Borra förlängning med friktionssvetsning

En svarv är en multifunktionell utrustning som kan användas för att utföra en mängd olika uppgifter, inklusive precisionsfriktionssvetsning av delar. Detta kan vara användbart om du behöver förlänga en borr eller annat verktyg. Vid svetsning av en borr med konventionell svetsning är det omöjligt att centrera skaftet korrekt, därför observeras starkt utlopp när man använder sådan utrustning. Om förlängningen utförs på en svarv genom friktion, är detta problem nästan eliminerat.
Utrustning, material och verktyg:
- svarv;
- borrchuck för stjärtstock;
- borra;
- stång för att förlänga skaftet;
- fräs.
Friktionssvetsborr

Det första steget är att välja en stav med samma diameter som borrskaftet. Före svetsning måste änden av arbetsstycket jämnas. Den kläms fast i maskinspindeln och slipas med en fräs. Själva borren har en slät skaftände, så den kräver ingen förberedelse.

En borr med en skaftutgång på ca 15 mm kläms fast i spindeln.

En borrchuck är installerad på maskinens bakdel, i vilken en stång för förlängning är fixerad.

För att utföra friktionssvetsning och inte skada maskinen är det bättre att ställa in hastigheten till cirka 60-70 % av det maximala möjliga. Nu kan du slå på spindelrotationen.
Efter att ha startat maskinen måste du långsamt trycka på fjäderpennan, ansluta borrens skaft och änden av förlängningsstången.
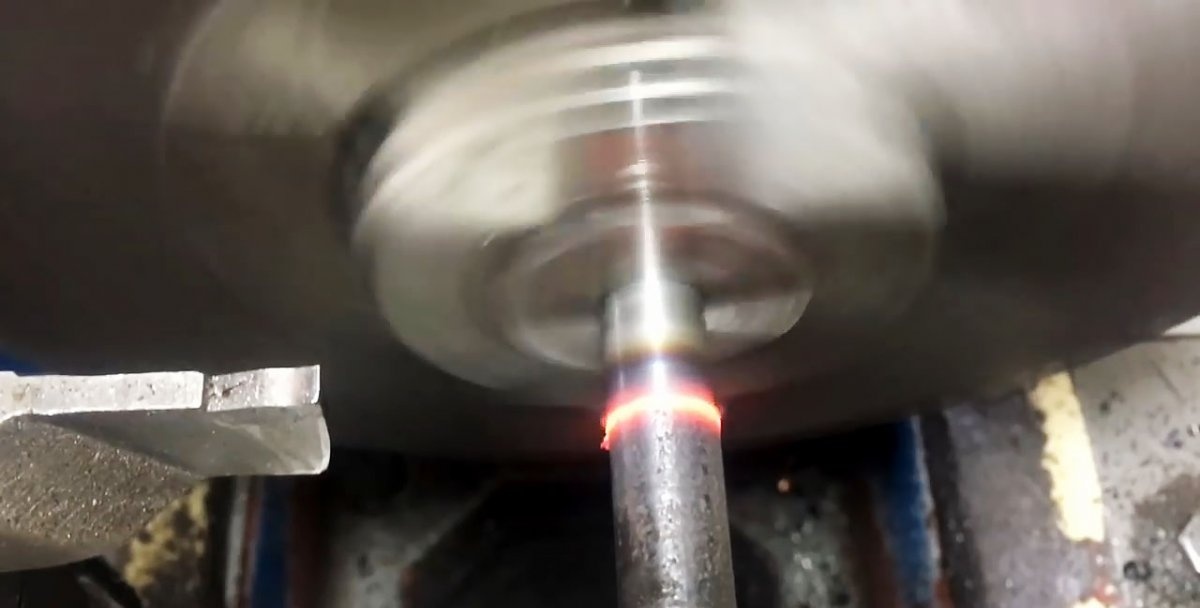
De pressade delarna kommer att börja gnugga in.
Först blir det lätt bugning och stryk, åtföljd av marker som flyger ut, men efter några sekunder slutar det.
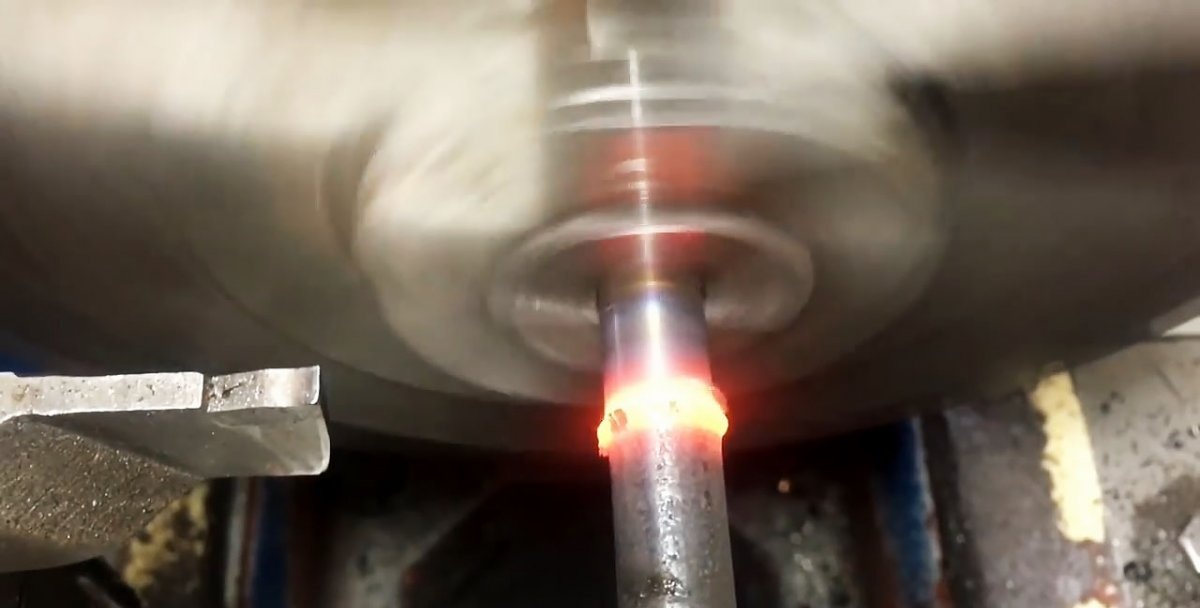
När fjäderpennan med staven rör sig mot skaftet ökar friktionskraften vilket leder till kraftig uppvärmning av delarna.

När metallen spricker tills en plastisk massa erhålls vid friktionspunkten måste maskinen stoppas. I sista stund är det viktigt att trycka på fjäderpennan lite mer. Smält stål från två delar kokas ihop, vilket resulterar i svetsning.

Om en långsträckt borr behövs för att göra ett djupt hål, måste svampen på skarvplatsen slipas bort med en fräs.


Annars kommer förtjockningen inte att passa in i det borrade hålet. Slipning av svampen kommer dock att minska tillförlitligheten av fästet, eftersom svetsområdet minskar.
Vid förlängning på en svarv kommer det inte att vara möjligt att helt undvika att den långsträckta borren rinner ut, men det kommer att vara acceptabelt för att utföra vardagliga uppgifter. För att uppnå tillförlitlig svetsning är det viktigt att värma upp arbetsstyckena väl innan du stänger av spindelrotationen. Det finns ingen anledning att vara rädd för att borrens skäregg ska förlora sin härdning eftersom den är placerad ganska långt från det heta skaftet.
Titta på videon
Liknande mästarklasser






Särskilt intressant






Kommentarer (0)
