200 A zváračka z mikrovlnných rúr
Bolo potrebné vyrobiť zváraciu jednotku pre použitie v garáži a v krajine. Jednoduchý, ale výkonný, s výstupným prúdom až 200 A na zváranie ocele do hrúbky 12 mm. elektródy „štyri“ alebo „päť“.


Nevyhnutné
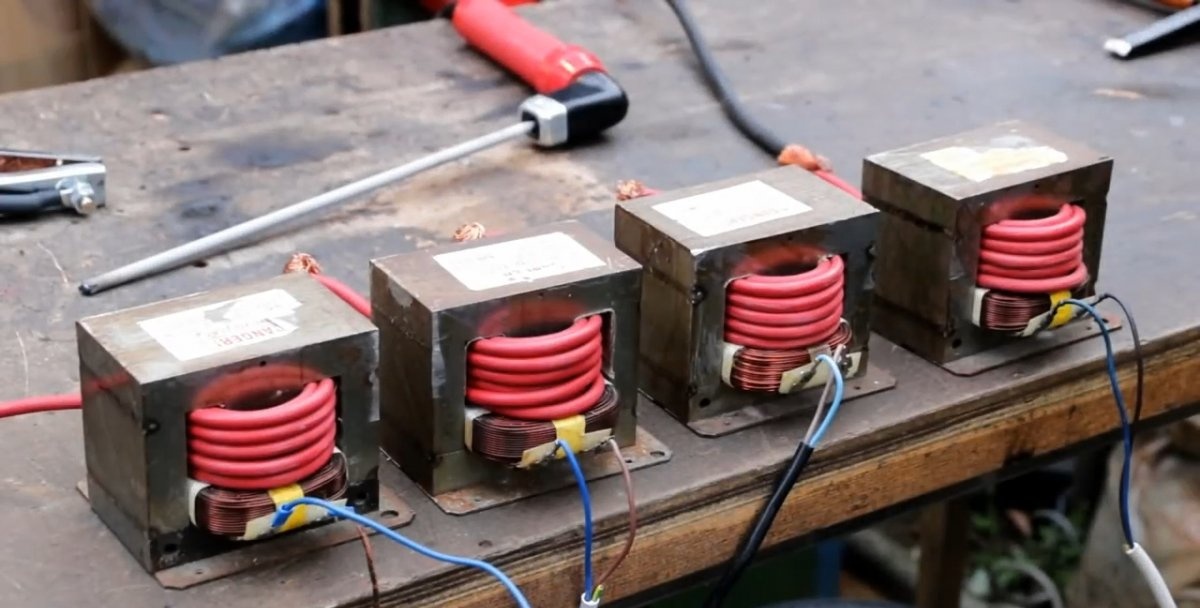
- Štyri nové alebo použité výkonové transformátory z mikrovlnnej rúry;
- Izolovaný lankový drôt s prierezom najmenej 50 mm2;
- Objímky na krimpovanie drôtov a lisovacie kliešte;
- Jednoduché kovoobrábacie a tesárske nástroje;
- Viacvrstvová preglejka pre telo zariadenia;
- Multimeter a diaľkový teplomer;
- Rôzne drobnosti, spojovacie prvky, farby atď.
Výroba elektrických súčiastok
Samotné transformátory sa dajú kúpiť nové alebo použité, v opravovniach mikrovlniek, so slušnou zľavou.

Odstránime druhé vinutie. Môžete použiť rezací kotúč alebo bežnú pílu na kov. Hlavná vec je nepoškodiť primárne vinutie!
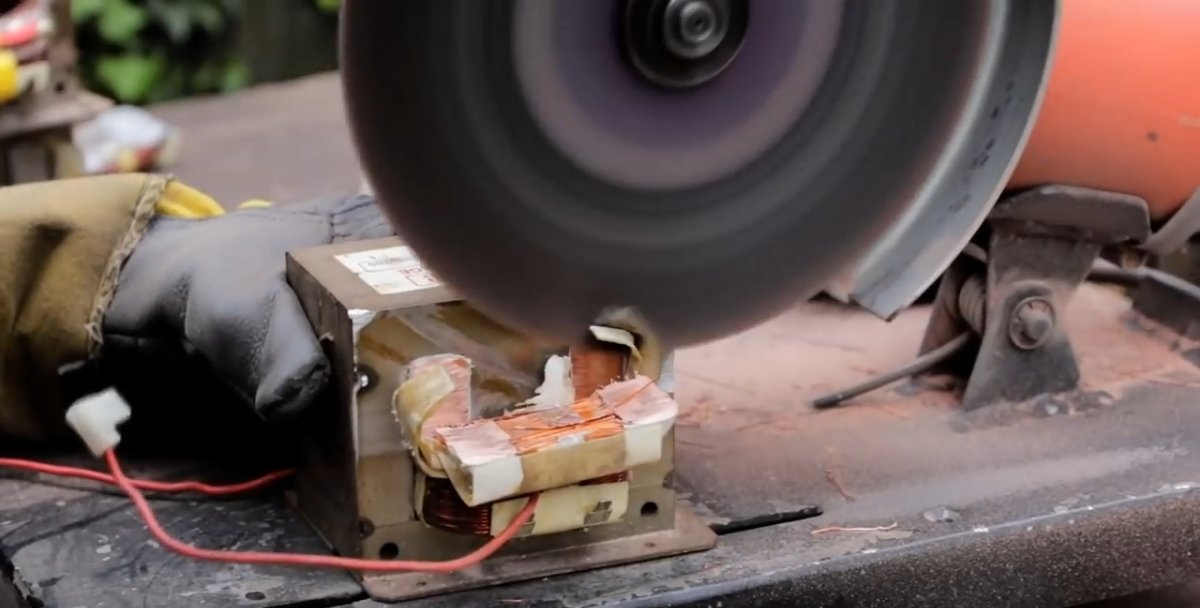
Zvyšky rezu „primár“ vyklepeme bradou alebo akoukoľvek vhodnou oceľovou tyčou.

Potom opatrne položte 10 závitov kábla do voľného „okna“.

Závery necháme na 15 cm.
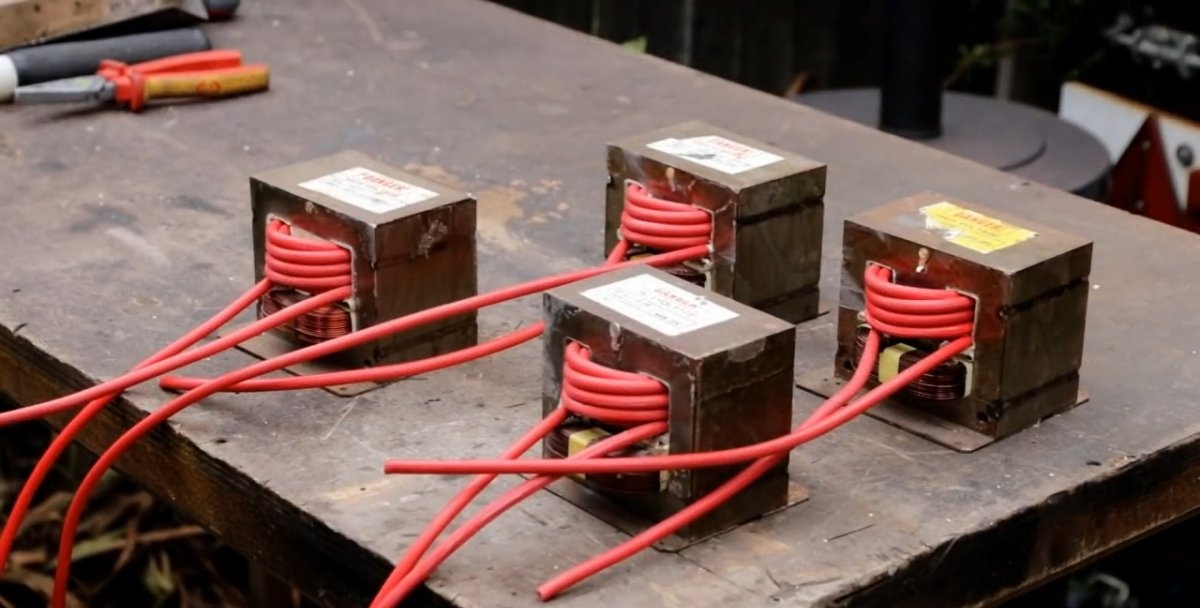
Operáciu opakujeme so zvyšnými transformátormi.
Elektrická kontrola
Je potrebné skontrolovať elektriku budúceho zváracieho stroja.
POZOR!
Všetky ďalšie elektroinštalačné práce sa smú vykonávať LEN pri odpojenom zariadení!
Vinutia spájame pomocou zákrutov podľa schémy.
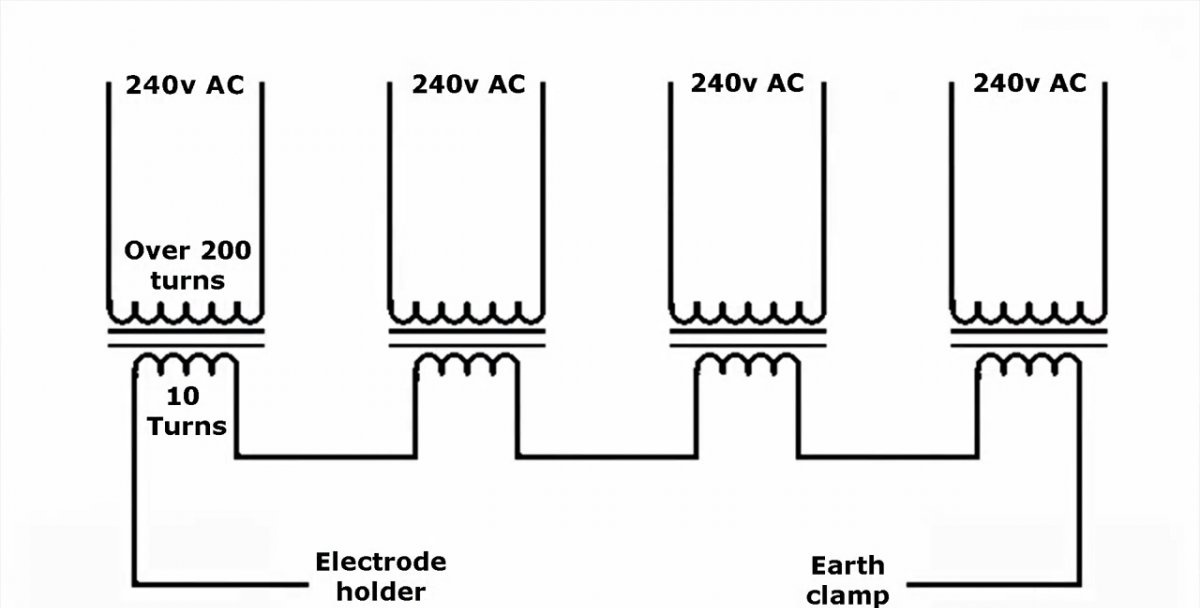
Sieť, bývalá sekundárna, „paralelne“.
Výstupné vinutia zostavujeme sériovo.

V tomto prípade je potrebné, aby výstupy jedného vinutia boli spojené so vstupom ďalšieho!
Sieťové vinutia pripájame k výkonnej zásuvke 220 V. Kontrolujeme prúd spotrebovaný jednotkou, keď nie je záťaž.
Asi 11 A., trochu priveľa, ale dá sa to vydržať.
Meriame napätie na výstupe vinutia kombinovaného výkonu zvárania. Výsledné napätie bolo 35 - 37 V. Každý transformátor mal 9 V.

Potom skontrolujeme možnosť zapálenia oblúka a pokúsime sa zvárať pár oceľových dielov.
Varenie! Šev vychádza skvele.
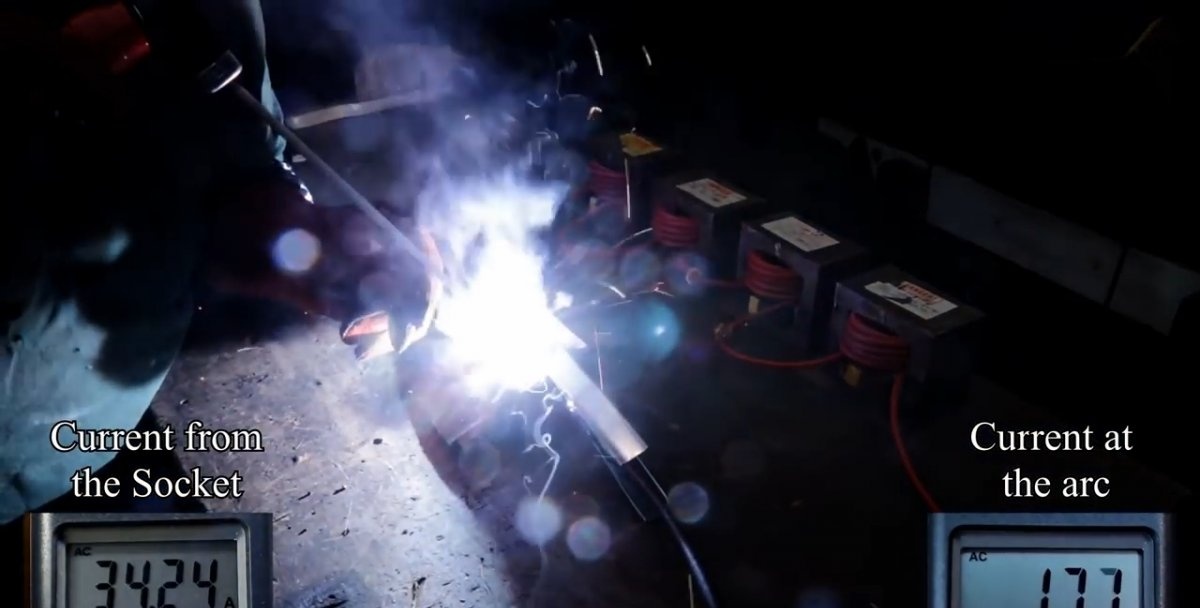
Počas procesu zvárania je vstupný prúd 32 - 35 A, prúd oblúka je 170 - 190 A.
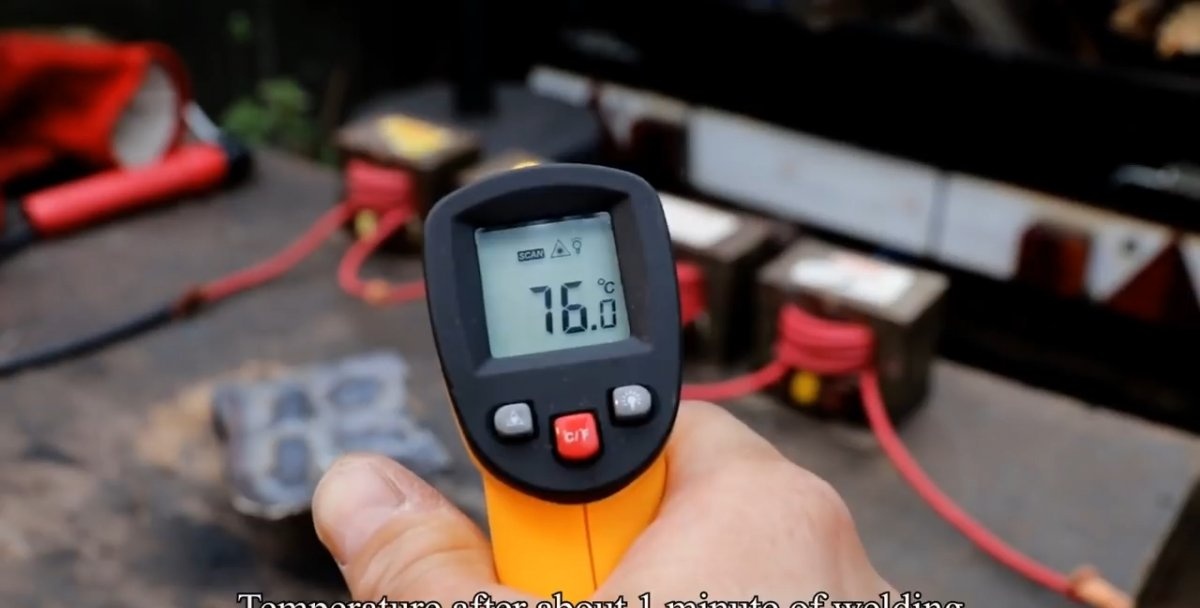
Kontrolujeme ohrev transformátorov, nepresahuje 80 0C. Prijateľné.
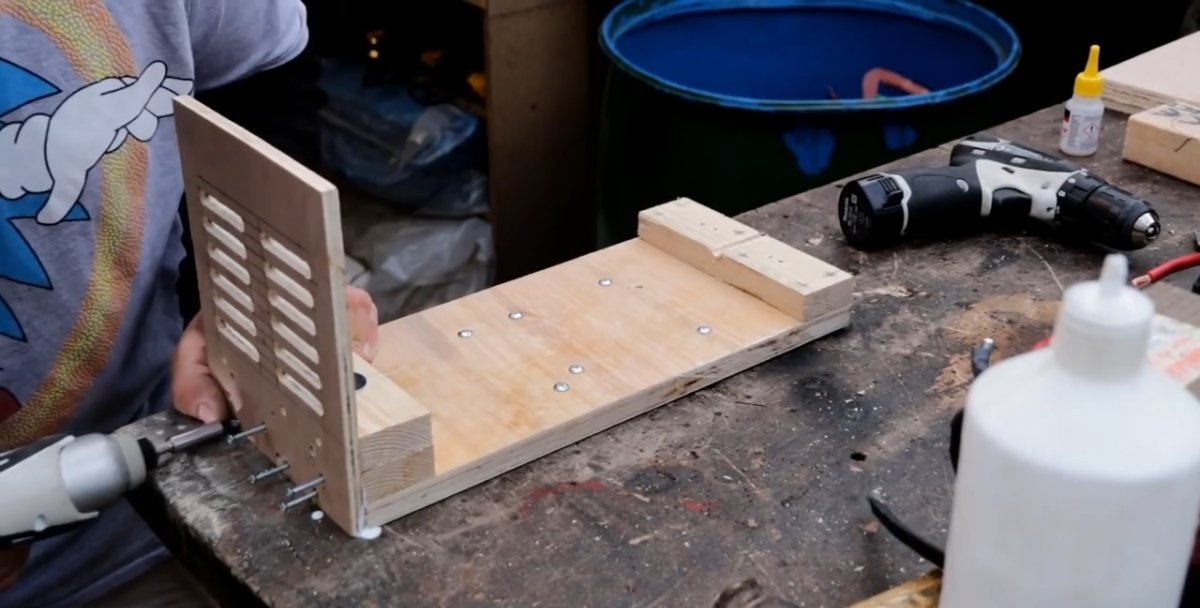
Rám
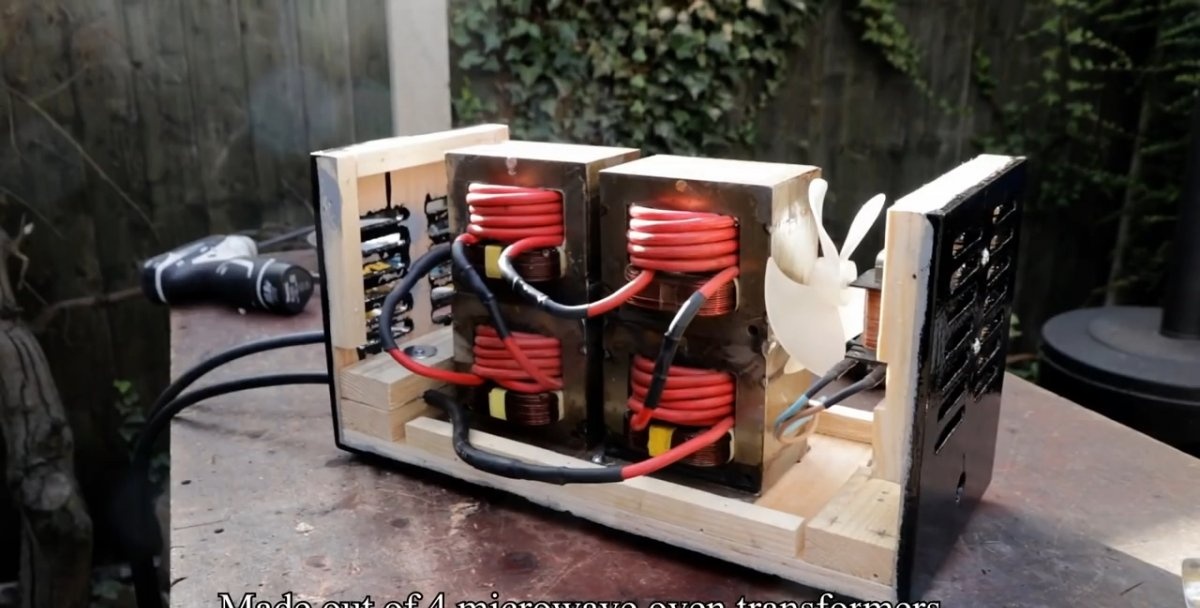
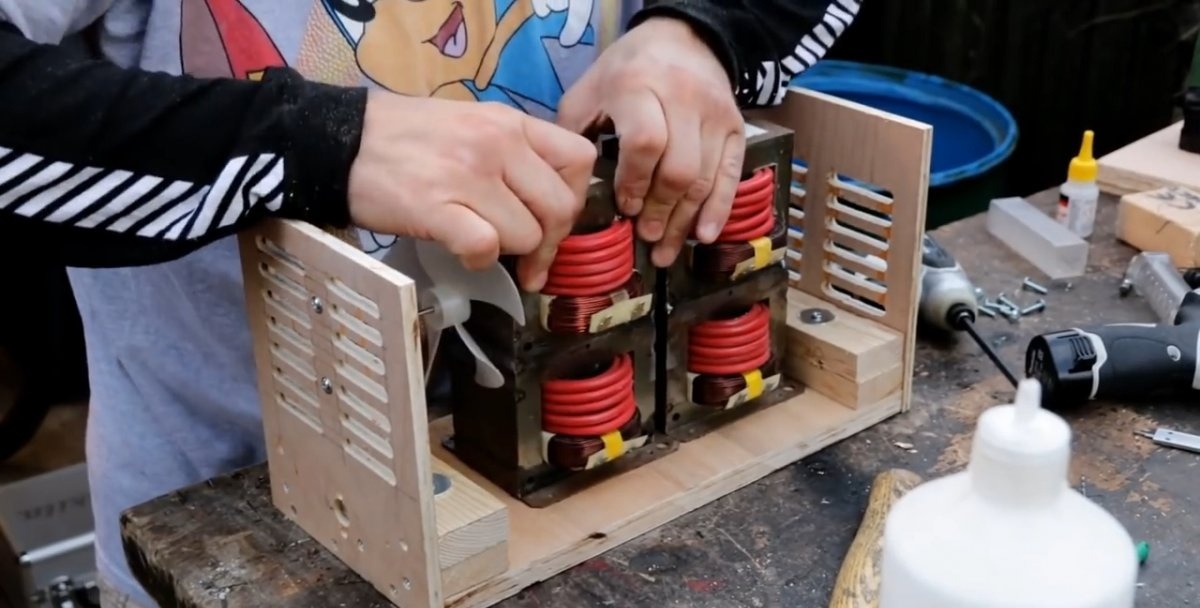
Transformátory sú zvárané dva naraz.

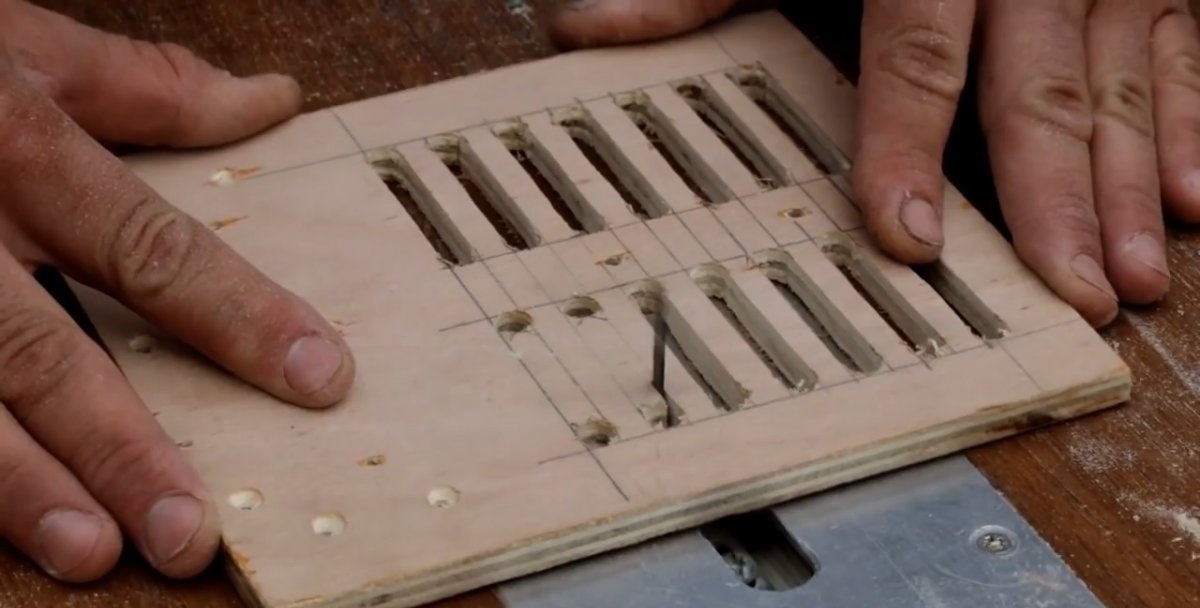
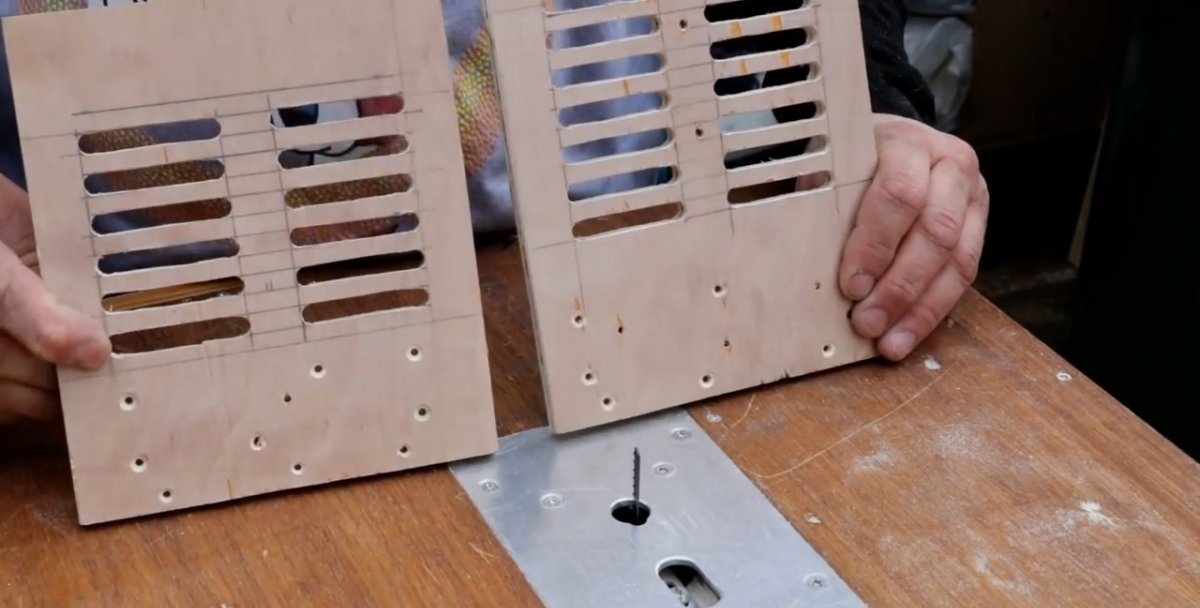
Puzdro môžete vyrobiť z kovu, alebo si môžete vybrať niečo hotové. Jednoduchšie sa mi to vyrábalo z viacvrstvovej preglejky.


Kryt musí mať veľké vetracie otvory.
Inštalujeme ventilátor pre nútené vetranie transformátorov.

Konečná montáž zariadenia
Všetky komponenty a diely inštalujeme do krytu. Svorky vinutia, sieťové a výstupné zváracie svorky spájame kovovými objímkami príslušných priemerov. Rukávy stláčame lisovacími kliešťami.
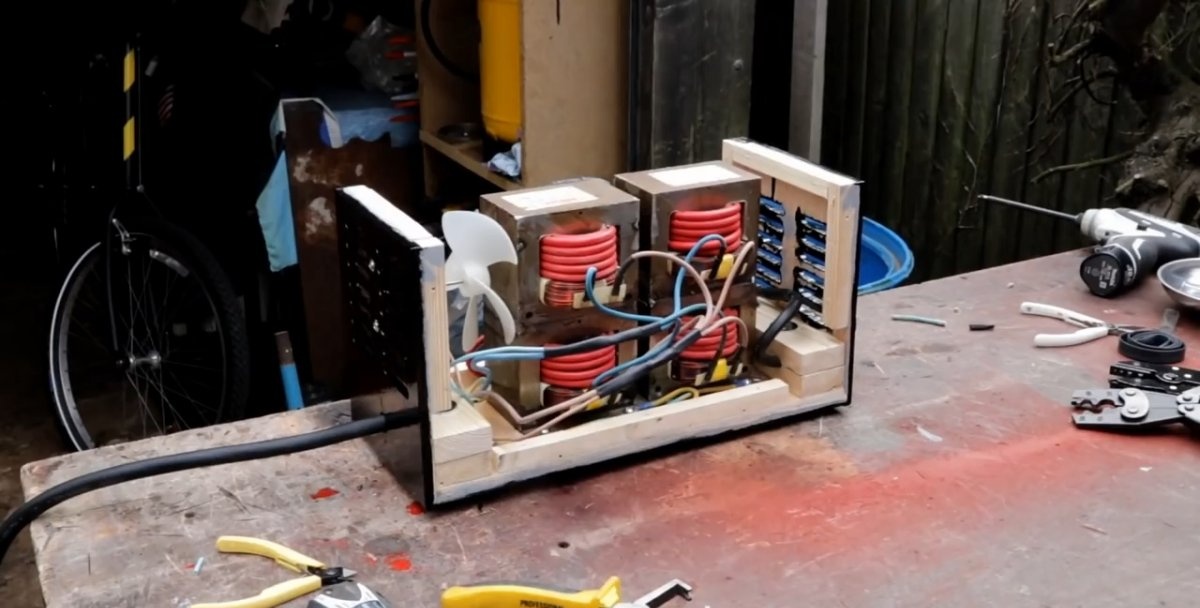
Spoje izolujeme teplom zmrštiteľnými trubicami a zahrievame ich fénom.
Zatvorte veko, zariadenie je pripravené.

Kontrola práce
Zvárame dva 6 mm. oceľové dosky. Oblúk je hladký, nedochádza k poklesu prúdu. Šev sa získa hlbokou penetráciou.


Cez otvor v kryte kontrolujeme prehriatie transformátorov. Teplota je niečo cez 40 0C.
Zváranie opakujeme s 12 mm. oceľové zvyšky. Výsledok je opäť pozitívny.
„Zvárač“ dopadol výborne!
Je však potrebné pripomenúť, že transformátory v zariadení sú pomerne malé. Najdôležitejšia charakteristika zváracej jednotky PV (doba trvania) alebo PN (doba zaťaženia) je tu preto malá, 20 - 30 %. Varte 3 minúty, nechajte prístroj odpočívať 7 - 8 minút. V tomto čase môžete vymeniť elektródu, preusporiadať zvárané diely alebo si len dať prestávku.
Na zvýšenie výkonu zariadenia a zníženie jeho zahrievania má zmysel nainštalovať výkonnejší ventilátor alebo nainštalovať druhý. Jeden bude pumpovať vzduch, druhý bude ťahať vzduch. Účinnosť chladenia sa zlepší.
Pozri si video
Podobné majstrovské kurzy






Obzvlášť zaujímavé






Komentáre (18)
