Hur kan man annars göra ett fyrkantigt hål?
Att göra ett fyrkantigt hål i slitstarka metaller utan specialutrustning är inte lätt. Detta kan dock även göras på universella maskiner. Men för detta måste du göra den så kallade i förväg. Watts borr och mall för det.
För att göra en Watts-borr behöver du också en höghastighetsstålstav och för en mall en stålcirkel.

Med hjälp av en NGF-110 fräsmaskin gör vi tre längsgående spår på arbetsstycket. Processen kommer att fortskrida med ansträngning, eftersom materialegenskaperna hos en hårdmetallfräs inte är mycket högre än för en höghastighetsfräs.


Därefter klämmer vi fast arbetsstycket med spåren i ett skruvstäd och gör profilen för de tre skärtänderna med hjälp av en slipmaskin, med början från slitsarna. Vi skärper änden av borren, men skärper inte sidokanterna.


På specialutrustning för att göra fyrkantiga hål roterar Watts-borren inte bara runt sin längsgående axel, utan själva axeln gör en bana som beskrivs av fyra ellipsoida bågar. Men vi kommer att välja en annan väg.


Den andra delen är en mall där Watts-borren kommer att rotera. I vårt fall är borrdiametern 15 mm. Det betyder att kvadraten som gjorts av honom blir 15x15 mm.
För att säkerställa att Watts-borren inte fastnar i den riktiga mallen lägger vi den i en plastremsa med en 15x15 mm fyrkant och börjar rotera borren. Den ska inte bita eller skära av spån från torgets sidor.
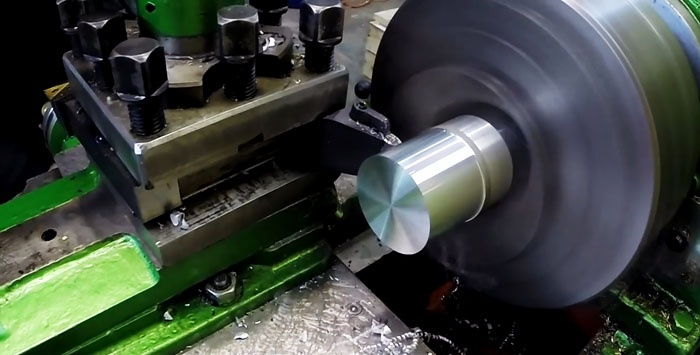
Vi klämmer fast kopiatorämnet i svarvchucken och slipar änden. Använd sedan en 15 mm borr för att borra ett genomgående hål i mitten och borra ut det med en borr med stor diameter till önskat djup.
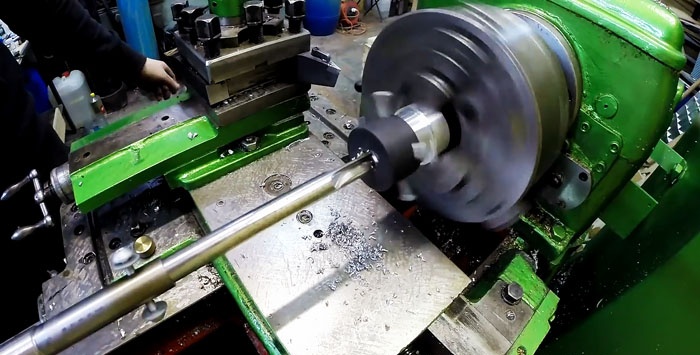
Med hjälp av en genomgående skärare justerar vi den inre diametern på det stora hålet och slipar arbetsstycket från utsidan. Närmare den främre änden av mallen, borra 4 hål jämnt i en cirkel, skär gängor för bultar för att fästa kopiatorn vid arbetsstycket där ett fyrkantigt hål ska göras.

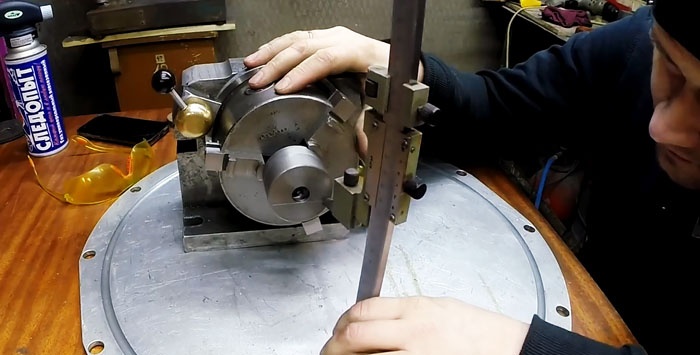
Med hjälp av en rits och ett delningshuvud ritar vi fyra linjer på baksidan av mallämnet, som skär varandra och bildar en beskriven kvadrat på 15×15 mm runt ett hål med en diameter på 15 mm.
I de inre hörnen av den markerade fyrkanten, borra 4 hål med en tunn borr. Vi klämmer fast kopiatorkoppen i ett skruvstäd och använder en fil för att bilda ett fyrkantigt hål från ett runt hål. Mallen och Watts borr är designade för att fungera tillsammans.



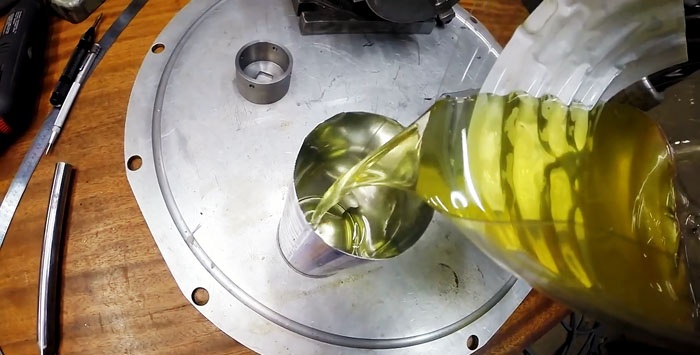
För att härda, värm mallen i en muffelugn och sänk ner den i en behållare med maskinolja.

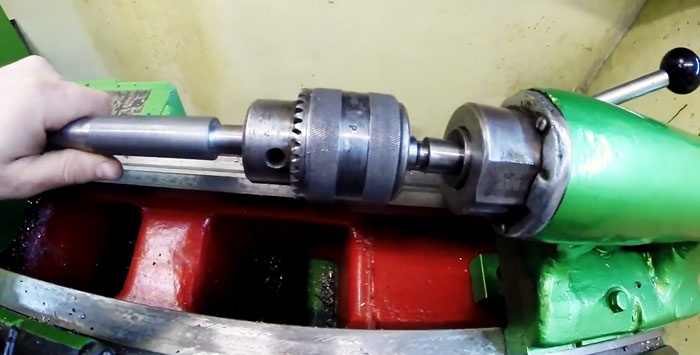
För att minska förvrängningen av Watts-borren under drift gör vi en förlängning för den.Detta gör att det fyrkantiga hålet kan göras koaxiellt i längd. Vi säkrar borren i förlängningen med två bultar.
Vi fixar borren med en förlängning i svarvens huvudstock. För att testa verktyget, låt oss göra ett fyrkantigt hål i aluminiummaterialet.

Vi slipar änden och sidoytan på arbetsstycket.
Vi installerar mallen på arbetsstycket och använder en borr för att göra ett litet runt hål på platsen för den framtida torget.


För att mildra kollisionen mellan Watts-borren och mallens fyrkant, smörj denna plats med fett för CV-fogarna.

Vi sätter in borren i kopiatorns kvadrat och roterar arbetsstycket med chucken för hand. Om du inte känner att det fastnar eller biter, sätt på maskinen.
Vi flyttar verktyget framåt och ser de komplexa rörelserna som borren gör i mallens område. Efter en tid börjar marker komma fram, vilket indikerar att processen har börjat.
Efter att ha nått önskat djup, stäng av maskinen, ta bort huvudstocken med verktyget, ta bort mallen och separera en cylinder ca 30 mm lång från arbetsstycket med ett skärverktyg.
Vi ser till att det fyrkantiga hålet görs längs längden utan att störa inriktningen och tvärstorleken. Våra enheter klarade det första testet framgångsrikt.

Låt oss gå vidare till en mer komplex process - att göra ett fyrkantigt hål i ett stålämne. Vi slipar den också längs änd- och sidoytan. Vi slår in och säkrar mallen. Vi tar med verktyget och börjar borra.
Borrens vibrationer och utseendet på spån indikerar att processen pågår. Vi matar verktyget på samma 30 mm. Ta sedan bort mallen och skär av ämnet med det resulterande fyrkantiga hålet.
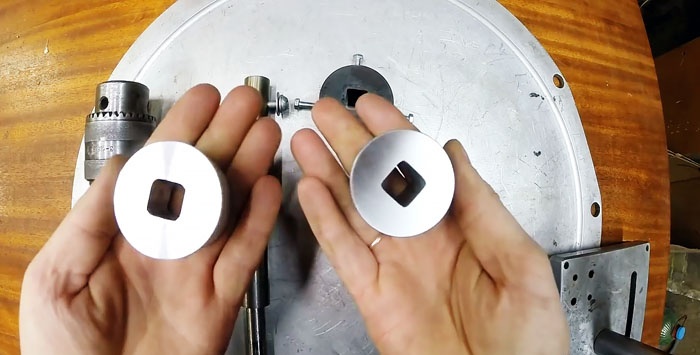
Efter slipning av arbetsstyckenas ändar med fyrkantiga hål ser vi till att de är av hög kvalitet i längsgående och tvärgående riktningar, oavsett material - aluminium eller stål.
Borr- och malltorget förblev också intakt och blev inte ens matt, det vill säga de är redo för arbete igen.
Det är tydligt att för varje storlek på ett fyrkantigt hål behöver du en separat Watts-borr, och mallen, om du är kreativ, kan göras universell inom vissa gränser.
Kommer att behöva
- svarv och fräsmaskin;
- bulgariska;
- metall fil;
- passerar och skär fräsar;
- spiralborrar;
- skivskärare;
- skiftnycklar;
- härdningsutrustning;
- skjutmått;
- skärvätska.
För att göra en Watts-borr behöver du också en höghastighetsstålstav och för en mall en stålcirkel.
Att göra en Watts borr
Med hjälp av en NGF-110 fräsmaskin gör vi tre längsgående spår på arbetsstycket. Processen kommer att fortskrida med ansträngning, eftersom materialegenskaperna hos en hårdmetallfräs inte är mycket högre än för en höghastighetsfräs.
Därefter klämmer vi fast arbetsstycket med spåren i ett skruvstäd och gör profilen för de tre skärtänderna med hjälp av en slipmaskin, med början från slitsarna. Vi skärper änden av borren, men skärper inte sidokanterna.
På specialutrustning för att göra fyrkantiga hål roterar Watts-borren inte bara runt sin längsgående axel, utan själva axeln gör en bana som beskrivs av fyra ellipsoida bågar. Men vi kommer att välja en annan väg.
Att göra en mall
Den andra delen är en mall där Watts-borren kommer att rotera. I vårt fall är borrdiametern 15 mm. Det betyder att kvadraten som gjorts av honom blir 15x15 mm.
För att säkerställa att Watts-borren inte fastnar i den riktiga mallen lägger vi den i en plastremsa med en 15x15 mm fyrkant och börjar rotera borren. Den ska inte bita eller skära av spån från torgets sidor.
Vi klämmer fast kopiatorämnet i svarvchucken och slipar änden. Använd sedan en 15 mm borr för att borra ett genomgående hål i mitten och borra ut det med en borr med stor diameter till önskat djup.
Med hjälp av en genomgående skärare justerar vi den inre diametern på det stora hålet och slipar arbetsstycket från utsidan. Närmare den främre änden av mallen, borra 4 hål jämnt i en cirkel, skär gängor för bultar för att fästa kopiatorn vid arbetsstycket där ett fyrkantigt hål ska göras.
Med hjälp av en rits och ett delningshuvud ritar vi fyra linjer på baksidan av mallämnet, som skär varandra och bildar en beskriven kvadrat på 15×15 mm runt ett hål med en diameter på 15 mm.
I de inre hörnen av den markerade fyrkanten, borra 4 hål med en tunn borr. Vi klämmer fast kopiatorkoppen i ett skruvstäd och använder en fil för att bilda ett fyrkantigt hål från ett runt hål. Mallen och Watts borr är designade för att fungera tillsammans.
För att härda, värm mallen i en muffelugn och sänk ner den i en behållare med maskinolja.
För att minska förvrängningen av Watts-borren under drift gör vi en förlängning för den.Detta gör att det fyrkantiga hålet kan göras koaxiellt i längd. Vi säkrar borren i förlängningen med två bultar.
Processen att göra ett fyrkantigt hål
Vi fixar borren med en förlängning i svarvens huvudstock. För att testa verktyget, låt oss göra ett fyrkantigt hål i aluminiummaterialet.
Vi slipar änden och sidoytan på arbetsstycket.
Vi installerar mallen på arbetsstycket och använder en borr för att göra ett litet runt hål på platsen för den framtida torget.
För att mildra kollisionen mellan Watts-borren och mallens fyrkant, smörj denna plats med fett för CV-fogarna.
Vi sätter in borren i kopiatorns kvadrat och roterar arbetsstycket med chucken för hand. Om du inte känner att det fastnar eller biter, sätt på maskinen.
Vi flyttar verktyget framåt och ser de komplexa rörelserna som borren gör i mallens område. Efter en tid börjar marker komma fram, vilket indikerar att processen har börjat.
Efter att ha nått önskat djup, stäng av maskinen, ta bort huvudstocken med verktyget, ta bort mallen och separera en cylinder ca 30 mm lång från arbetsstycket med ett skärverktyg.
Vi ser till att det fyrkantiga hålet görs längs längden utan att störa inriktningen och tvärstorleken. Våra enheter klarade det första testet framgångsrikt.
Låt oss gå vidare till en mer komplex process - att göra ett fyrkantigt hål i ett stålämne. Vi slipar den också längs änd- och sidoytan. Vi slår in och säkrar mallen. Vi tar med verktyget och börjar borra.
Borrens vibrationer och utseendet på spån indikerar att processen pågår. Vi matar verktyget på samma 30 mm. Ta sedan bort mallen och skär av ämnet med det resulterande fyrkantiga hålet.
resultat
Efter slipning av arbetsstyckenas ändar med fyrkantiga hål ser vi till att de är av hög kvalitet i längsgående och tvärgående riktningar, oavsett material - aluminium eller stål.
Borr- och malltorget förblev också intakt och blev inte ens matt, det vill säga de är redo för arbete igen.
Det är tydligt att för varje storlek på ett fyrkantigt hål behöver du en separat Watts-borr, och mallen, om du är kreativ, kan göras universell inom vissa gränser.
Titta på videon
Liknande mästarklasser






Särskilt intressant






Kommentarer (1)
