Hur man enkelt gör ett exakt snitt i ett rör
När man gör olika hemgjorda produkter blir det ibland nödvändigt att borra runda rör. Det är ganska svårt att utföra en sådan operation med konventionella spiralborrar, eftersom detta kommer att kräva noggrann förberedelse. Hur tar man sig ur denna situation?

Om du har en ringformad fräs med lämplig diameter (ett annat namn för en kärna, ihålig eller ringformig borr), blir arbetet med krökta ytor, särskilt cylindriska, mycket lättare och mer produktivt.
Vi kommer också att behöva en verktygsdrift, som en borr, flera vanliga spiralborrar med olika diametrar och ett sätt att kyla biten under arbetet. Detta kan vara en speciell skärvätska, lämplig maskinolja eller, säg, WD-40 universellt smörjmedel.

Borrning av rörytan måste riktas strikt längs diametern, annars kommer det att vara omöjligt att uppnå ett positivt slutresultat.
1.Med hjälp av en markör markerar vi i slutet av röret där diametern skär med produktens väggar (det finns många metoder och enheter för detta).
2. Installera röret så att ett av märkena är strikt ovanpå. Använd ett måttband, mät det nödvändiga avståndet från det längs generatrisen och markera det med en markör.

3. Vi klämmer röret i ett bänkskruvstycke och hamrar den markerade punkten med hjälp av en kärna och en hammare.

4. Vänd röret i skruvstycket till baksidan, markera punkten mittemot den första och markera även den.
5. Använd en tunn borr och en borr för att borra hål vid de två avsedda punkterna på röret.
6. Därefter borrar vi igenom dem med en borr med större diameter i ett pass, eftersom det finns en övre styrning och ett nedre centreringshål.

7. Efter att ha bytt ut spiralborren i borrchucken med en krona med en centreringsborr, vrid röret i ett skruvstäd 90 grader så att styrhålen är horisontella. Detta gör att du kan applicera mer kraft när du arbetar med kronan.

8. Eftersom den ringformade borren blir mycket varm under drift, för att kyla den och underlätta processen, smörj generöst arbetständerna och det intilliggande skålbandet i en cirkel med universalsmörjmedel WD-40.

9. Vi sätter in kronans centreringsborr i hålet som förberetts i förväg i röret och börjar processen och lägger till fett till kronan då och då.

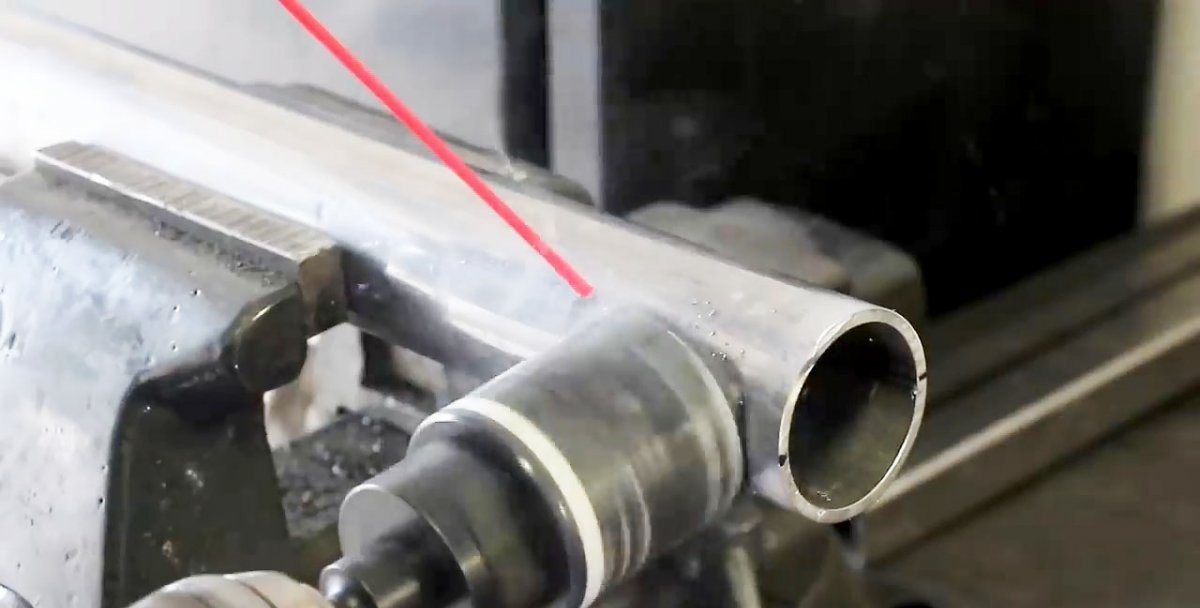
10. Efter att kronan kommer ut från rörets motsatta sida får vi en utskärning, som i konfigurationen måste exakt matcha röret med samma diameter, vilket bekräftas av motsvarande kontroll.

elva.Om flera lika långa rör med formade utskärningar i ändarna krävs, borrar vi centreringshål i rörämnet på lika avstånd från varandra, och en efter en, med hjälp av en kärnborr, får vi de nödvändiga ämnena.

Vi påminner dig om att den yttre diametern på den ringformade borren och röret som bearbetas måste vara strikt densamma.

Kommer att behöva
Om du har en ringformad fräs med lämplig diameter (ett annat namn för en kärna, ihålig eller ringformig borr), blir arbetet med krökta ytor, särskilt cylindriska, mycket lättare och mer produktivt.
Vi kommer också att behöva en verktygsdrift, som en borr, flera vanliga spiralborrar med olika diametrar och ett sätt att kyla biten under arbetet. Detta kan vara en speciell skärvätska, lämplig maskinolja eller, säg, WD-40 universellt smörjmedel.

Algoritm för borrningsprocessen med hjälp av en krona
Borrning av rörytan måste riktas strikt längs diametern, annars kommer det att vara omöjligt att uppnå ett positivt slutresultat.
1.Med hjälp av en markör markerar vi i slutet av röret där diametern skär med produktens väggar (det finns många metoder och enheter för detta).
2. Installera röret så att ett av märkena är strikt ovanpå. Använd ett måttband, mät det nödvändiga avståndet från det längs generatrisen och markera det med en markör.

3. Vi klämmer röret i ett bänkskruvstycke och hamrar den markerade punkten med hjälp av en kärna och en hammare.

4. Vänd röret i skruvstycket till baksidan, markera punkten mittemot den första och markera även den.
5. Använd en tunn borr och en borr för att borra hål vid de två avsedda punkterna på röret.
6. Därefter borrar vi igenom dem med en borr med större diameter i ett pass, eftersom det finns en övre styrning och ett nedre centreringshål.

7. Efter att ha bytt ut spiralborren i borrchucken med en krona med en centreringsborr, vrid röret i ett skruvstäd 90 grader så att styrhålen är horisontella. Detta gör att du kan applicera mer kraft när du arbetar med kronan.

8. Eftersom den ringformade borren blir mycket varm under drift, för att kyla den och underlätta processen, smörj generöst arbetständerna och det intilliggande skålbandet i en cirkel med universalsmörjmedel WD-40.
9. Vi sätter in kronans centreringsborr i hålet som förberetts i förväg i röret och börjar processen och lägger till fett till kronan då och då.

10. Efter att kronan kommer ut från rörets motsatta sida får vi en utskärning, som i konfigurationen måste exakt matcha röret med samma diameter, vilket bekräftas av motsvarande kontroll.

elva.Om flera lika långa rör med formade utskärningar i ändarna krävs, borrar vi centreringshål i rörämnet på lika avstånd från varandra, och en efter en, med hjälp av en kärnborr, får vi de nödvändiga ämnena.

Som referens
Vi påminner dig om att den yttre diametern på den ringformade borren och röret som bearbetas måste vara strikt densamma.
Titta på videon
Liknande mästarklasser






Särskilt intressant






Kommentarer (2)
