Horizontálne zváracie techniky sa učíme každý v poradí

Na získanie spoľahlivého horizontálneho (a akéhokoľvek iného) švu sa elektróda pohybuje v troch rovinách naraz: translačne v smere svojej osi, priamo pozdĺž zvaru a osciluje cez šev. Spočiatku sa to zdá nemožné, ale pravidelné pokusy a vytrvalosť čoskoro prinesú želaný výsledok.
Bude potrebovať
Pre efektívny a bezpečný tréning pripravíme nasledovné materiály, vybavenie a potreby:
- ručný zvárací stroj;
- zváraný kov;
- elektródy vhodného priemeru;
- kladivo na drvenie trosky;
- zváracie vybavenie (maska, rukavice atď.).
Proces zvárania
Oscilačné pohyby cez os zvaru zabezpečujú požadovanú šírku, spoľahlivé zvarenie koreňa a hrán zvaru, spomalenie ochladzovania kúpeľa tekutého kovu a odstránenie trosky zo spaľovacej zóny. Berúc do úvahy hrúbku kovu a priemer elektródy, zvolíme silu zváracieho prúdu 91 A.

Polmesiac dopredu

Počas tohto pohybu sa koniec elektródy pohybuje pozdĺž kruhového oblúka s konvexným smerom dopredu.Používa sa na spájanie švov so skosenými hranami v spodnej časti a filetových švov, ktorých dĺžka nie je väčšia ako 6 mm.

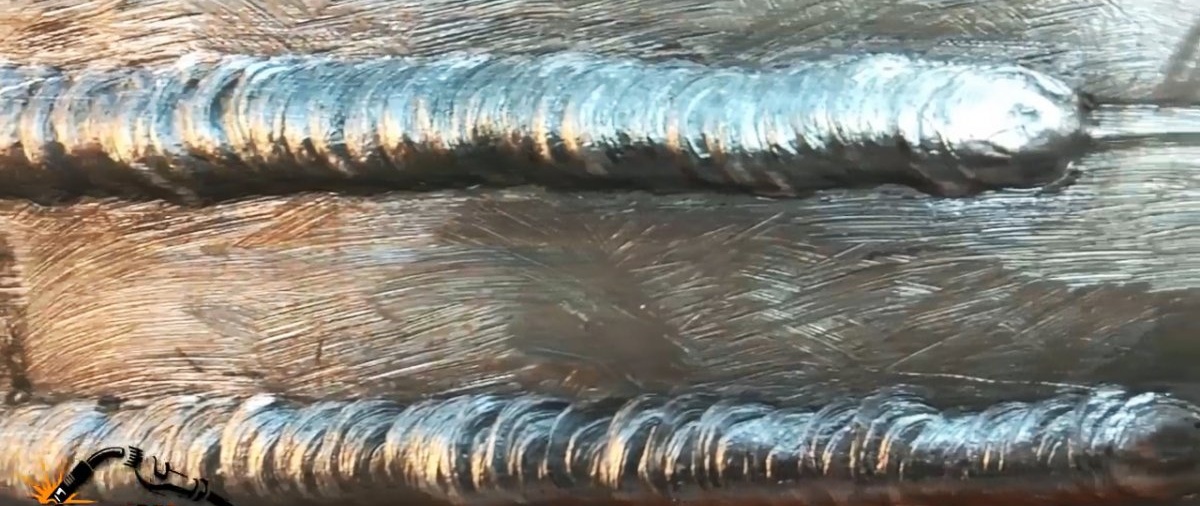
Ak sa tieto pohyby vykonajú správne, všetka troska skončí v hornej časti valca a na jej odstránenie nepotrebujete ani kladivo. Šev má požadovanú šírku a konštantnú dĺžku.

Špirála

Tu koniec elektródy vytvára kruhy alebo ovály, ktoré ohraničujú okraje zvarového kúpeľa. V tomto prípade dochádza k rovnomernému zahrievaniu pozdĺž šírky švu. Často sa používa pri zváraní v rovine spodného horizontu.
Tento pohyb sa považuje za jednoduchý a ľahko vykonateľný. Poskytuje stálu a jednoduchú kontrolu roztaveného kovu. Pri správnom vykonaní sa troska vytvorí aj na vrchu švu a dá sa ľahko odstrániť po celej dĺžke naraz.

Niťový steh

Keď koniec elektródy nekmitá cez šev, ale pohybuje sa rovno v pozdĺžnom smere vzhľadom na valec, vytvorí sa úzky alebo závitový šev so šírkou 1,2 ± 0,4 priemeru elektródy. Používajú sa pri zváraní tenkého kovu a pri nanášaní prvej vrstvy vo viacvrstvovom zvare. Tento typ sa vykonáva najjednoduchšie.

Cikcak

Na vytvorenie zvaru danej šírky sa koniec elektródy posúva pozdĺž kľukatej čiary symetricky k osi guľôčky. Ale v tomto procese nesmieme zabudnúť na dĺžku oblúka, aby sme získali hladkú cestu bez troskových inklúzií.
Táto metóda sa používa pri zváraní kovov do hrúbky 6 mm. Najkvalitnejšie švy sa získajú pri zváraní na tupo a v spodnej polohe. Umožňuje tiež spoľahlivo zvárať spoje bez skosenia hrán.

Reverzný polmesiac

Pri tejto metóde sa ľavý a pravý okraj zvaru lepšie zahrieva, pretože koniec elektródy vytvára oblúky konvexne smerujúce dozadu. Používa sa, keď sa na lepšie roztavenie kovu a trosky používajú elektródy s hrubým povlakom.
Tento spôsob pohybu elektródy sa používa pri zváraní v spodnej polohe a pri zváraní zvislých a stropných švov, ktoré majú konvexný vonkajší povrch.
Pozri si video
Podobné majstrovské kurzy






Obzvlášť zaujímavé






Komentáre (2)
