Cum să faci un tăietor cu bile cu propriile mâini
Frezele în formă de bilă produse industrial se găsesc rar pe piață și sunt de obicei proiectate pentru a efectua o anumită operațiune pe o anumită piesă. De obicei, nu este posibil să le folosiți pentru prelucrarea altor produse. Și nu sunt ieftine datorită oțelului de înaltă calitate care intră în producția lor, tehnologiei complexe de procesare, proceselor complexe de călire și loturi mici de producție.

Toți acești factori îi obligă pe meșteri, atunci când apare nevoia unui astfel de instrument, să caute modalități independente de realizare a acestora. Ele sunt mai ales adesea necesare pentru cei care repară mașini, motociclete și alte vehicule.
Folosind mori cu bile simple, de exemplu, canalele din chiulasele motorului sunt plictisite în timpul reparației lor. Practic, doar ei pot prelucra canale curbe cu înaltă calitate și precizie. Nici un alt tip de tăietor nu este potrivit pentru astfel de lucrări. Puteți folosi o mașină de găurit electrică convențională ca antrenare pentru un tăietor cu bile de casă.
Un tăietor cu bile (tăietor de con, tăietor de bavuri) poate fi realizat dintr-o bilă de diametru adecvat dintr-un rulment cu bile sau dintr-o articulație cu bile pentru direcția sau suspendarea unei mașini. Pentru fabricarea acestor piese se folosesc oțeluri dure, astfel încât frezele realizate din acestea vor avea proprietăți bune de tăiere.
Să alegem o bilă dintr-un rulment cu un diametru de 33 mm ca semifabricat. De ce ar putea avea nevoie pentru a face un cutter cu role?
Te poți descurca cu un minim de instrumente:
Setul de materiale necesare, ținând cont de funcționalitatea unui tăietor de bavuri autofabricat, este de asemenea scurt.
Noi vom avea nevoie:
Desigur, dacă urmați toate canoanele tehnologice de a face o unealtă din metal călit, atunci ar trebui mai întâi călită pentru a facilita prelucrarea ulterioară. Dar pentru aceasta aveți nevoie de un cuptor cu mufă, pe care noi nu îl avem. Din această cauză, vom avea nevoie de puțin mai mult timp, efort și uzură la discurile de tăiere și strunjire, ceea ce nu este prea dificil, deoarece facem doar un singur tăietor cu bile.
Încă o dată, utilizați un șubler pentru a măsura diametrul bilei selectate și asigurați-vă că trebuie să îndepărtați un strat de metal de 0,5 mm de pe suprafața acesteia. La urma urmei, avem nevoie de un tăietor cu un diametru de 32 mm.

Mandrinul ar putea fi realizat prin găurirea unei găuri oarbe în bilă, urmată de filetare.Dar acest lucru nu va fi atât de ușor de făcut, deoarece în acest caz va trebui cu siguranță să eliberați metalul piesei de prelucrat, să aveți un dispozitiv special pentru ținerea mingii în timpul procesării și, desigur, o mașină de găurit, care nu este disponibilă.

Prin urmare, ne stabilim opțiunea cu o piuliță sudata și un dorn înșurubat în filetul feroneriei. Pentru a face acest lucru, prindeți bila într-o menghină și utilizați o mașină de sudură pentru a fixa piulița de piesa de prelucrat. După terminarea sudurii, răciți rapid îmbinarea rezultată în apă pentru a preveni eliberarea metalului bilei.


Înșurubam ferm dornul în piuliță și îl fixăm în axul unui burghiu sau polizor electric, care, la rândul său, trebuie să fie fixat în siguranță folosind cleme sau o menghină. Totul este gata pentru a regla diametrul mingii la dimensiunea dorită.

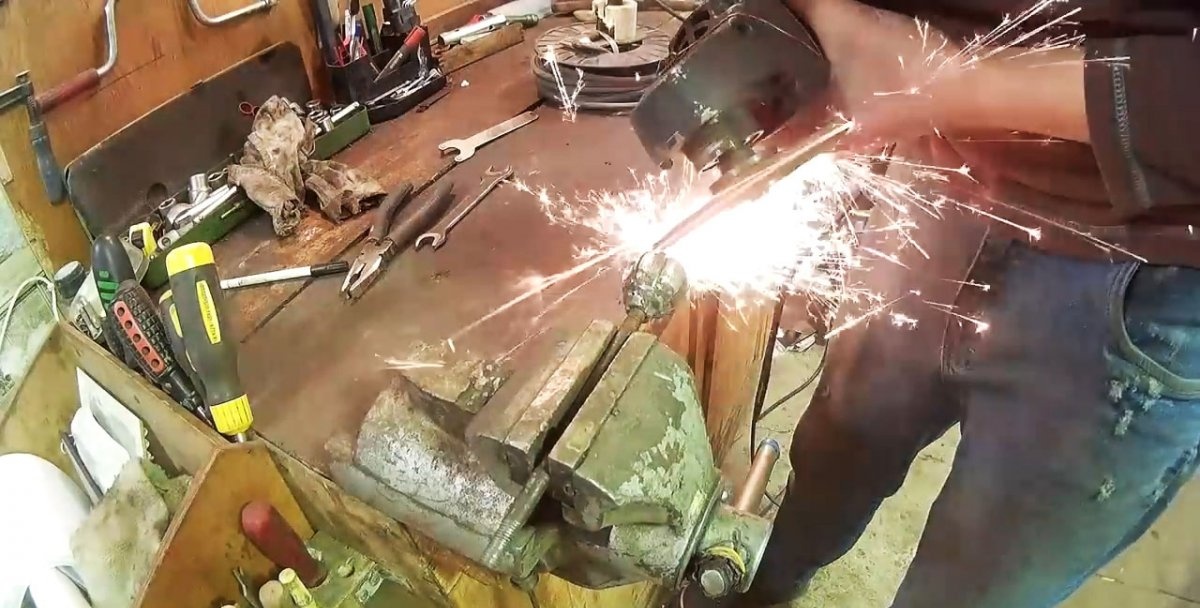
Pentru a face acest lucru, rotim axul cu piesa de prelucrat fixată și începem să scoatem metalul folosind un disc de rotire și o polizor, monitorizând constant diametrul bilei care este prelucrată cu un șubler.

După ce am primit dimensiunea transversală dorită (32 mm), oprim procesarea.
Acum totul este gata pentru a forma dinții tăietori. Fixăm piesa de prelucrat de tijă într-un menghin metalic și, folosind o râșniță cu disc de tăiere, începem să facem canelurile longitudinale care vor fi necesare pentru a obține muchii de tăiere.

Apare întrebarea: câte caneluri ar trebui să fac? Răspunsul este clar: cu cât materialul este mai greu prelucrat, cu atât ar trebui să fie mai mult. Deoarece urmează să refacem un bloc cilindric de motocicletă din duraluminiu, este suficient să facem 10 caneluri pentru a obține 9 muchii tăietoare.
Folosind un disc de rotire, indepartam excesul de metal pentru a obtine un profil trapezoidal al dintilor indreptati in sensul de rotatie a sculei.Această operație este cea mai complexă și importantă, așa că trebuie efectuată cu toată atenția și acuratețea. După aceasta, putem presupune că tăietorul este complet pregătit pentru munca prevăzută.

Rămâne să-l testăm în acțiune pe un bloc cilindric de la o motocicletă Ural sau pe una cu aceleași dimensiuni ale găurilor. În timpul funcționării, freza trebuie lubrifiată periodic cu ulei. Pentru ca procesul să se desfășoare mai intens și fără efort inutil pe unitate.

 Singurul lucru despre care aș dori să vă avertizez este zona de prelucrare a scaunului supapei, care este din oțel. Când vă apropiați de el, ar trebui să reduceți avansul și să țineți instrumentul strâns, astfel încât să nu vă rupă din mâini, ceea ce poate duce la rănirea sau deteriorarea piesei de prelucrat.
Singurul lucru despre care aș dori să vă avertizez este zona de prelucrare a scaunului supapei, care este din oțel. Când vă apropiați de el, ar trebui să reduceți avansul și să țineți instrumentul strâns, astfel încât să nu vă rupă din mâini, ceea ce poate duce la rănirea sau deteriorarea piesei de prelucrat.

Când lucrați cu un tăietor cu bile, trebuie să vă protejați ochii cu ochelari de protecție și să purtați mănuși pe mâini. Desigur, râșnița ar trebui să aibă un capac de protecție. Faptul este că atunci când se prelucrează metale moi, cipurile au dimensiuni diferite, care tind să zboare în toate direcțiile și pe distanțe lungi.
În ceea ce privește unealta, este mai avantajos să plasați muchiile de tăiere nu longitudinal față de axa de rotație, ci în unghi. Apoi freza va funcționa mai moale, mai eficient și riscul de răsucire neautorizată va fi redus.
Pentru a elimina curgerea tangențială a sculei, este mai profitabil să faceți un tăietor dintr-o articulație sferică de direcție a mașinii. Atunci nu este nevoie să faci un dorn, deoarece acesta există deja și este perfect centrat în raport cu mingea.

Toți acești factori îi obligă pe meșteri, atunci când apare nevoia unui astfel de instrument, să caute modalități independente de realizare a acestora. Ele sunt mai ales adesea necesare pentru cei care repară mașini, motociclete și alte vehicule.
Folosind mori cu bile simple, de exemplu, canalele din chiulasele motorului sunt plictisite în timpul reparației lor. Practic, doar ei pot prelucra canale curbe cu înaltă calitate și precizie. Nici un alt tip de tăietor nu este potrivit pentru astfel de lucrări. Puteți folosi o mașină de găurit electrică convențională ca antrenare pentru un tăietor cu bile de casă.
Un tăietor cu bile (tăietor de con, tăietor de bavuri) poate fi realizat dintr-o bilă de diametru adecvat dintr-un rulment cu bile sau dintr-o articulație cu bile pentru direcția sau suspendarea unei mașini. Pentru fabricarea acestor piese se folosesc oțeluri dure, astfel încât frezele realizate din acestea vor avea proprietăți bune de tăiere.
Să alegem o bilă dintr-un rulment cu un diametru de 33 mm ca semifabricat. De ce ar putea avea nevoie pentru a face un cutter cu role?
Instrumente și materiale
Te poți descurca cu un minim de instrumente:
- Polizor cu disc de taiere si intoarcere.
- Aparat de sudura.
- Menghina pentru metal.
- Etrier și marker.
Setul de materiale necesare, ținând cont de funcționalitatea unui tăietor de bavuri autofabricat, este de asemenea scurt.
Noi vom avea nevoie:
- Diametru minge 33 mm.
- Şurub.
- Mandrină cu fir la un capăt.
- Bloc cilindric pentru motociclete.
Procesul de realizare a unui cutter cu role
Desigur, dacă urmați toate canoanele tehnologice de a face o unealtă din metal călit, atunci ar trebui mai întâi călită pentru a facilita prelucrarea ulterioară. Dar pentru aceasta aveți nevoie de un cuptor cu mufă, pe care noi nu îl avem. Din această cauză, vom avea nevoie de puțin mai mult timp, efort și uzură la discurile de tăiere și strunjire, ceea ce nu este prea dificil, deoarece facem doar un singur tăietor cu bile.
Încă o dată, utilizați un șubler pentru a măsura diametrul bilei selectate și asigurați-vă că trebuie să îndepărtați un strat de metal de 0,5 mm de pe suprafața acesteia. La urma urmei, avem nevoie de un tăietor cu un diametru de 32 mm.

Mandrinul ar putea fi realizat prin găurirea unei găuri oarbe în bilă, urmată de filetare.Dar acest lucru nu va fi atât de ușor de făcut, deoarece în acest caz va trebui cu siguranță să eliberați metalul piesei de prelucrat, să aveți un dispozitiv special pentru ținerea mingii în timpul procesării și, desigur, o mașină de găurit, care nu este disponibilă.

Prin urmare, ne stabilim opțiunea cu o piuliță sudata și un dorn înșurubat în filetul feroneriei. Pentru a face acest lucru, prindeți bila într-o menghină și utilizați o mașină de sudură pentru a fixa piulița de piesa de prelucrat. După terminarea sudurii, răciți rapid îmbinarea rezultată în apă pentru a preveni eliberarea metalului bilei.


Înșurubam ferm dornul în piuliță și îl fixăm în axul unui burghiu sau polizor electric, care, la rândul său, trebuie să fie fixat în siguranță folosind cleme sau o menghină. Totul este gata pentru a regla diametrul mingii la dimensiunea dorită.

Pentru a face acest lucru, rotim axul cu piesa de prelucrat fixată și începem să scoatem metalul folosind un disc de rotire și o polizor, monitorizând constant diametrul bilei care este prelucrată cu un șubler.

După ce am primit dimensiunea transversală dorită (32 mm), oprim procesarea.
Acum totul este gata pentru a forma dinții tăietori. Fixăm piesa de prelucrat de tijă într-un menghin metalic și, folosind o râșniță cu disc de tăiere, începem să facem canelurile longitudinale care vor fi necesare pentru a obține muchii de tăiere.

Apare întrebarea: câte caneluri ar trebui să fac? Răspunsul este clar: cu cât materialul este mai greu prelucrat, cu atât ar trebui să fie mai mult. Deoarece urmează să refacem un bloc cilindric de motocicletă din duraluminiu, este suficient să facem 10 caneluri pentru a obține 9 muchii tăietoare.
Folosind un disc de rotire, indepartam excesul de metal pentru a obtine un profil trapezoidal al dintilor indreptati in sensul de rotatie a sculei.Această operație este cea mai complexă și importantă, așa că trebuie efectuată cu toată atenția și acuratețea. După aceasta, putem presupune că tăietorul este complet pregătit pentru munca prevăzută.
Rămâne să-l testăm în acțiune pe un bloc cilindric de la o motocicletă Ural sau pe una cu aceleași dimensiuni ale găurilor. În timpul funcționării, freza trebuie lubrifiată periodic cu ulei. Pentru ca procesul să se desfășoare mai intens și fără efort inutil pe unitate.



Avertismente și note
Când lucrați cu un tăietor cu bile, trebuie să vă protejați ochii cu ochelari de protecție și să purtați mănuși pe mâini. Desigur, râșnița ar trebui să aibă un capac de protecție. Faptul este că atunci când se prelucrează metale moi, cipurile au dimensiuni diferite, care tind să zboare în toate direcțiile și pe distanțe lungi.
În ceea ce privește unealta, este mai avantajos să plasați muchiile de tăiere nu longitudinal față de axa de rotație, ci în unghi. Apoi freza va funcționa mai moale, mai eficient și riscul de răsucire neautorizată va fi redus.
Pentru a elimina curgerea tangențială a sculei, este mai profitabil să faceți un tăietor dintr-o articulație sferică de direcție a mașinii. Atunci nu este nevoie să faci un dorn, deoarece acesta există deja și este perfect centrat în raport cu mingea.
Priveste filmarea
Cursuri de master similare





Deosebit de interesant






Comentarii (0)
