Ako zvárať veľkú dieru alebo urobiť široký šev - 1 trik skúseného zvárača
Ak nemáte po ruke elektródy s veľkým priemerom alebo plniaci drôt a potrebujete zvárať veľký otvor, vystačíte si s tenkými elektródami. Na to stačí použiť dve „tajomstvá“, ktoré prakticky nekomplikujú proces zvárania, ale pomáhajú dosiahnuť požadovaný výsledok.
Bude potrebovať
- Elektródy s tenkým povlakom;
- železný klinec;
- zváračka;
- lavicový zverák;
- zvárací materiál;
- bulharčina;
- kladivo a kovadlina;
- viazací drôt a kliešte.
Proces zvárania pomocou druhej holej elektródy
Pri prvom spôsobe zvinieme obalenú elektródu masívnou kovovou tyčou umiestnenou na hrubej kovovej platni.

V tomto prípade povlak elektródy praskne a odlúpne sa z drôtu. Miesta, z ktorých povlak nebol úplne odstránený, môžete pretrieť naším kovovým „valčekom“.

Železný klinec a „holú“ elektródu upneme do stolového zveráka a jeden koniec drôtu omotáme okolo klinca dva- až trikrát.

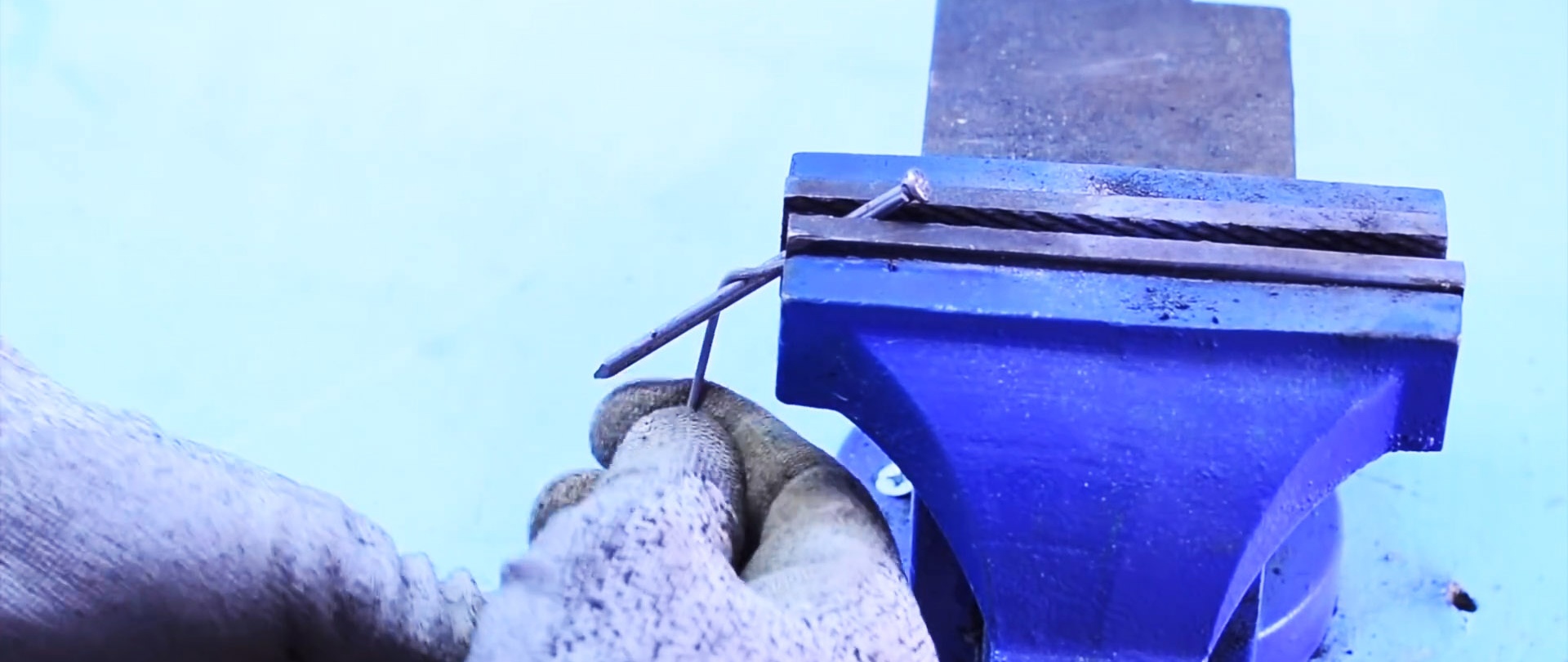
Výslednú špirálu navinieme na obalenú elektródu a ohýbaním drôtu na rôznych miestach zabezpečíme, aby bol pritlačený k obalenej elektróde.

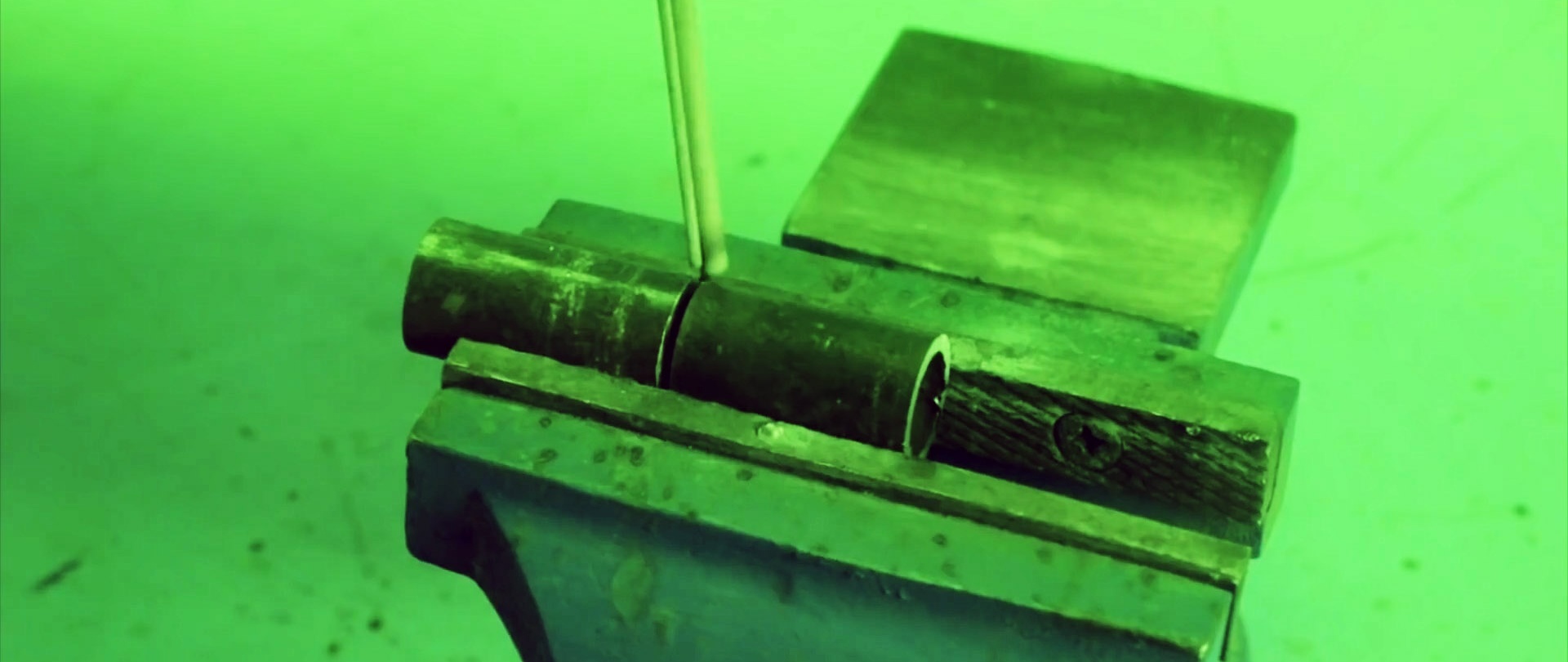
Konce oboch elektród vložíme do držiaka (oboma elektródami preteká prúd) a začneme zvárať koniec rúry dostatočne veľkého priemeru. Proces prebieha rýchlo a efektívne, pretože kov dvoch súčasne sa taviacich elektród je celkom dosť na zváranie takého veľkého otvoru.

Presvedčili sme sa o tom po dokončení zvárania otvoru potrubia a brúsení miesta zvárania brúskou.

Výsledkom bolo súvislé a vzduchotesné „veko“.

Druhá verzia zváracieho triku pomocou druhej „holej“ elektródy
Pri druhom spôsobe potiahnutú elektródu naklepeme kladivom na nákovu a dosiahneme aj úplné odlúpnutie povlaku. Pomocou malého kúska viazacieho drôtu priskrutkujeme hornú časť „holej“ elektródy k obalenej elektróde tesne pod jej nepotiahnutý kontaktný koniec.

Pri tomto „dizajne“ zvaríme konce dvoch rúrok s medzerou väčšou ako obvykle alebo otvorom v rúre s priemerom niekoľkonásobne väčším ako je priemer nami používaných elektród.

Pretože prúd nepreteká „holou“ elektródou, pretože je izolovaná od zdroja prúdu, jej kov sa topí pomalšie ako kov hlavnej elektródy a proces prebieha v optimálnom režime.

To je jasne viditeľné po vyčistení zvarových plôch brúskou: nie sú tam žiadne prieniky, praskliny ani troskové škvrny.













