Ako zmenšiť priemer oceľovej rúry trením
Dnešná recenzia sa zameria na zmenšenie priemeru potrubia trením. Rúra so závitom bude vyrobená za 5 minút! Toto nie je vtip a k materiálu sú pripojené video dôkazy.
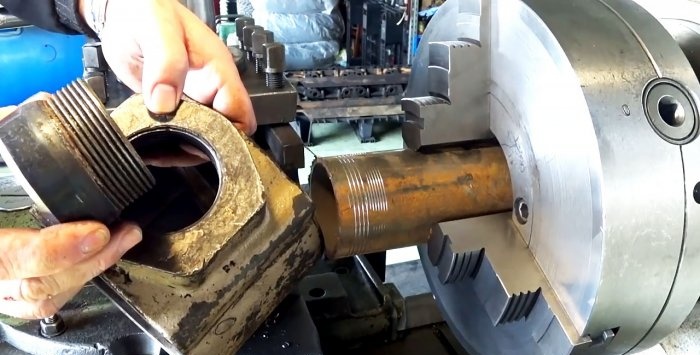
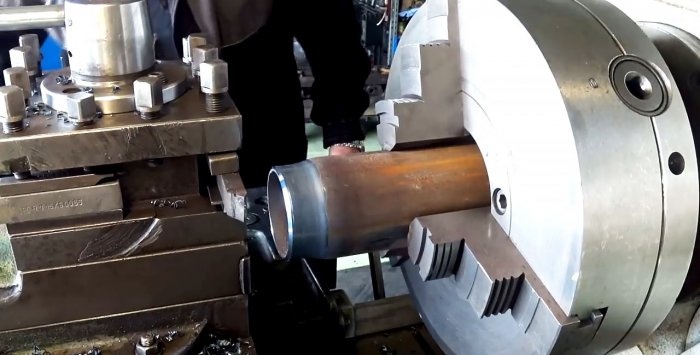
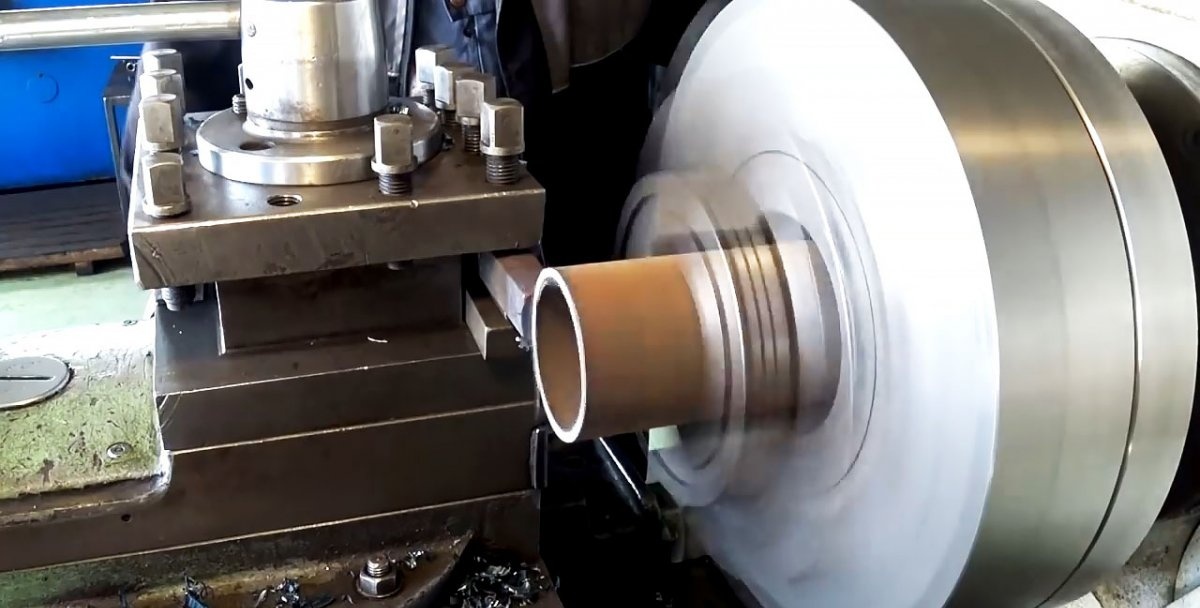
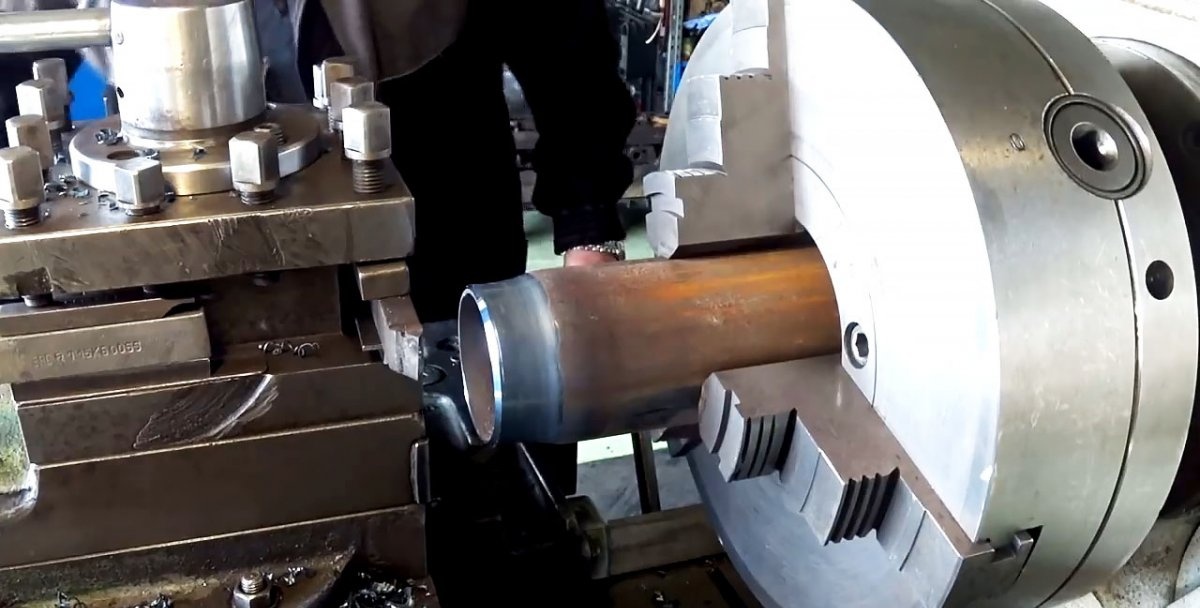
Napríklad vezmeme kryt z pneumatického štartéra motora. Na to treba vyrobiť závitovú rúru, ktorá sa potom oparí. Obrobok je rúrka, ktorej vonkajší priemer je 76 mm. Jeho počiatočná časť sa musí zmenšiť na 70 mm a naskrutkovať.
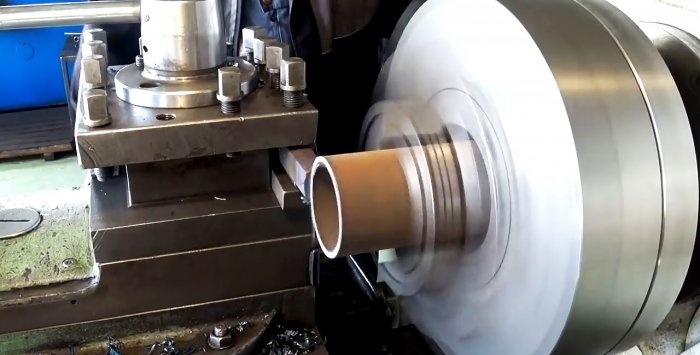
Majster najskôr zmrští časť rúry koncovkou oceľovej frézy na požadovaný priemer 70 mm. Pomocou posuvného meradla musíte ovládať veľkosť obrobku. Hrubé zmrašťovacie spracovanie sa vykonáva pri rýchlosti 630 ot./min.

Celá operácia sa vykonáva v niekoľkých prechodoch.

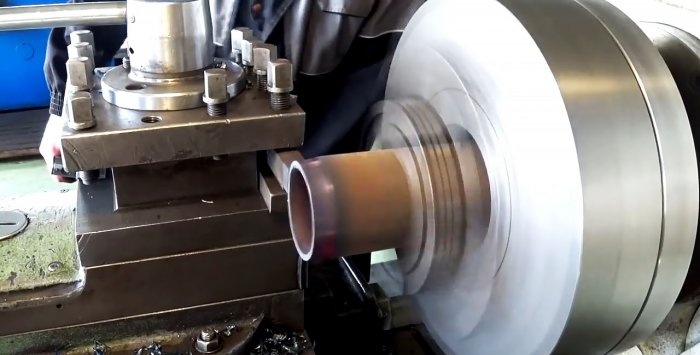
Potrubie sa zmršťuje a ďalej sa naťahuje.
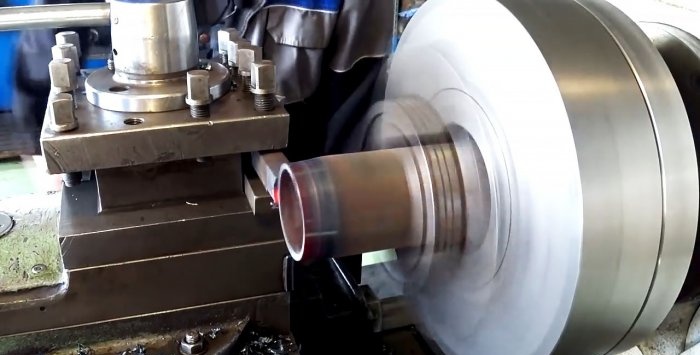
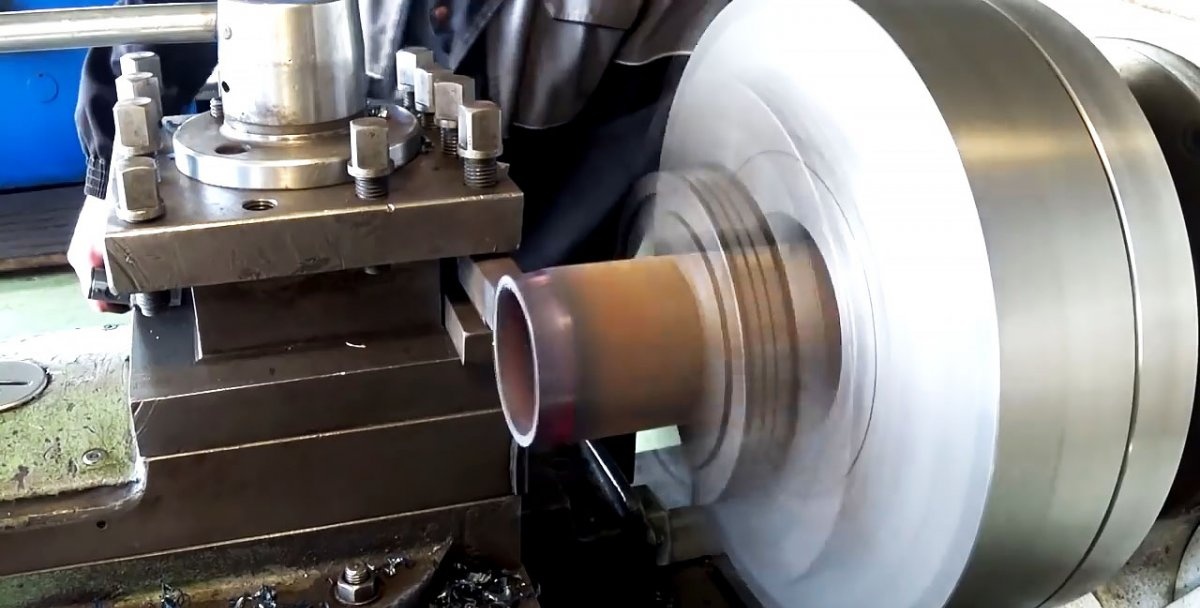
Ďalej sa pohyblivý vozík s prítlačnou plošinou prispôsobí závitu. Zmenia sa nastavenia frézy a stroja. Pred rezaním závitu sa skosenie odstráni.
Rezanie závitu sa bude vykonávať rýchlosťou 400 ot./min. Hodnotenie závitu: M70, krok 3. Zvolený rezač je tyčový.
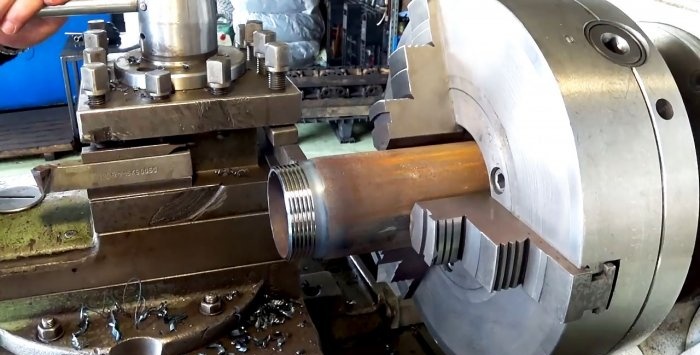
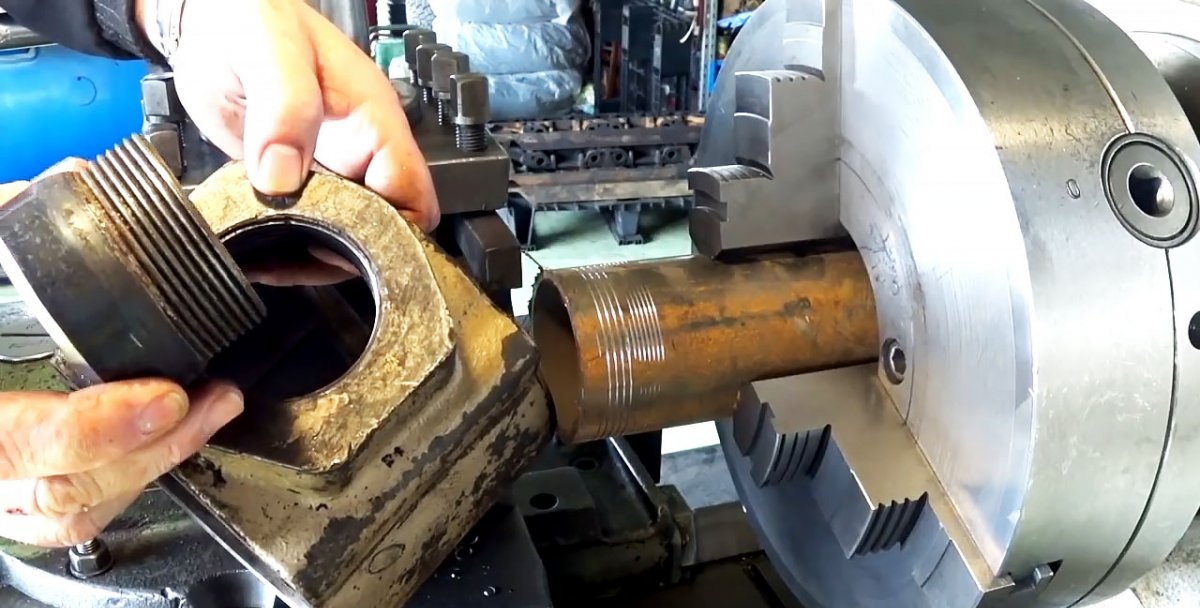
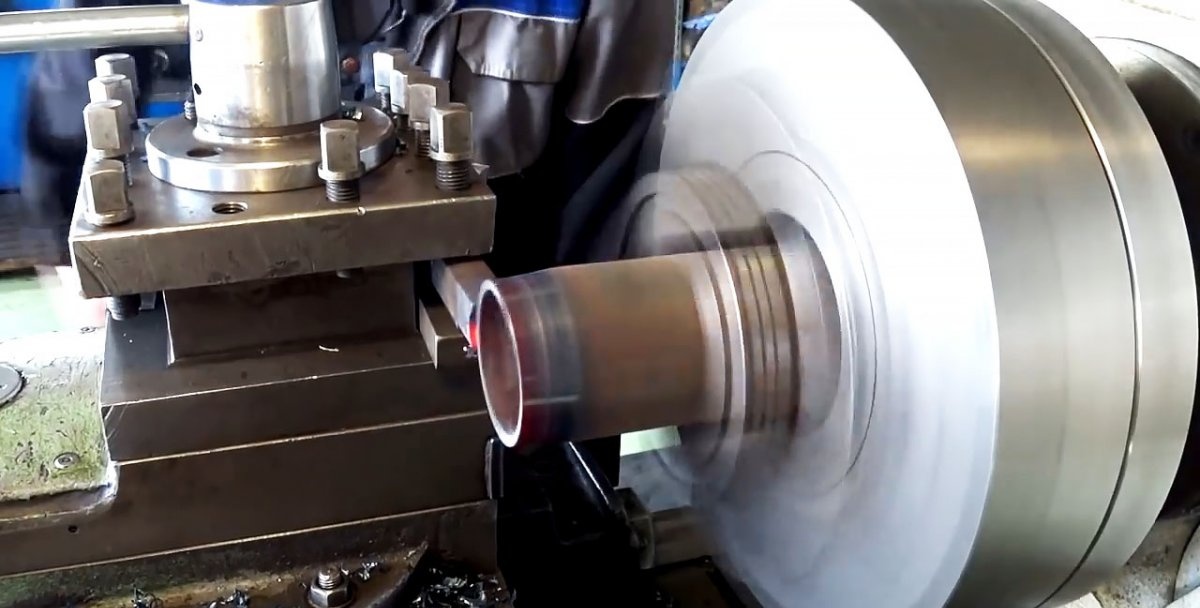
V štyroch priechodoch sa vyreže celá vypočítaná hĺbka závitu.Výsledkom bolo 6 závitov, ktoré stačili na upevnenie potrubia v hlave puzdra vzduchového štartéra.
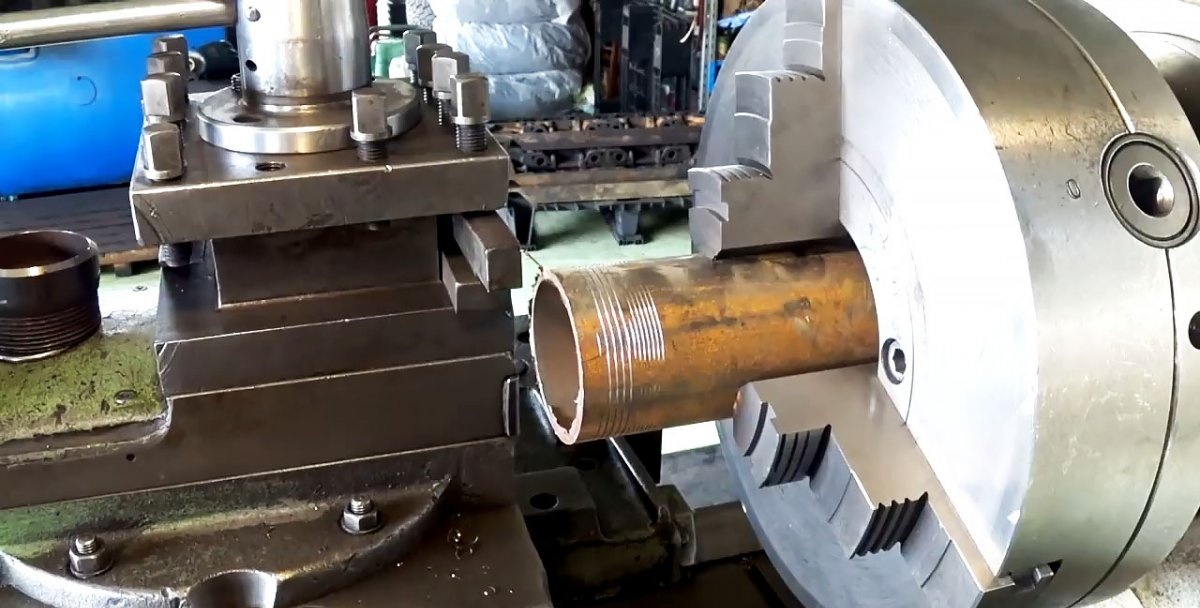
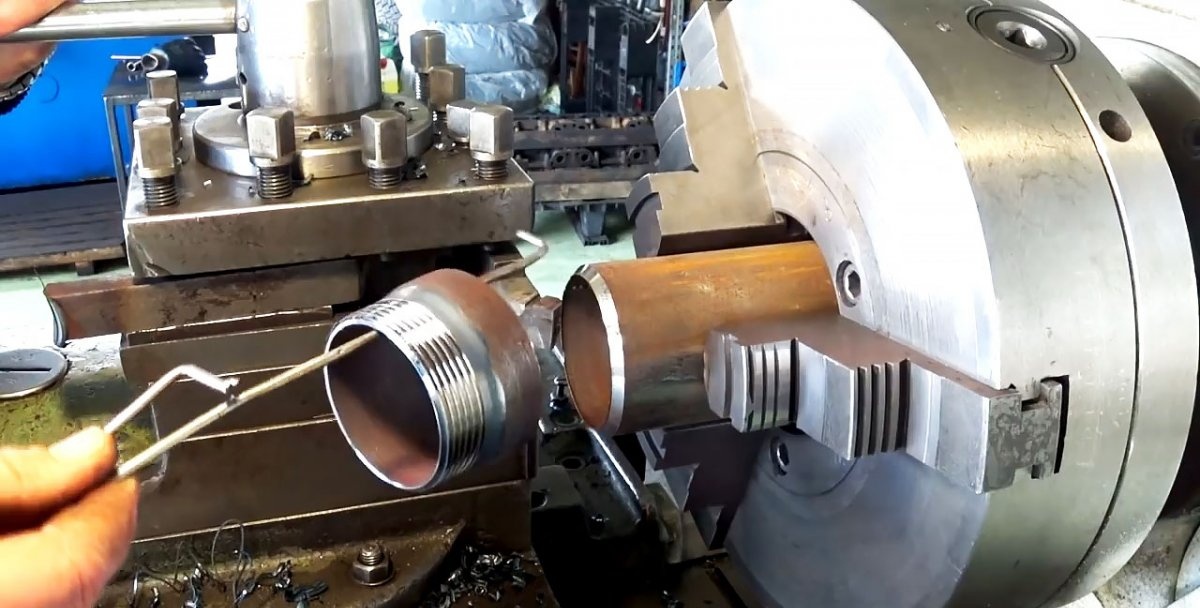
Po dokončení rezania závitu majster odreže obrobok ohnutou frézou.

Tento bod je pozoruhodný, pretože na obkladanie - rezanie je zvyčajne určený špeciálny typ frézy. Jeho výhodou je, že vám to umožňuje s maximálnou presnosťou. Ale v tomto prípade to nie je dôležité, ale skosenie vyrobené pomocou rezačky je užitočné pre odolnejší zvar. Potom sa dá vyčistiť, takže spoj nebude vôbec viditeľný.

Pri orezávaní sa kov zahrieva, preto je najvhodnejšie obrobok pri tejto operácii niečím podložiť, napríklad kúskom elektródy alebo tyče, a potom ho ochladiť. Ako sme všetci videli, skrutkovací sústruh DIP-3001M63 sa s takýmito úlohami dobre vyrovná, najmä ak sú za ním skutoční majstri sústruženia.
Napríklad vezmeme kryt z pneumatického štartéra motora. Na to treba vyrobiť závitovú rúru, ktorá sa potom oparí. Obrobok je rúrka, ktorej vonkajší priemer je 76 mm. Jeho počiatočná časť sa musí zmenšiť na 70 mm a naskrutkovať.
Zmenšenie priemeru potrubia zmršťovaním
Majster najskôr zmrští časť rúry koncovkou oceľovej frézy na požadovaný priemer 70 mm. Pomocou posuvného meradla musíte ovládať veľkosť obrobku. Hrubé zmrašťovacie spracovanie sa vykonáva pri rýchlosti 630 ot./min.
Celá operácia sa vykonáva v niekoľkých prechodoch.
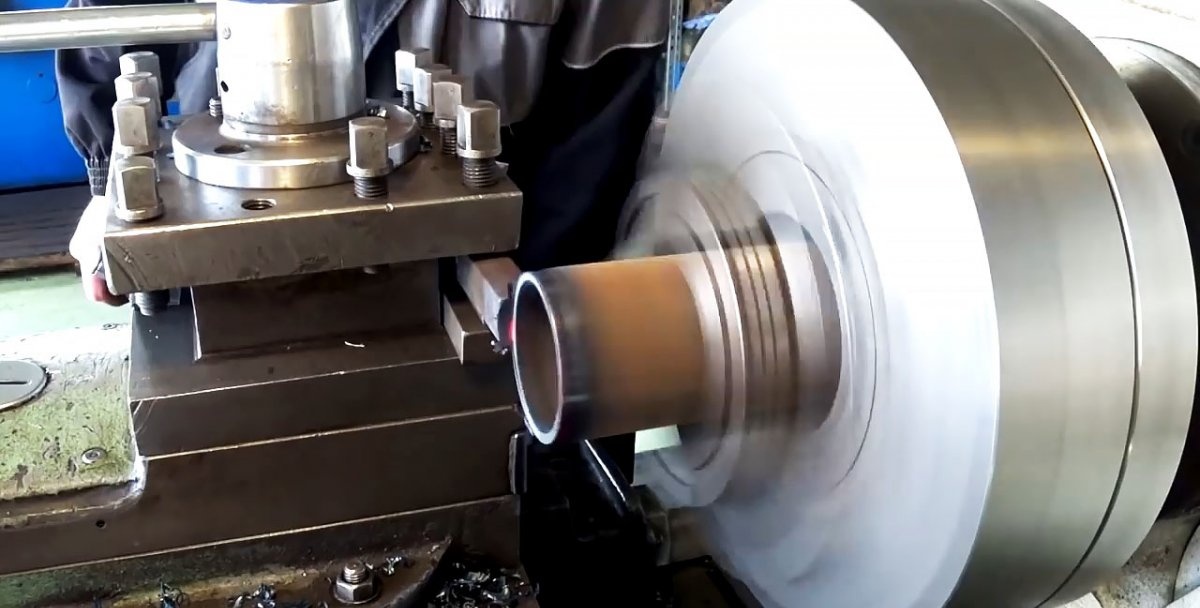
Potrubie sa zmršťuje a ďalej sa naťahuje.
Ďalej sa pohyblivý vozík s prítlačnou plošinou prispôsobí závitu. Zmenia sa nastavenia frézy a stroja. Pred rezaním závitu sa skosenie odstráni.
Rezanie závitu sa bude vykonávať rýchlosťou 400 ot./min. Hodnotenie závitu: M70, krok 3. Zvolený rezač je tyčový.
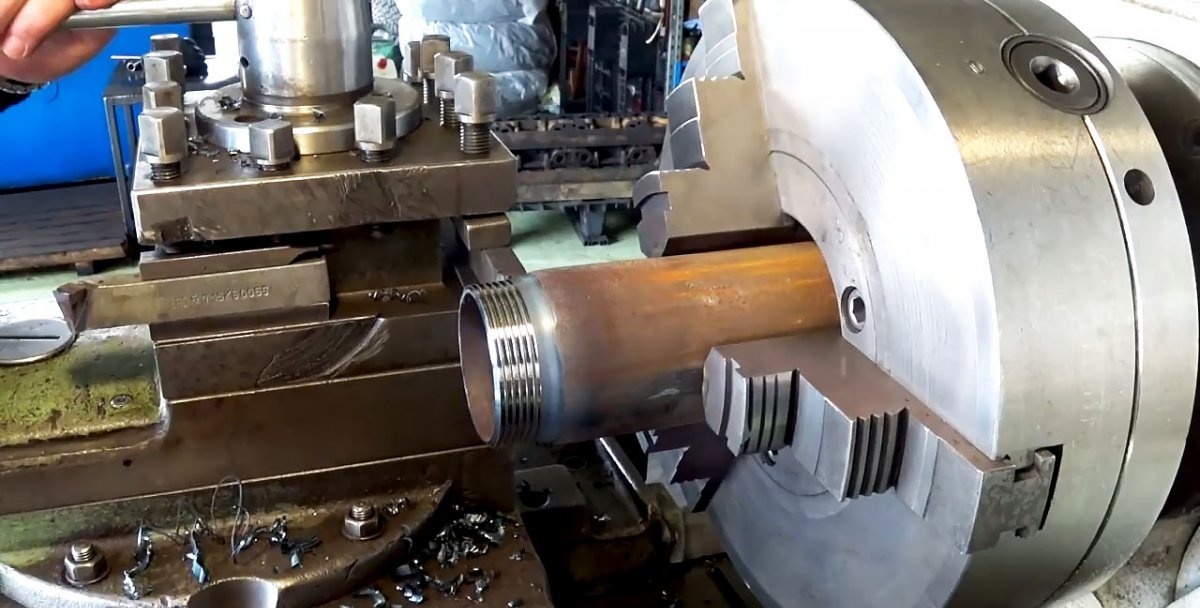
V štyroch priechodoch sa vyreže celá vypočítaná hĺbka závitu.Výsledkom bolo 6 závitov, ktoré stačili na upevnenie potrubia v hlave puzdra vzduchového štartéra.
Po dokončení rezania závitu majster odreže obrobok ohnutou frézou.
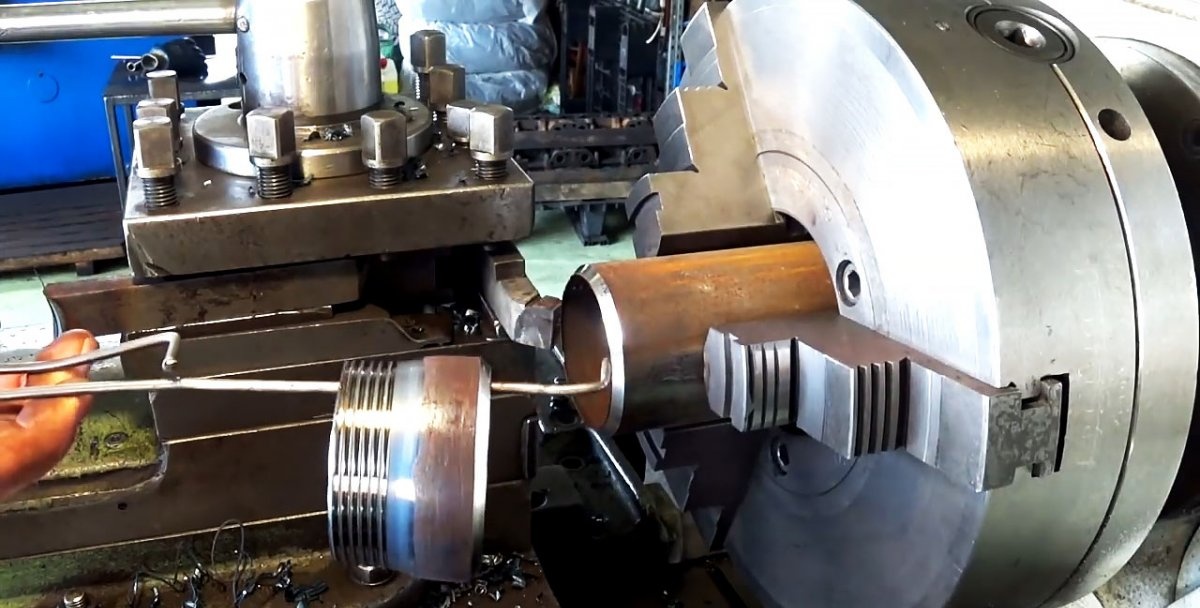
Tento bod je pozoruhodný, pretože na obkladanie - rezanie je zvyčajne určený špeciálny typ frézy. Jeho výhodou je, že vám to umožňuje s maximálnou presnosťou. Ale v tomto prípade to nie je dôležité, ale skosenie vyrobené pomocou rezačky je užitočné pre odolnejší zvar. Potom sa dá vyčistiť, takže spoj nebude vôbec viditeľný.
Pri orezávaní sa kov zahrieva, preto je najvhodnejšie obrobok pri tejto operácii niečím podložiť, napríklad kúskom elektródy alebo tyče, a potom ho ochladiť. Ako sme všetci videli, skrutkovací sústruh DIP-3001M63 sa s takýmito úlohami dobre vyrovná, najmä ak sú za ním skutoční majstri sústruženia.
Pozri si video
Podobné majstrovské kurzy






Obzvlášť zaujímavé






Komentáre (4)
