Ako prevŕtať akúkoľvek rýchloreznú oceľ pomocou vŕtačky na obkladačky
Ako vŕtať rýchloreznú oceľ triedy P6M5 alebo HSS podľa európskeho označenia? Napríklad sme vyrobili nôž z čepele mechanickej píly, do ktorej potrebujeme vyvŕtať otvory s priemerom 5-6 mm na kolíky na inštaláciu a upevnenie podložiek rukoväte.
Rovnaká operácia môže byť potrebná na vŕtanie pílového listu na kov z ocele 1H6ВФ, z ktorého môžete vyrobiť niekoľko užitočných produktov. Kus čepele z mechanickej píly z ocele 9HF je vhodný nielen na výrobu nožov, ale napríklad aj neštandardných kľúčeniek.

Všetky uvažované a iné druhy rýchlorezných ocelí sa vŕtajú pomocou vrtákov v tvare oštepu (perie) na dlaždice, ktoré majú rôzny dizajn. Napríklad stopky sa vyrábajú okrúhle alebo šesťhranné, čo nemá zásadný význam pre hlavnú prácu - vŕtanie.

Voľne sa predávajú takmer vo všetkých stavebných predajniach alebo predajniach všetkých druhov náradia.Čo je veľmi dôležité, vŕtačky tohto typu a účelu sú atraktívne, pretože sú lacné.
Tiež na vŕtanie rýchlorezných ocelí budete potrebovať frézy rôznych tvarov a prevedení. S ich pomocou je zabezpečená presnosť, čistota, tvar a požadovaný priemer vyvŕtaného otvoru.

Musíme vyvŕtať nasledujúce vzorky:
Začnime s pílovým kotúčom na kov. Ako pomôcku si vyberieme použitý vrták na dlaždice, ktorý už bol viackrát nabrúsený na diamantovom kotúči. To znamená, že z továrenského ostrenia, ktoré by nepochybne prinieslo najlepší výsledok, dlho nič nezostalo.
Náš nástroj vložíme do skľučovadla elektrickej vŕtačky a začneme vŕtať bez použitia mazania alebo chladenia. Ako prevádzkový režim volíme nízku rýchlosť. Všimli sme si, že proces je pomalý, ale s trochou trpezlivosti sa po určitom čase na čepeli objaví kužeľová priehlbina, akési zahĺbenie spôsobené tvarom nášho vrtáka.

Vŕtame, kým sa na druhej strane neobjaví tuberkulóza.

Potom plátno otočíme a pokračujeme v procese so zameraním na tuberkulózu.


Striedavým vŕtaním z jednej strany na druhú dosiahneme zväčšenie priemeru otvoru, kým nedosiahneme požadovanú veľkosť.

Ďalšou vzorkou je čepeľ z rámovej píly. Miesto vŕtania volíme pri päte zubov, kde má materiál najväčšiu tvrdosť.

Proces tiež nepostupuje veľmi rýchlo, ale stabilne. Vidno to na postupne sa zväčšujúcom objeme triesok okolo vrtáka.

Všimli sme si, že práca ide rýchlejšie, ak nástrojom mierne pokývate zo strany na stranu. To pomáha odstraňovať triesky z oblasti rezu.
Pokračujeme vo vŕtaní na jednej strane, kým hrot nástroja neprejde celou hrúbkou kovu a nevytvorí malý hrbolček na druhej strane našej vzorky.

Keďže hrúbka kovu je väčšia ako hrúbka kovovej čepele, budeme musieť v polovici procesu vrták vymeniť alebo nabrúsiť ten, ktorý používame. Potom vzorku otočíme a pokračujeme vo vŕtaní.


Už po niekoľkých otáčkach vrtáka sa vytvorí priechodný otvor. Pokračujúc v procese dosiahneme požadovaný priemer spojovacej časti.
Vytvorte otvor pomocou vhodnej frézy.

V našom prípade je najvhodnejšie použiť nástroj kužeľovitého tvaru. Je jednoduchšie a rýchlejšie dosiahnuť požadovanú veľkosť otvoru a dať mu valcový tvar.

Koniec koncov, po použití perovej vŕtačky s veľkým kužeľom sa ukáže, že otvor má iný priemer: bližšie k povrchu vzorky je väčší a v strede je menší.

Začnime vŕtať čepeľ z mechanickej píly.

K tomu volíme aj zónu bližšie k zubom, keďže na tomto mieste je kov tvrdší vďaka špeciálnemu kaleniu.


Proces sa zdá byť rýchlejší v porovnaní s predchádzajúcimi dvoma vzorkami. Je to vidieť na intenzite tvorby triesok a výrobe priechodného otvoru bez vŕtania z rubovej strany.

Jeden z fréz pomôže priviesť otvor na požadovaný priemer a dá mu valcový tvar, ako v predchádzajúcich prípadoch.




V praxi sme sa presvedčili, že bežnými čínskymi perovými vrtákmi na obkladačky je možné vyvŕtať akúkoľvek triedu rýchloreznej ocele, ktorých hlavnými výhodami sú dostupnosť a lacná cena.Aj v tomto prípade sú užitočné štandardné frézy, pomocou ktorých sa určí priemer otvorov a získajú valcový tvar.
Pomocou ľanového oleja na vŕtanie (používa sa pri práci s nehrdzavejúcou oceľou a obsahuje kyselinu olejovú) bude možné zvýšiť produktivitu, menej často ostriť nástroj a zlepšiť čistotu spracovania.
Prax ukazuje, že proces vŕtania rýchlorezných ocelí bude produktívnejší, ak najskôr použijete vrtáky s menším priemerom a potom s väčším.
Niektorí remeselníci používajú skrutky alebo skrutky vyrobené v Nemecku a používané na betónové práce ako nástroje na vŕtanie rýchlorezných ocelí. Ich charakteristickým znakom je, že na hlave je písmeno „H“ (Tvrdené - tvrdené).
Rovnaká operácia môže byť potrebná na vŕtanie pílového listu na kov z ocele 1H6ВФ, z ktorého môžete vyrobiť niekoľko užitočných produktov. Kus čepele z mechanickej píly z ocele 9HF je vhodný nielen na výrobu nožov, ale napríklad aj neštandardných kľúčeniek.

Potrebné nástroje a vzorky
Všetky uvažované a iné druhy rýchlorezných ocelí sa vŕtajú pomocou vrtákov v tvare oštepu (perie) na dlaždice, ktoré majú rôzny dizajn. Napríklad stopky sa vyrábajú okrúhle alebo šesťhranné, čo nemá zásadný význam pre hlavnú prácu - vŕtanie.

Voľne sa predávajú takmer vo všetkých stavebných predajniach alebo predajniach všetkých druhov náradia.Čo je veľmi dôležité, vŕtačky tohto typu a účelu sú atraktívne, pretože sú lacné.
Tiež na vŕtanie rýchlorezných ocelí budete potrebovať frézy rôznych tvarov a prevedení. S ich pomocou je zabezpečená presnosť, čistota, tvar a požadovaný priemer vyvŕtaného otvoru.

Musíme vyvŕtať nasledujúce vzorky:
- kus z rámovej píly z ocele 9HF.
- čepeľ z píly na kov vyrobený z ocele triedy 1Х6ВФ.
- Mechanický pílový list vyrobený z HSS ocele.
Proces vŕtania vzoriek rýchloreznej ocele
Začnime s pílovým kotúčom na kov. Ako pomôcku si vyberieme použitý vrták na dlaždice, ktorý už bol viackrát nabrúsený na diamantovom kotúči. To znamená, že z továrenského ostrenia, ktoré by nepochybne prinieslo najlepší výsledok, dlho nič nezostalo.
Náš nástroj vložíme do skľučovadla elektrickej vŕtačky a začneme vŕtať bez použitia mazania alebo chladenia. Ako prevádzkový režim volíme nízku rýchlosť. Všimli sme si, že proces je pomalý, ale s trochou trpezlivosti sa po určitom čase na čepeli objaví kužeľová priehlbina, akési zahĺbenie spôsobené tvarom nášho vrtáka.

Vŕtame, kým sa na druhej strane neobjaví tuberkulóza.

Potom plátno otočíme a pokračujeme v procese so zameraním na tuberkulózu.

Striedavým vŕtaním z jednej strany na druhú dosiahneme zväčšenie priemeru otvoru, kým nedosiahneme požadovanú veľkosť.

Ďalšou vzorkou je čepeľ z rámovej píly. Miesto vŕtania volíme pri päte zubov, kde má materiál najväčšiu tvrdosť.

Proces tiež nepostupuje veľmi rýchlo, ale stabilne. Vidno to na postupne sa zväčšujúcom objeme triesok okolo vrtáka.

Všimli sme si, že práca ide rýchlejšie, ak nástrojom mierne pokývate zo strany na stranu. To pomáha odstraňovať triesky z oblasti rezu.
Pokračujeme vo vŕtaní na jednej strane, kým hrot nástroja neprejde celou hrúbkou kovu a nevytvorí malý hrbolček na druhej strane našej vzorky.

Keďže hrúbka kovu je väčšia ako hrúbka kovovej čepele, budeme musieť v polovici procesu vrták vymeniť alebo nabrúsiť ten, ktorý používame. Potom vzorku otočíme a pokračujeme vo vŕtaní.


Už po niekoľkých otáčkach vrtáka sa vytvorí priechodný otvor. Pokračujúc v procese dosiahneme požadovaný priemer spojovacej časti.
Vytvorte otvor pomocou vhodnej frézy.

V našom prípade je najvhodnejšie použiť nástroj kužeľovitého tvaru. Je jednoduchšie a rýchlejšie dosiahnuť požadovanú veľkosť otvoru a dať mu valcový tvar.

Koniec koncov, po použití perovej vŕtačky s veľkým kužeľom sa ukáže, že otvor má iný priemer: bližšie k povrchu vzorky je väčší a v strede je menší.

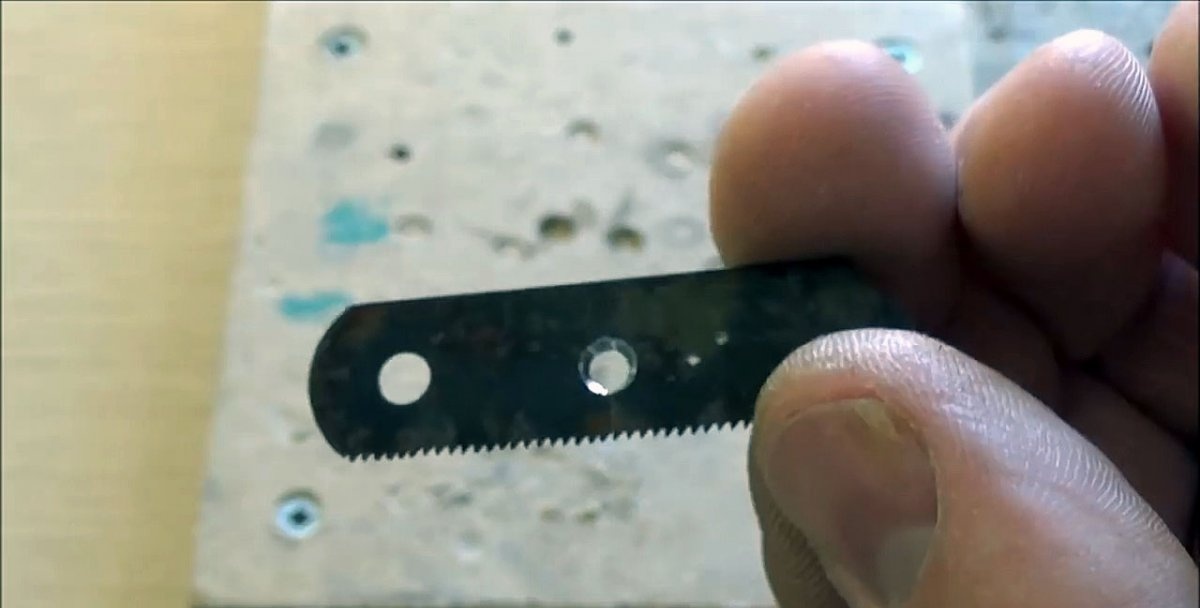
Začnime vŕtať čepeľ z mechanickej píly.

K tomu volíme aj zónu bližšie k zubom, keďže na tomto mieste je kov tvrdší vďaka špeciálnemu kaleniu.


Proces sa zdá byť rýchlejší v porovnaní s predchádzajúcimi dvoma vzorkami. Je to vidieť na intenzite tvorby triesok a výrobe priechodného otvoru bez vŕtania z rubovej strany.

Jeden z fréz pomôže priviesť otvor na požadovaný priemer a dá mu valcový tvar, ako v predchádzajúcich prípadoch.




V praxi sme sa presvedčili, že bežnými čínskymi perovými vrtákmi na obkladačky je možné vyvŕtať akúkoľvek triedu rýchloreznej ocele, ktorých hlavnými výhodami sú dostupnosť a lacná cena.Aj v tomto prípade sú užitočné štandardné frézy, pomocou ktorých sa určí priemer otvorov a získajú valcový tvar.
Záverečné tipy a poznámky
Pomocou ľanového oleja na vŕtanie (používa sa pri práci s nehrdzavejúcou oceľou a obsahuje kyselinu olejovú) bude možné zvýšiť produktivitu, menej často ostriť nástroj a zlepšiť čistotu spracovania.
Prax ukazuje, že proces vŕtania rýchlorezných ocelí bude produktívnejší, ak najskôr použijete vrtáky s menším priemerom a potom s väčším.
Niektorí remeselníci používajú skrutky alebo skrutky vyrobené v Nemecku a používané na betónové práce ako nástroje na vŕtanie rýchlorezných ocelí. Ich charakteristickým znakom je, že na hlave je písmeno „H“ (Tvrdené - tvrdené).
Pozri si video
Podobné majstrovské kurzy






Obzvlášť zaujímavé






Komentáre (23)
