Como fazer um fogão altamente eficiente a partir de uma botija de gás
Um fogão a combustível sólido com aquecimento rápido, alta produção de calor e eficiência não ficará fora de lugar em uma garagem ou outras despensas durante as estações frias. Isso pode ser feito por qualquer adulto com habilidades básicas de metalurgia a partir de um cilindro de gás inutilizável e restos de metal.

Vai precisar
Materiais:
- cilindro de gás 50 litros;
- dobradiças soldadas;
- restos de chapas, tiras e cantoneiras de aço;
- chave de boca 13 a 17;
- porca, arruela e parafuso 17;
- haste roscada;
- tubos com amortecedores com diâmetro de 80 e 125 mm;
- cordão de amianto, etc.
Ferramentas: moedor, acessórios de marcação, máquina de solda, torno, furadeira, martelo, etc.
O processo de fabricação de um forno de convecção para garagem a partir de uma botija de gás de 50 litros
Desparafusamos a válvula e enchemos a garrafa com água por questões de segurança. Depois de nos certificarmos de que há ausência total de gás no cilindro, procedemos ao corte do fundo.

Para evitar problemas posteriores com a centralização do fundo e do corpo separados, soldamos as dobradiças. Depois de concluída a secção inferior e de nos certificarmos de que as dobradiças estão soldadas com precisão, reforçamos a sua ligação com a ajuda de placas.

Soldamos um pedaço de ângulo 25x25x45 mm na parte inferior em um ponto diametralmente oposto ao laço. Posteriormente, soldamos um parafuso de 17 mm na direção longitudinal.

De uma chave de boca 13 por 17, cortamos uma mandíbula de 13 pontas e em seu lugar soldamos uma haste roscada. Coloque a porca na garganta em 17 e solde. Fazemos um furo no cabo mais próximo da haste e fazemos uma ranhura na parte externa da mandíbula em 17.
Brocas duráveis e de alta qualidade no AliExpress com desconto - http://alii.pub/5zwmxz

No final do diâmetro perpendicular ao diâmetro que liga o laço ao ângulo e ao parafuso, cortamos um furo e soldamos nele um tubo com diâmetro de 80 mm e comprimento de 100 mm com aba ajustável.



Soldamos um canto por dentro do buraco.

Fixamos o fundo por meio de um laço soldado ao corpo e soldamos uma tira de aço na extremidade do fundo ao longo da circunferência para cobrir a lacuna anular entre o corpo e o fundo.

Colocamos uma chave e uma arruela no parafuso e apertamos a porca. Colocamos a chave ao longo da geratriz do corpo e, sob a fenda da mandíbula da chave, soldamos verticalmente uma placa de aço que cabe nesta fenda.
Discos de longa duração para rebarbadoras no AliExpress com desconto - http://alii.pub/61bjly

Da tampa do cilindro cortamos um flange com furo roscado para aparafusar a válvula, inserimos um “níquel” de aço no furo e soldamos ali.
Depois de colocar o corpo do cilindro no chão de forma que o tubo inferior fique direcionado para baixo, fazemos um furo no corpo próximo à tampa do cilindro. Inserimos no furo um tubo com amortecedor ajustável de 125 mm de diâmetro e soldamos ao corpo.

Na parte inferior por dentro, um pouco mais fundo, soldamos um segmento estreito de chapa por cima.

Em seis blanks de tubos de perfil retangular 4x8x80 cm, na parte central fazemos 36 ranhuras transversais com uma retificadora, cobrindo três lados.Então nós os dobramos com o lado não cortado para fora.

Soldamos os tubos retangulares com a parte curva ao corpo do cilindro verticalmente, alternando o sentido das extremidades para o oposto.

Nas extremidades dos tubos retangulares opostos ao tubo com diâmetro de 125 mm, soldamos seções de tubos retangulares 5 × 3 × 65 cm, direcionados paralelamente aos geradores do corpo do cilindro.

Pintamos a estrutura e os tubos de convecção com tinta resistente ao calor que suporta temperaturas de até 600 graus Celsius.

Colocamos uma grelha no interior do cilindro sobre suportes pré-soldados, instalamos uma chaminé e selamos a junta com cordão de amianto.
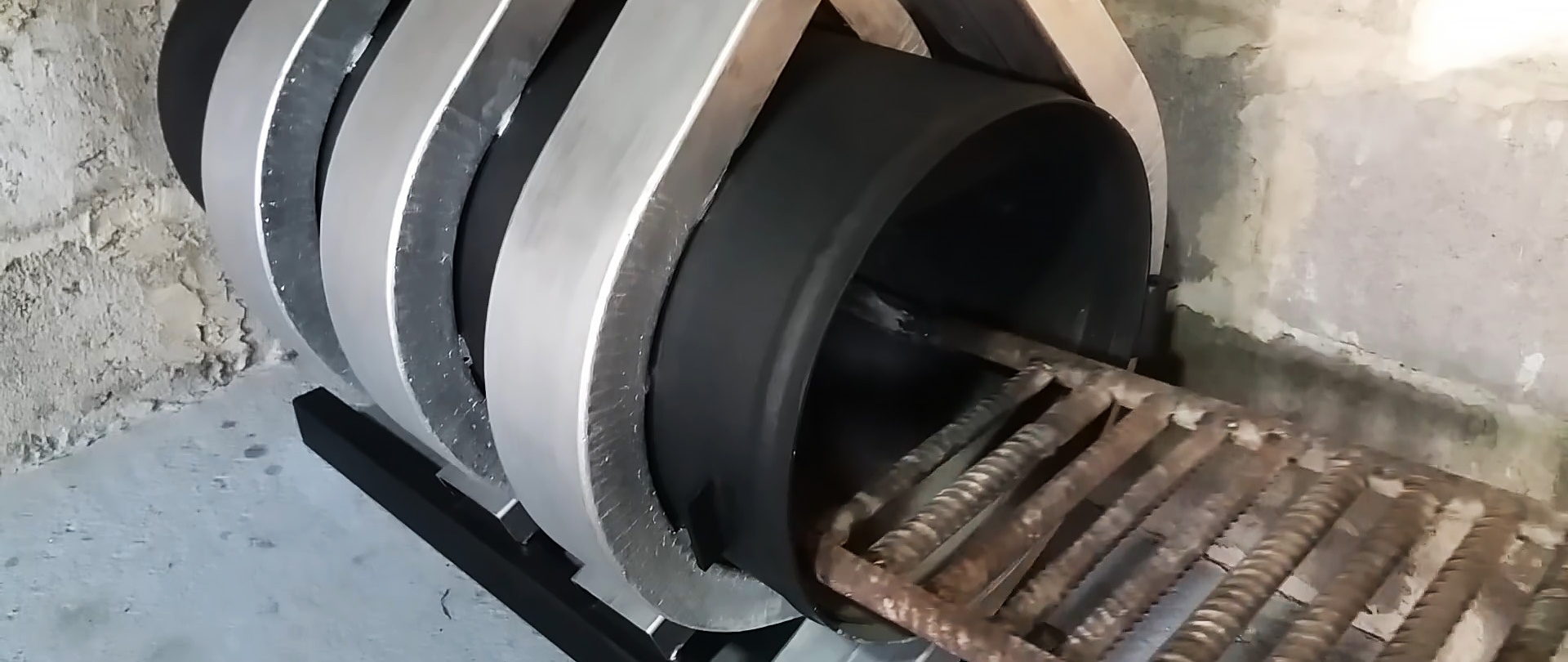
Colocamos gravetos, acendemos o fogo e depois colocamos lenha.

Junto com o aquecimento da fornalha do forno, o ar frio começa a ser sugado para dentro dos tubos convectivos por baixo e os deixa em uma temperatura já elevada.

Assista o vídeo
Master classes semelhantes












