Como fazer um forno para aquecimento de garagem com baterias velhas
Para aquecer garagens, oficinas ou aquecer temporariamente uma casa em construção, é conveniente utilizar um recuperador de calor. Ocupa pouco espaço e permite atingir rapidamente uma temperatura confortável. Na versão de fábrica, os fogões barrigudos são muito leves, por isso, depois que a lenha queima, eles esfriam rapidamente e param de aquecer. Se necessita que o recuperador funcione adicionalmente como acumulador de calor, pode fazê-lo você mesmo, utilizando como componentes baterias de ferro fundido.

Materiais:
- radiador de aquecimento em ferro fundido 7-8 seções;
- tubos perfilados 50x20 mm, 20x20 mm, 10x10 mm;
- chapa de aço 3-5 mm;
- tira 20 mm;
- cordão de amianto;
- vidro resistente ao calor;
- dobradiças soldadas – 3 conjuntos;
- parafusos para portas de fogão – 3 unid.
Processo de fabricação de fogão a lenha
Para fazer as laterais do fogão é necessário desmontar o radiador em seções. Para não procurar chaves e não desparafusar os bicos enferrujados, basta cortar a bateria em seções com um amolador.

Em seguida, as costelas são cortadas de cada um deles.


Existem muitos depósitos dentro das costelas e eles são cobertos com grossas camadas de tinta na parte superior.Tudo isso precisa ser queimado. Para fazer isso, as costelas junto com a lenha são empilhadas no fogo. Quando queimar, eles precisam ser limpos com uma escova de metal.

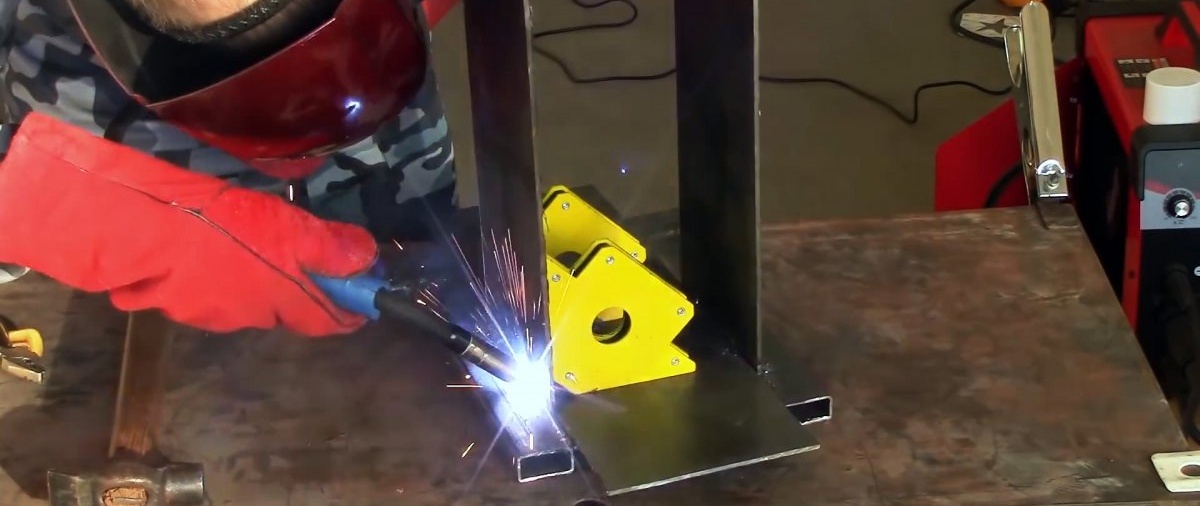
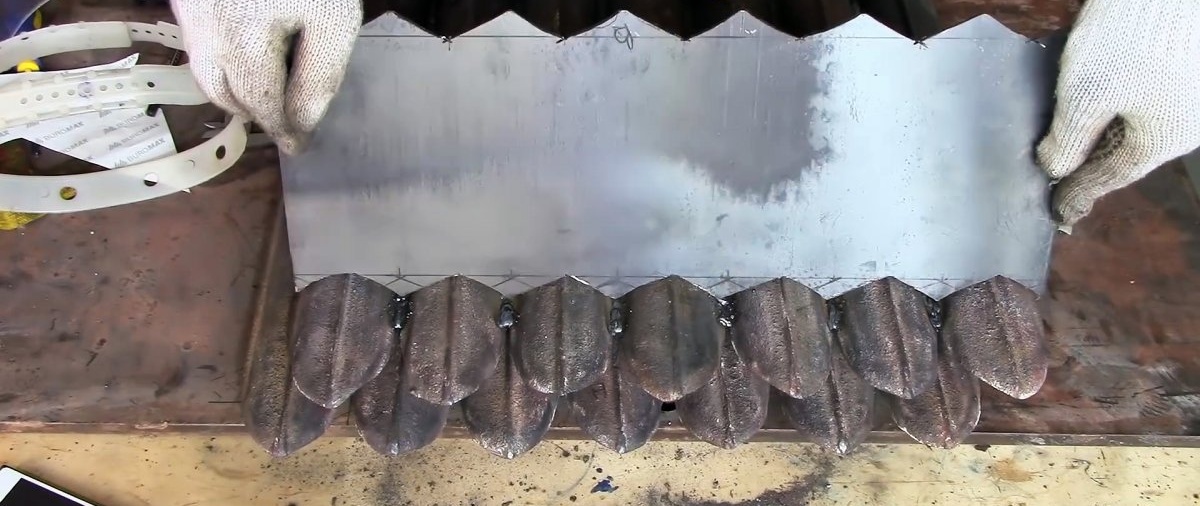
Em seguida, 2 paredes laterais do fogão são soldadas a partir das nervuras. Para um fogão barrigudo, usar 7 a 8 costelas por parede será suficiente. É necessário soldar com costura contínua, conseguindo estanqueidade total.


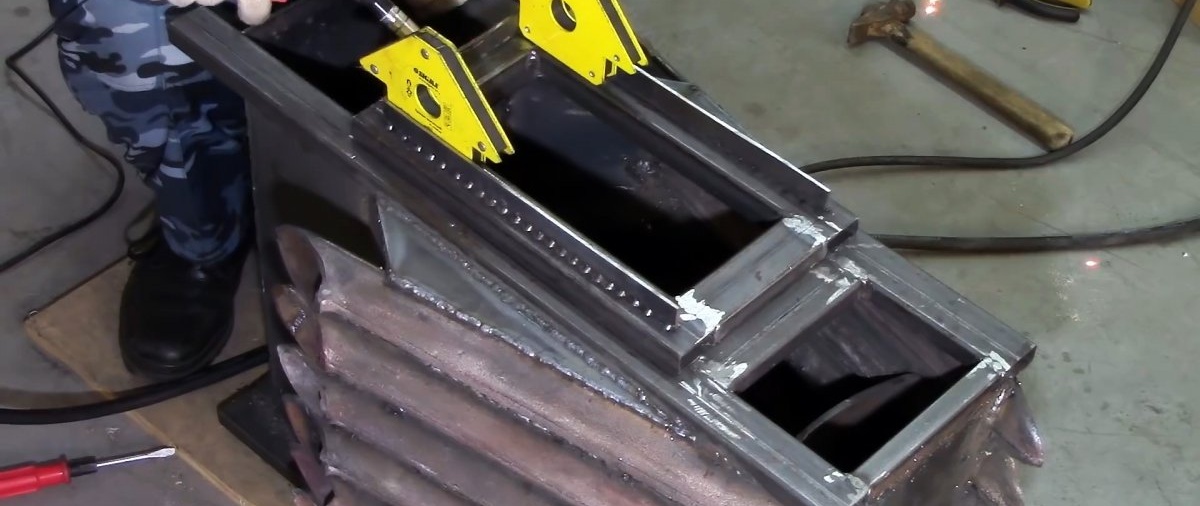
A moldura da parede frontal da estufa é soldada a partir de um tubo perfilado de 50x20 mm e 20x20 mm. Os tubos transversais estão dispostos de forma a poderem instalar 3 portas nos mesmos. Um será para o cinzeiro, o segundo para adicionar lenha e o terceiro para acesso ao pós-combustor para limpeza de fuligem.


A moldura da parede posterior é em forma de U. Além disso, deve ser apenas um pouco mais alto que a seção do cinzeiro, alocada ao longo da abertura na parede frontal. O tubo transversal da moldura é alargado, enquanto os verticais devem ser soldados da mesma forma que na frente. Em seguida, a abertura entre os tubos é soldada com chapa de aço.

A seguir, é necessário conectar as molduras das paredes frontal e traseira do recuperador com as paredes laterais em chapa de aço. São cortados de acordo com a altura do cinzeiro e a largura das paredes do radiador preparadas. O fundo do recuperador da mesma chapa de aço é imediatamente soldado nas laterais.
Na próxima etapa, é necessário cortar da chapa de aço um inserto ondulado que se encaixe perfeitamente nas nervuras das baterias soldadas. Seu comprimento deve ser menor que as paredes em 1 borda. Em seguida, é necessário soldar as paredes dos radiadores à estrutura do fogão, posicionando-os em ângulo. Ao mesmo tempo, uma inserção ondulada é soldada entre eles. Deve estar localizado no meio da abertura superior da câmara de pós-combustão.


Virando o fogão de lado, é necessário soldar o vão entre as paredes chanfradas da bateria e as laterais inferiores lisas em chapa de aço.Para isso, inserções de tamanho adequado são recortadas e soldadas hermeticamente.
A seguir, a parte superior do fogão é recortada e soldada. Seus lados longos também são ondulados para se ajustarem perfeitamente às costelas. Antes da soldagem, um furo para a chaminé é feito na peça de trabalho.

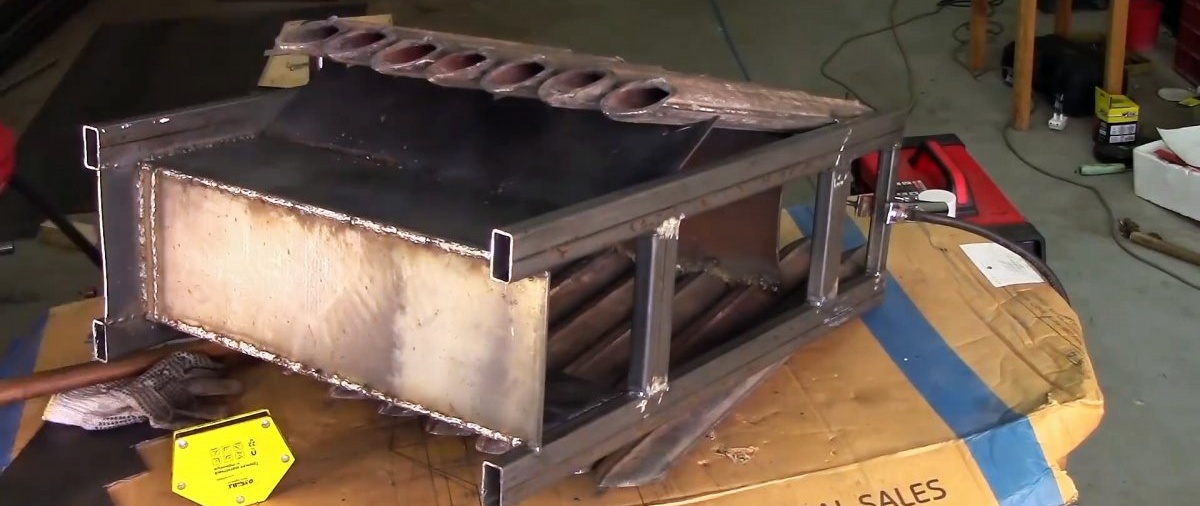
Você precisa cortar e soldar uma inserção na parede posterior para fechar a lacuna restante. Além disso, inserções estreitas são usadas para soldar os espaços entre as nervuras e a moldura na parede frontal.



Em seguida, a porta da fornalha é soldada a partir do tubo perfilado. Para que fique bem ajustado, sua espessura precisa ser aumentada com uma tira de aço. Uma fileira é soldada ao redor do perímetro da porta e a segunda é recuada em 10 mm. O resultado serão 2 paredes, entre as quais é colocado um cordão de amianto.


Em seguida, uma moldura de tira é soldada na abertura sob a porta da fornalha para que, ao ser conectada à porta, toque no amianto. Isto dará à câmara de combustão uma vedação completa.

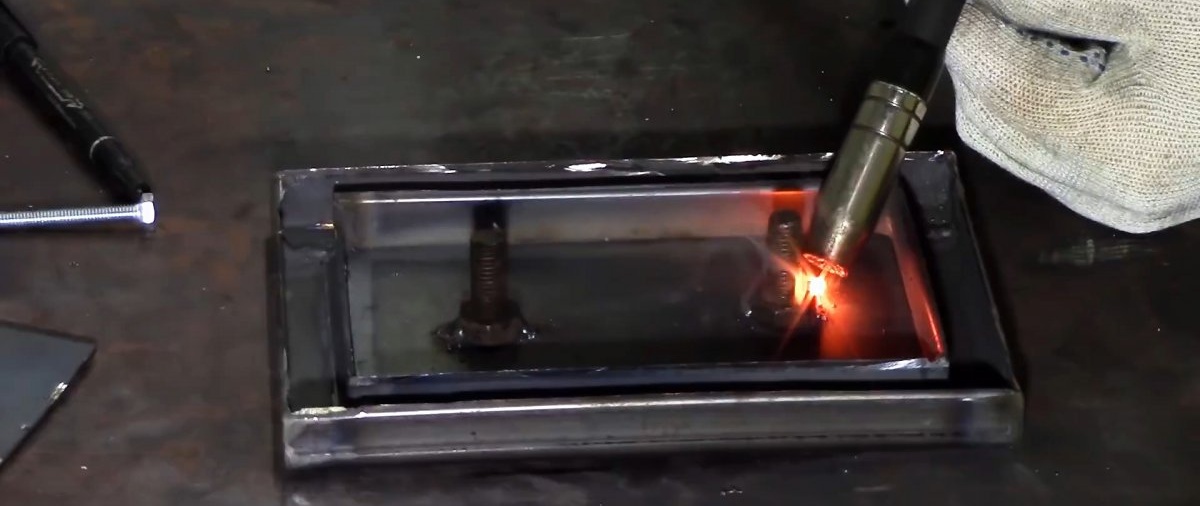
A porta do cinzeiro é soldada a partir de um tubo perfilado mais fino. Uma parede precisa ser cortada para instalar a vedação de amianto. A moldura da porta é soldada em chapa de aço. Para que esta porta aqueça menos, são soldados 2 parafusos por dentro e neles é fixada uma pequena tela em chapa de aço. Na própria abertura é soldada uma tira para vedar a porta contra o amianto, tal como antes na abertura para carregamento de lenha. A porta superior para limpeza de fuligem é feita de forma semelhante.




As portas resultantes são soldadas nas aberturas através das dobradiças.


Uma vedação é colocada na porta da câmara de combustão e um vidro resistente ao calor é inserido. Para protegê-lo, você pode aplicar algumas gotas de solda. Em seguida, as válvulas são soldadas nas portas e no fogão. Se desejar, o recuperador pode ser pintado com tinta resistente ao calor.



A peculiaridade do recuperador resultante é que, graças às aletas do radiador, possui uma maior área de contato com o ar ambiente. Além disso, devido à sua massa, retém o calor por mais tempo após a queima da madeira. Embora o ferro fundido seja utilizado na fabricação do fogão, por ser pequeno e projetado para madeira, a temperatura do metal não sobe tanto a ponto de, com a expansão linear, a costura entre o ferro fundido e o aço estourar.


Assista o vídeo
Master classes semelhantes












