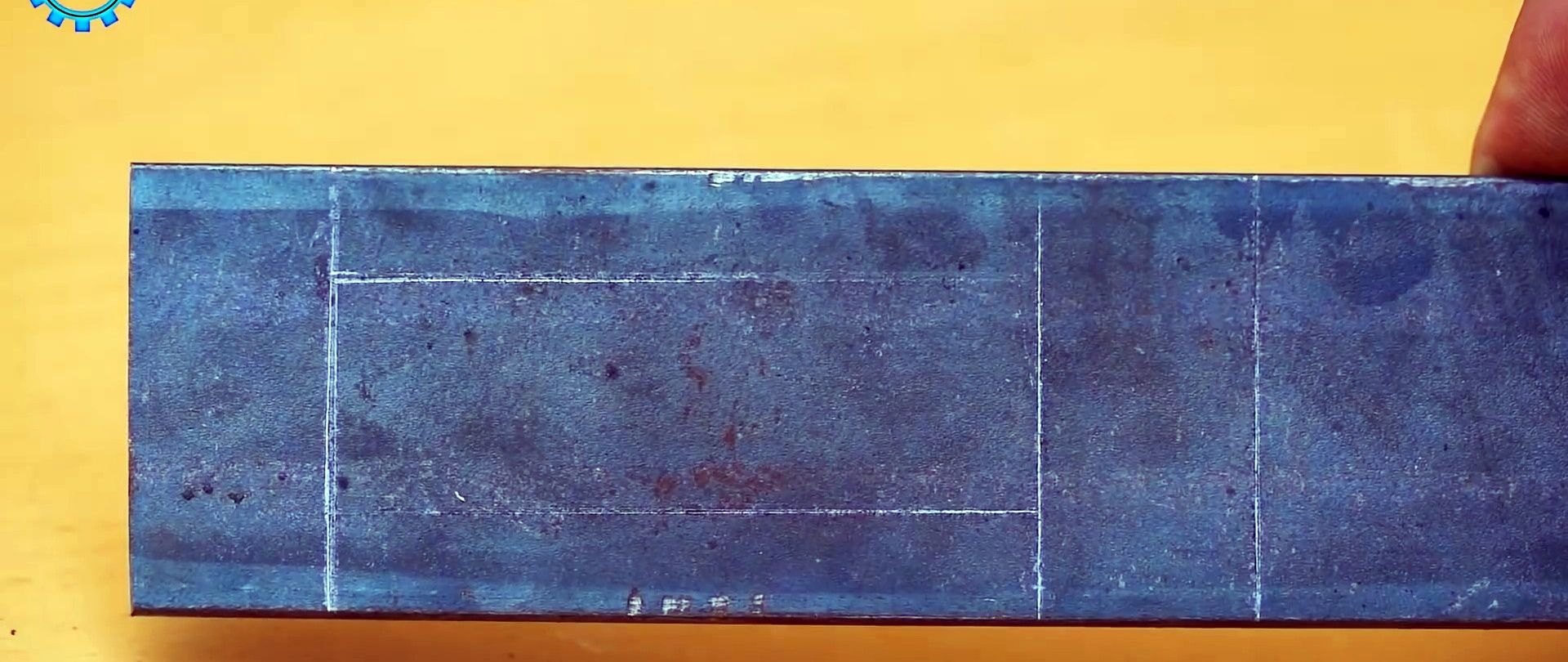
Zgodnie z oznaczeniami wykonujemy płytkie rowki poprzeczne, w obrębie których wycinamy szlifierką prostokątną szczelinę o szacunkowej szerokości.

Wycinamy przedmiot z taśmy stalowej.Naprzemiennie zaciskamy przedmiot w imadle na wysokości nacięć i za pomocą młotka wyginamy go pod kątem prostym w kierunku rowków.

W środku zakrzywionych półek gwintujemy i wiercimy otwory, w których następnie gwintownikiem wycinamy gwinty.

Wkręcić jedną śrubę w gwintowane otwory.

W okrągłym pręcie stalowym wiercimy centralny otwór przelotowy o wymaganej średnicy.

Pręt montujemy z otworem pod niewielkim kątem tak, aby jego koniec pokrywał się z wewnętrzną krawędzią wąskiej strony szczeliny i był skierowany na zewnątrz i do góry.

W tej pozycji przyspawamy pręt do ramy i wiercimy w nim poprzeczny otwór od góry pośrodku, w którym wycinamy również gwint. Wkręcić śrubę w gwintowany otwór.

Urządzenie jest gotowe do użycia.

Jako elementy do zgrzewania doczołowego wybieramy odcinki rur profilowych.

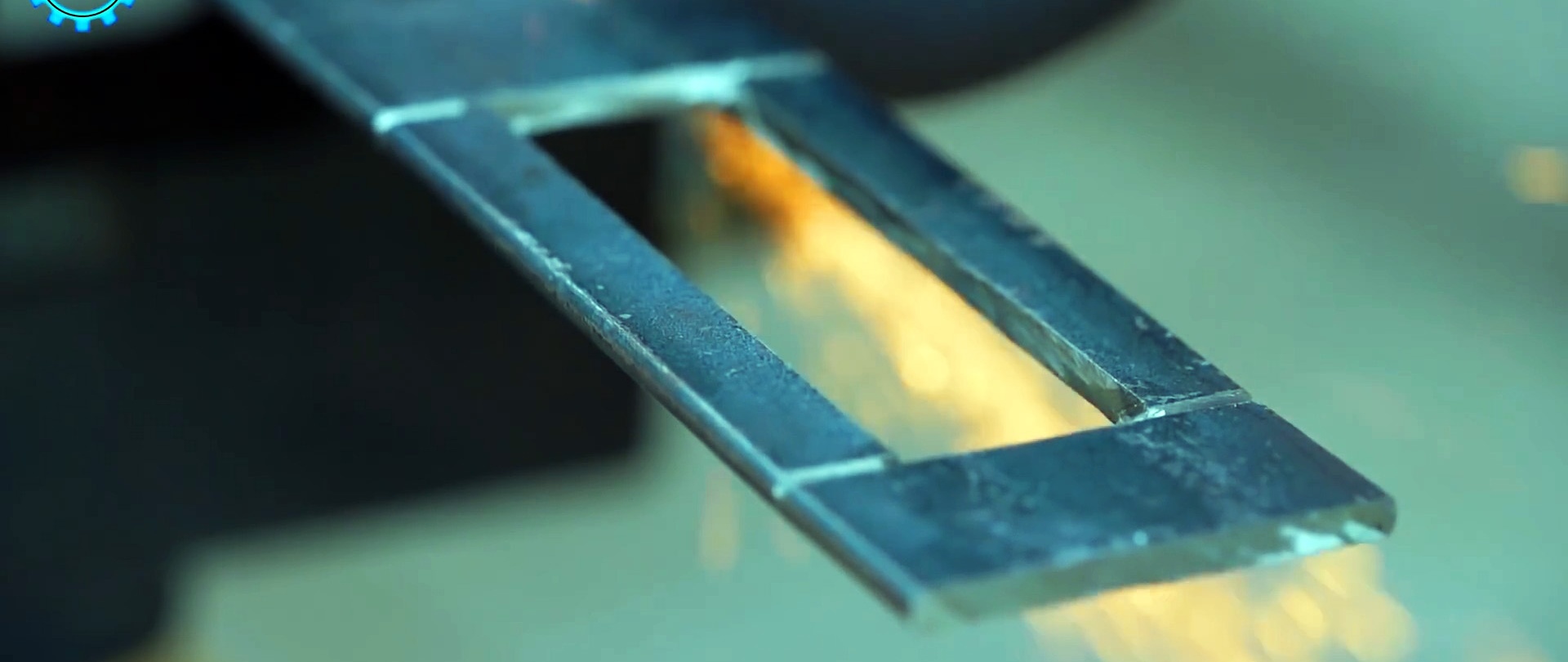
Urządzenie instalujemy na zgrzewanych elementach „nogami” w dół, tak aby złącze znajdowało się pośrodku szczeliny.

Wkładamy elektrodę otuloną do pręta otworem do góry. Aby spawane części pozostały nieruchome, mocujemy je wkręcając dwie boczne śruby.
Wyrównujemy koniec elektrody z punktem początkowym spoiny, zaginamy ją tak, aby leżała na złączu. Oznacza to, że spawanie odbędzie się niejako za pomocą leżącej elektrody.

Podłączamy uchwyt do drugiego końca elektrody, ustawiamy niezbędne parametry procesu spawania i włączamy spawarkę.
Po wzbudzeniu łuku proces przebiega, można powiedzieć, automatycznie: części są nieruchome, a łuk porusza się w miarę topienia się elektrody.

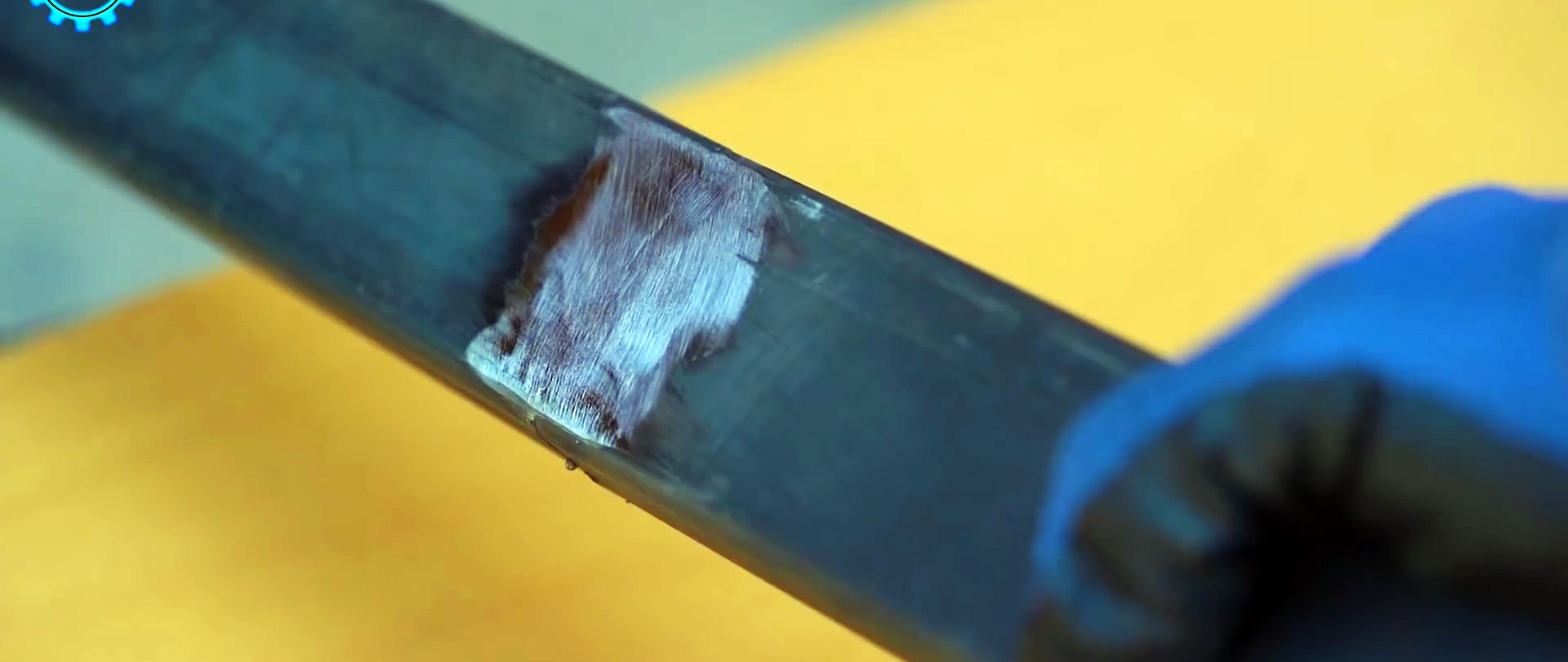
Po zakończeniu spawania zdemontuj urządzenie odkręcając najpierw śruby mocujące części.
Po odrzuceniu żużla i oczyszczeniu szwu szlifierką upewniamy się, że ma on wysoką jakość pod względem kształtu i struktury.


Korzyści z prostego urządzenia są oczywiste.

Obejrzyj wideo
Podobne klasy mistrzowskie












