Kuchenka strumieniowa z butli gazowej
Urządzenia grzewcze znajdują zastosowanie nie tylko w budynkach mieszkalnych, ale także przemysłowych. Ich modyfikacji jest bardzo dużo, bo warunki panujące w warsztatach zwykle nie są wyrafinowane. Dlatego instalują wszystko, co jest niedrogie i ekonomiczne - od pieców garnkowych po zaawansowane technicznie systemy grzewcze.
Dziś oferujemy do rozważenia jeden z najciekawszych modeli pieców. Piec rakietowy lub piec strumieniowy zasadniczo różni się od innych wysokim stopniem ogrzewania i konwekcji korpusu, który jest wykonany albo z cegieł (piec kamienny), albo z grubościennego metalu. To urządzenie grzewcze jest wyposażone w obieg wody, podłączony do grzejników, dzięki czemu otrzymujesz prawie kompletny, ekonomiczny system ogrzewania.
Autor domowego produktu sugeruje wykonanie naszej wersji pieca strumieniowego z pustej butli z propanem. Mała modernizacja, minimum części i masz doskonałą opcję na piec grzewczy do warsztatu produkcyjnego!

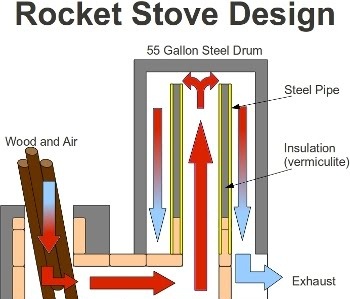
Piec składa się z paleniska, podgrzewanego pojemnika i komina. Palenisko wykonane jest w formie zakrzywionej rury, w której drewno opałowe pali się w dolnej części.Gorące powietrze unosi się pionową rurą umieszczoną pośrodku podgrzewanego pojemnika, którą w naszym przypadku jest butla z gazem. Unoszące się do góry gorące powietrze ogrzewa ścianki pojemnika i stopniowo ochładzając się, wychodzi na dole przez komin, co powoduje konwekcję powietrza i ciąg w piekarniku.
Materiały:
Narzędzia:
Zanim weźmiesz się do pracy, musisz pamiętać, że butle z gazem są wyjątkowo łatwopalne i wybuchowe. Należy je dokładnie przepłukać wodą pozostawioną przez jakiś czas w butli, gdyż nawet niewielkie pozostałości skroplonego gazu podczas cięcia mogą doprowadzić do eksplozji pojemnika.
Butla z propanem do użytku domowego składa się z szyjki, osłony i dna. Zwykle ustawia się go pionowo, tak aby zawór odcinający znajdował się w najbardziej widocznym miejscu na środku butli. Trzeba się go pozbyć, delikatnie uderzając młotkiem.



Po odkręceniu złączki kluczem płaskim napełnij cylinder wodą w celu spłukania resztek skroplonego gazu. Odstaw wodę na chwilę, a następnie ostrożnie przewróć pojemnik i osusz go. Nawet po takich zabiegach ostrożnie przenosimy cylinder na miejsce zabiegu. Za pomocą przecinarki plazmowej odetnij spód cylindra.




Kolejnym krokiem jest docięcie metalowych narożników pod wymiar komory załadowczej, paleniska i kanału wentylacyjnego. Kroimy je szlifierką lub przecinarką plazmową, a każdy z nich gotujemy wzdłuż żeberek.
Połączenia będą zlokalizowane pod różnymi kątami. Wymiary tych elementów są następujące:
Palenisko i kanał powietrzny są połączone prostopadle. Końce tych rur przecinamy pod kątem 45 stopni i spawamy je ze wszystkich stron rury. Ponieważ podczas spawania metal nagrzewa się do temperatury ponad 1500 stopni Celsjusza, może zawierać ołów. Dlatego warto sprawdzić dokładność połączenia z metalowym narożnikiem.





Położenie komory załadowczej będzie nachylone, dlatego rurę podajnika należy przyciąć pod kątem mniejszym niż 45 stopni. Umieszczamy go na przewodzie paliwowym kilka centymetrów od krawędzi paleniska, gdzie później będzie znajdować się popielnik. Korzystając z oznaczenia odcinka rury, wykonujemy szczelinę na styku elementów i przyspawamy ją.





Palenisko musi być wypoziomowane i bezpiecznie zamocowane. Będzie on wsparty na niewielkim kawałku narożnika, z którego wykonano rury. Przycinamy go dokładnie na wymiar i kładziemy na dnie cylindra, sprawdzając zgodność linii prostej pomiędzy płaszczyznami cylindra z metalowym narożnikiem.



Gotujemy palenisko, wzmacniając pionową rurę kanału powietrznego metalowymi płytami lub narożnikami. Zaznaczamy dla niego miejsce na ściance cylindra i wykonujemy szczelinę za pomocą plazmy lub szlifierki. Im dokładniejsze cięcie, tym łatwiej go później poparzyć.





Ustawiamy palenisko tak, aby pionowa rura wewnątrz cylindra znajdowała się dokładnie pośrodku. Do zgrzewania dna i rury paleniska używamy spawarki.


Zwykła śruba lub podobny kawałek metalu pomoże zatkać otwór w górnej części cylindra. Wkładamy go do otworu i przyspawamy do cylindra. Szew można oczyścić za pomocą tarczy szlifierskiej i szlifierki.




Na dole cylindra, po przeciwnej stronie paleniska, instalujemy komin. Zaznaczamy markerem otwór montażowy rury, wycinamy okrąg w ściance cylindra i wypalamy go wzdłuż konturu.





Popielnik zamykamy zdejmowaną pokrywą z termoizolacyjnym uchwytem. Dla wygody można go przymocować do zawiasów. Przez ten otwór najwygodniej będzie rozpalać drewno w piecu.


Wylot rury wyprowadzamy poza warsztat. Im wyższa rura kominowa, tym lepszy ciąg w piecu. Teraz w Twoim warsztacie będzie zawsze ciepło i przytulnie przez cały rok!




Dziś oferujemy do rozważenia jeden z najciekawszych modeli pieców. Piec rakietowy lub piec strumieniowy zasadniczo różni się od innych wysokim stopniem ogrzewania i konwekcji korpusu, który jest wykonany albo z cegieł (piec kamienny), albo z grubościennego metalu. To urządzenie grzewcze jest wyposażone w obieg wody, podłączony do grzejników, dzięki czemu otrzymujesz prawie kompletny, ekonomiczny system ogrzewania.
Autor domowego produktu sugeruje wykonanie naszej wersji pieca strumieniowego z pustej butli z propanem. Mała modernizacja, minimum części i masz doskonałą opcję na piec grzewczy do warsztatu produkcyjnego!

Zasada działania pieca
Piec składa się z paleniska, podgrzewanego pojemnika i komina. Palenisko wykonane jest w formie zakrzywionej rury, w której drewno opałowe pali się w dolnej części.Gorące powietrze unosi się pionową rurą umieszczoną pośrodku podgrzewanego pojemnika, którą w naszym przypadku jest butla z gazem. Unoszące się do góry gorące powietrze ogrzewa ścianki pojemnika i stopniowo ochładzając się, wychodzi na dole przez komin, co powoduje konwekcję powietrza i ciąg w piekarniku.
Materiały:
- Butla z propanem;
- Rura kwadratowa spawana z sparowanych narożników;
- Narożnik metalowy 50x50x5 mm;
- Rura kominowa okrągła z kolankami obrotowymi;
- Pomocnicze elementy metalowe: blaszki, listwy narożnikowe, zaślepki.
Narzędzia:
- Do cięcia metalu: inwertorowa przecinarka plazmowa lub szlifierka z tarczami do ściągania i cięcia;
- Spawarka;
- Narożnik metalowy prosty, miarka, marker do znakowania;
- Poziomica, młotek, szczotka metalowa.
Wykonanie pieca rakietowego
Zanim weźmiesz się do pracy, musisz pamiętać, że butle z gazem są wyjątkowo łatwopalne i wybuchowe. Należy je dokładnie przepłukać wodą pozostawioną przez jakiś czas w butli, gdyż nawet niewielkie pozostałości skroplonego gazu podczas cięcia mogą doprowadzić do eksplozji pojemnika.
Przygotowanie balonu
Butla z propanem do użytku domowego składa się z szyjki, osłony i dna. Zwykle ustawia się go pionowo, tak aby zawór odcinający znajdował się w najbardziej widocznym miejscu na środku butli. Trzeba się go pozbyć, delikatnie uderzając młotkiem.



Po odkręceniu złączki kluczem płaskim napełnij cylinder wodą w celu spłukania resztek skroplonego gazu. Odstaw wodę na chwilę, a następnie ostrożnie przewróć pojemnik i osusz go. Nawet po takich zabiegach ostrożnie przenosimy cylinder na miejsce zabiegu. Za pomocą przecinarki plazmowej odetnij spód cylindra.




Przecinamy rury i oparzamy palenisko
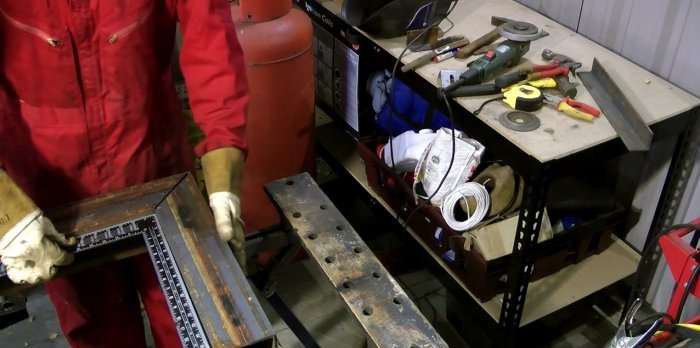
Kolejnym krokiem jest docięcie metalowych narożników pod wymiar komory załadowczej, paleniska i kanału wentylacyjnego. Kroimy je szlifierką lub przecinarką plazmową, a każdy z nich gotujemy wzdłuż żeberek.
Połączenia będą zlokalizowane pod różnymi kątami. Wymiary tych elementów są następujące:
- Pionowy kanał powietrzny – 900 mm;
- Palenisko poziome – 500 mm;
- Podajnik lub komora załadowcza – 400 mm.
Palenisko i kanał powietrzny są połączone prostopadle. Końce tych rur przecinamy pod kątem 45 stopni i spawamy je ze wszystkich stron rury. Ponieważ podczas spawania metal nagrzewa się do temperatury ponad 1500 stopni Celsjusza, może zawierać ołów. Dlatego warto sprawdzić dokładność połączenia z metalowym narożnikiem.





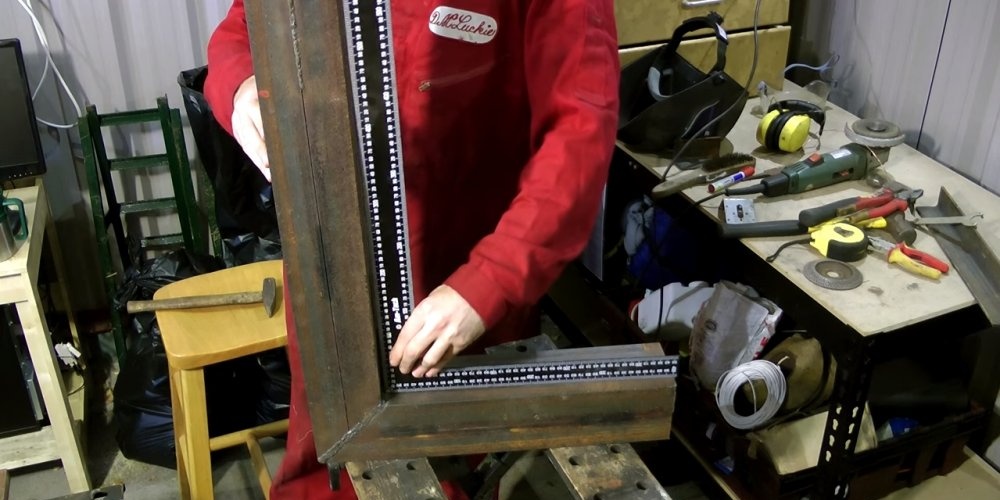
Położenie komory załadowczej będzie nachylone, dlatego rurę podajnika należy przyciąć pod kątem mniejszym niż 45 stopni. Umieszczamy go na przewodzie paliwowym kilka centymetrów od krawędzi paleniska, gdzie później będzie znajdować się popielnik. Korzystając z oznaczenia odcinka rury, wykonujemy szczelinę na styku elementów i przyspawamy ją.





Palenisko musi być wypoziomowane i bezpiecznie zamocowane. Będzie on wsparty na niewielkim kawałku narożnika, z którego wykonano rury. Przycinamy go dokładnie na wymiar i kładziemy na dnie cylindra, sprawdzając zgodność linii prostej pomiędzy płaszczyznami cylindra z metalowym narożnikiem.



Gotujemy palenisko, wzmacniając pionową rurę kanału powietrznego metalowymi płytami lub narożnikami. Zaznaczamy dla niego miejsce na ściance cylindra i wykonujemy szczelinę za pomocą plazmy lub szlifierki. Im dokładniejsze cięcie, tym łatwiej go później poparzyć.





Ustawiamy palenisko tak, aby pionowa rura wewnątrz cylindra znajdowała się dokładnie pośrodku. Do zgrzewania dna i rury paleniska używamy spawarki.


Zwykła śruba lub podobny kawałek metalu pomoże zatkać otwór w górnej części cylindra. Wkładamy go do otworu i przyspawamy do cylindra. Szew można oczyścić za pomocą tarczy szlifierskiej i szlifierki.




Montaż komina
Na dole cylindra, po przeciwnej stronie paleniska, instalujemy komin. Zaznaczamy markerem otwór montażowy rury, wycinamy okrąg w ściance cylindra i wypalamy go wzdłuż konturu.





Popielnik zamykamy zdejmowaną pokrywą z termoizolacyjnym uchwytem. Dla wygody można go przymocować do zawiasów. Przez ten otwór najwygodniej będzie rozpalać drewno w piecu.


Wylot rury wyprowadzamy poza warsztat. Im wyższa rura kominowa, tym lepszy ciąg w piecu. Teraz w Twoim warsztacie będzie zawsze ciepło i przytulnie przez cały rok!




Obejrzyj wideo
Podobne klasy mistrzowskie






Szczególnie interesujące






Komentarze (2)
