Технике хоризонталног заваривања, учимо сваку по реду

Да би се добио поуздан хоризонтални (и било који други) шав, електрода се помера у три равни одједном: транслационо у правцу своје осе, право дуж зрна заваривања и осцилирајући преко шава. У почетку изгледа немогуће, али редовни покушаји и упорност ће ускоро донети жељени резултат.
Требаће
За ефикасну и безбедну обуку припремићемо следеће материјале, опрему и потрепштине:
- машина за ручно заваривање;
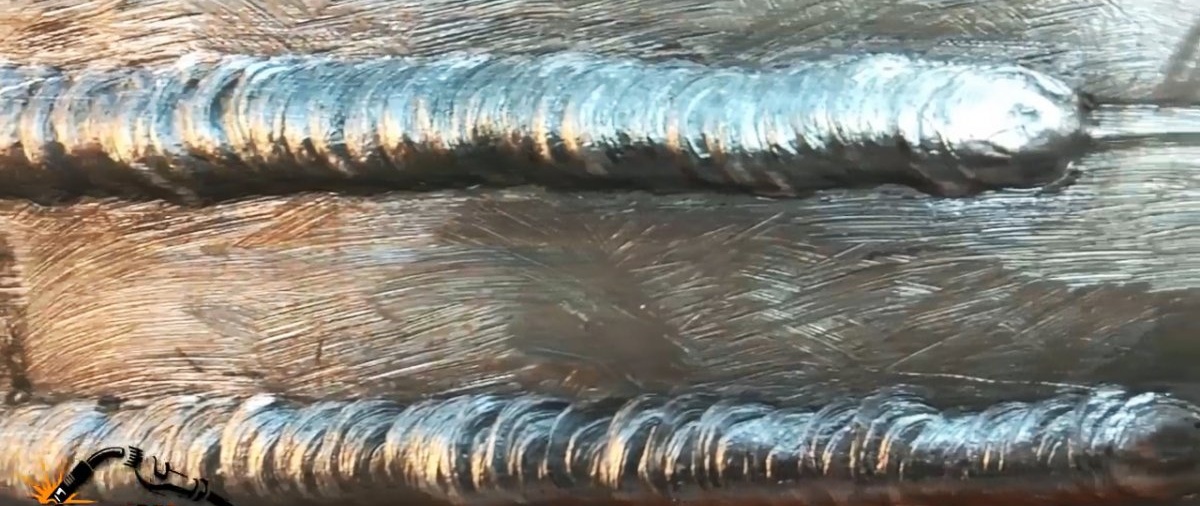
- заварени метал;
- електроде одговарајућег пречника;
- чекић за ударање шљаке;
- опрема за заваривање (маска, рукавице, итд.).
Процес заваривања
Осцилаторни покрети преко осе вара обезбеђују потребну ширину, поуздано заваривање корена и ивица шава, успоравајући хлађење купатила са течним металом и уклањање шљаке из зоне сагоревања. Узимајући у обзир дебљину метала и пречник електроде, бирамо јачину струје заваривања од 91 А.

Полумјесец напред

Током овог кретања, крај електроде се креће дуж кружног лука са конвексним усмереним напред.Користи се за спајање шавова са закошеним ивицама на дну и шавова у облику филета, чији крак није већи од 6 мм.

Ако се ови покрети изводе исправно, онда сва шљака завршава на врху ваљка и не треба вам ни чекић да бисте је уклонили. Шав је жељене ширине и константне дужине.

Спирал

Овде крај електроде прави кругове или овале, оцртавајући ивице завареног базена. У овом случају, равномерно загревање се јавља дуж ширине шава. Често се користи при заваривању у равни доњег хоризонта.
Овај покрет се сматра једноставним и лаким за извођење. Омогућава сталну и лаку контролу растопљеног метала. Када се уради правилно, шљака се такође формира на врху шава и лако се уклања по целој дужини одједном.

Тхреад ститцх

Када крај електроде не осцилује преко шава, већ се креће право у уздужном правцу у односу на ваљак, формира се уски или навојни шав ширине 1,2 ± 0,4 пречника електроде. Користе се при заваривању танког метала и при наношењу првог слоја у вишеслојном завару. Овај тип је најлакши за извођење.

цик-цак

Да би се направио завар дате ширине, крај електроде се помера дуж цик-цак линије симетрично у односу на осу перле. Али у том процесу не смемо заборавити на дужину лука како бисмо добили глатку стазу без инклузија шљаке.
Ова метода се користи при заваривању метала дебљине до 6 мм. Најквалитетнији шавови се добијају при сучеоном заваривању иу доњем положају. Такође вам омогућава да поуздано заварите спојеве без закошења ивица.

Реверсе Цресцент

Овом методом, лева и десна ивица вара се боље загревају, јер крај електроде прави лукове, конвексно усмерене уназад. Користи се када се користе дебело обложене електроде за боље топљење метала и шљаке.
Овај начин померања електроде се користи при заваривању у доњем положају и када се заварују вертикални и плафонски шавови који имају конвексну спољашњу површину.
Погледајте видео
Сличне мајсторске класе






Посебно занимљиво






Коментари (2)
