Jak zrobić wysoce wydajny piec z butli gazowej
Piec na paliwo stałe charakteryzujący się szybkim nagrzewaniem, dużą mocą grzewczą i wydajnością nie będzie niezastąpiony w garażu czy innym pomieszczeniu gospodarczym w chłodne pory roku. Może to zrobić każda osoba dorosła posiadająca podstawowe umiejętności obróbki metalu z bezużytecznej butli z gazem i skrawków metalu.

Będzie potrzebował
Materiały:
- butla gazowa 50 litrów;
- spawane zawiasy;
- pozostałości blachy stalowej, taśmy i kątownika;
- klucz płaski 13 do 17;
- nakrętka, podkładka i śruba 17;
- pręt gwintowany;
- rury z przepustnicami o średnicy 80 i 125 mm;
- sznur azbestowy itp.
Narzędzia: szlifierka, akcesoria do znakowania, spawarka, imadło, wiertarka, młotek itp.
Proces wykonania pieca konwekcyjnego do garażu z 50-litrowej butli gazowej
Ze względów bezpieczeństwa odkręcamy zawór i napełniamy butelkę wodą. Po upewnieniu się, że w butli nie ma gazu, przystępujemy do cięcia dna.

Aby uniknąć później problemów z wycentrowaniem oddzielonego dna i korpusu, zawiasy spawamy. Po ukończeniu dolnej części i upewnieniu się, że zawiasy są dokładnie zespawane, wzmacniamy ich połączenie za pomocą płytek.

Przyspawamy do spodu kawałek kątownika 25×25×45 mm w miejscu diametralnie przeciwnym do pętli. Następnie przyspawamy do niego śrubę 17 mm w kierunku wzdłużnym.

Z klucza płaskiego 13 na 17 odcinamy 13-kątną szczękę i w jej miejsce przyspawamy pręt gwintowany. Umieść nakrętkę w gardle na 17 i przyspawaj. Wiercimy otwór w uchwycie bliżej pręta i wykonujemy szczelinę na zewnątrz szczęki w miejscu 17.
Wysokiej jakości i trwałe wiertła na AliExpress ze zniżką - http://alii.pub/5zwmxz

Na końcu średnicy prostopadłej do średnicy łączącej pętlę z kątownikiem i śrubą wycinamy otwór i przyspawamy do niego rurę o średnicy 80 mm i długości 100 mm z regulowaną klapką.



Spawamy narożnik od wewnątrz przez otwór.

Mocujemy dno za pomocą przyspawanej pętli do korpusu, a do końca dna po obwodzie przyspawamy stalową listwę tak, aby zakryć pierścieniową szczelinę pomiędzy korpusem a dnem.

Na śrubę kładziemy klucz i podkładkę i dokręcamy nakrętkę. Układamy klucz wzdłuż tworzącej korpusu i pod szczeliną w szczęce klucza przyspawamy pionowo stalową płytkę pasującą do tej szczeliny.
Trwałe tarcze do szlifierek kątowych na AliExpress ze zniżką - http://alii.pub/61bjly

Z pokrywy cylindra odcinamy kołnierz z gwintowanym otworem do wkręcenia zaworu, w otwór wkładamy stalowy „nikiel” i tam go przyspawamy.
Po ułożeniu korpusu cylindra na podłodze tak, aby rura znajdująca się u dołu była skierowana w dół, wycinamy w korpusie otwór w pobliżu pokrywy cylindra. W otwór wkładamy rurę z regulowanym amortyzatorem o średnicy 125 mm i przyspawamy ją do korpusu.

W dolnej części od wewnątrz, nieco głębiej, zgrzewamy od góry wąski odcinek blachy.

W sześciu wykrojach wykonanych z rur profilowanych prostokątnych 4x8x80 cm, w części środkowej wykonujemy 36 poprzecznych szczelin ze szlifierką, pokrywając trzy boki.Następnie wyginamy je niezaciętą stroną na zewnątrz.

Rury prostokątne z zakrzywioną częścią przyspawamy do korpusu cylindra pionowo, zmieniając kierunek końców na przeciwny.

Do końców rur prostokątnych leżących naprzeciwko rury o średnicy 125 mm spawamy odcinki rur prostokątnych 5 × 3 × 65 cm, skierowane równolegle do generatorów korpusu cylindra.

Malujemy konstrukcję oraz rury konwekcyjne farbą żaroodporną wytrzymującą temperaturę do 600 stopni Celsjusza.

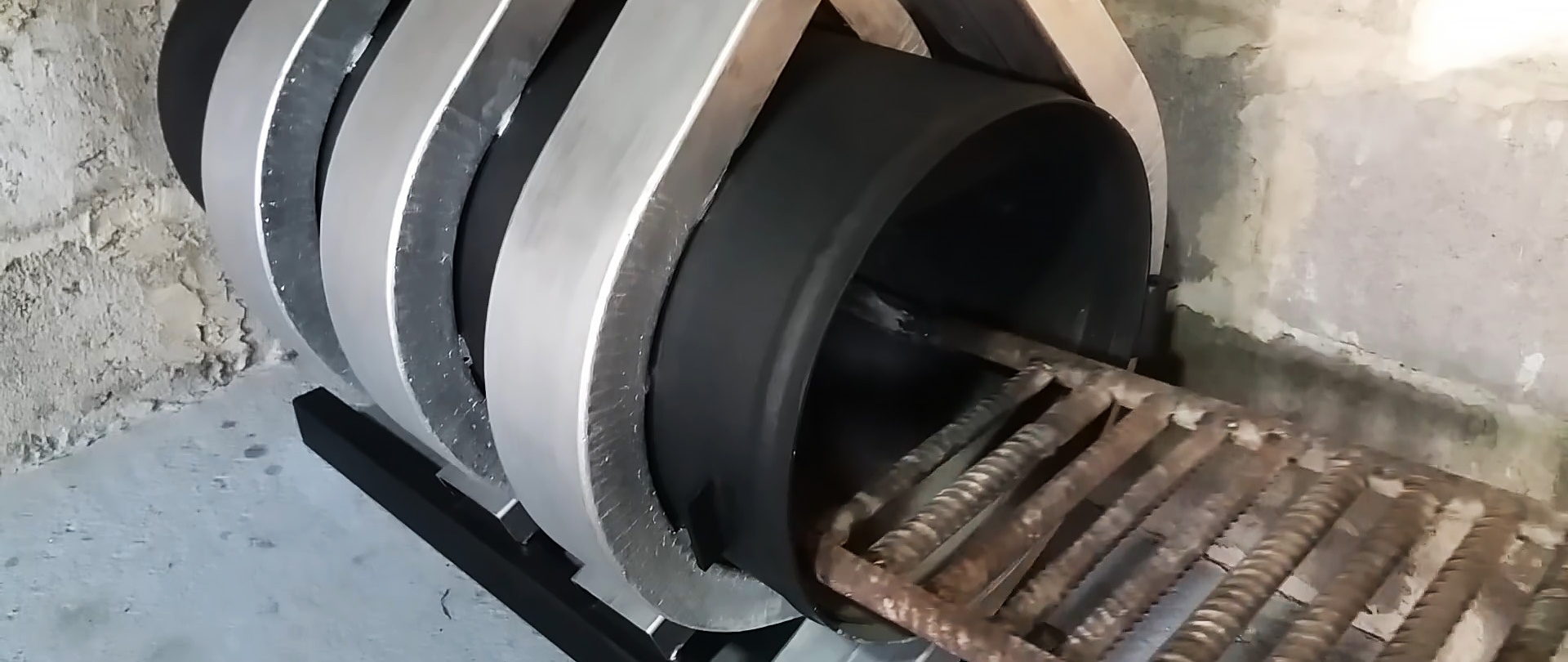
Ruszt wewnątrz cylindra umieszczamy na przyspawanych wspornikach, montujemy komin i uszczelniamy połączenie sznurem azbestowym.
Dodajemy rozpałkę, rozpalamy ogień i następnie dorzucamy polana.

Wraz z nagrzewaniem paleniska pieca zimne powietrze zaczyna być zasysane od dołu do rur konwekcyjnych i pozostawia je w już wysokiej temperaturze.













