Hur man snabbt gör en anordning för skärpning av borrar
Inte bara hastigheten och kvaliteten på borrningen, utan även säkerhetsåtgärder beror på skärpningen av borren. Endast professionella verktygsmakare kan manuellt slipa en borr för ögat; alla andra kommer antingen att göra skäreggarna i en felaktig vinkel, eller göra kuddarna halvcirkelformade, eller göra dem ojämna och flytta mitten av borren. Alla ovanstående fel leder till att det är omöjligt att arbeta med ett sådant verktyg.

Det finns många tips för att göra speciella enheter hemma, i princip gör de ett bra jobb med sina uppgifter. Men de har en gemensam nackdel - för att göra dem måste du vara en bra mekaniker och svetsare, och alla har inte sådana kunskaper. Dessutom kräver själva processen ganska mycket tid. Vi erbjuder en mycket enkel och universell lösning, det tar inte mer än 10–20 minuter, och kvaliteten på skärpningen kommer helt att uppfylla standarderna.
Du bör förbereda ett träblock ca 100×50×30 mm, en vanlig borrmaskin, en skolruta, en penna, en euroskruv eller något annat långt element med träsniderier.
Hitta mitten i slutet av det rektangulära blocket och borra ett genomgående hål i det. Du kan använda en vanlig borr. Om du tvivlar på dina färdigheter, hitta mitten i den motsatta änden; med dess hjälp kan du kontrollera hålets vertikalitet. Detta är ett mycket viktigt villkor. Om detta inte görs kommer borrens skärkanter efter slipning inte att vara desamma.
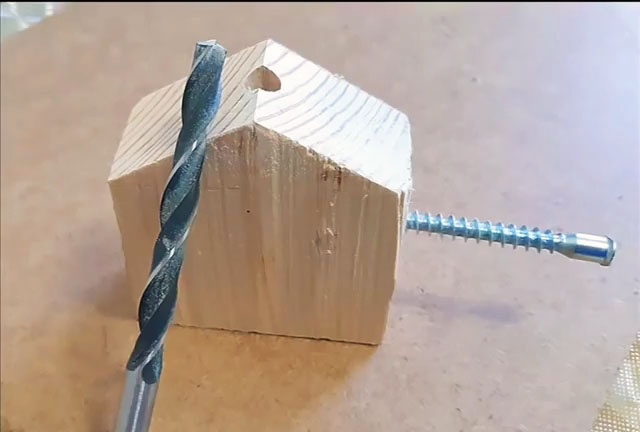
Skär två hörn av blocket i 120 graders vinkel. Först måste du rita två linjer i en vinkel på 30 grader, de måste skära exakt i mitten, detta är också ett viktigt villkor. Konsekvensen av att inte göra det är att mitten av borren kommer att förskjutas åt sidan, och verktyget kommer att träffas under borrning. Snittet måste vara strikt vinkelrätt mot planen. För att kontrollera, rita också linjer på baksidan av blocket, sedan kan du använda dem för att korrigera snittet på kvarnen. Toppen ska ha en vinkel på 120 grader, detta är en universell storlek för metallborrar.

Vid vridning sätts borren in i hålet, för att fixera den i ett givet läge kan du använda en euroskruv. På sidoytan måste du borra ett hål med lämplig diameter tills det ansluter till det centrala hålet. Vid denna tidpunkt är arbetet med att tillverka fixturen avslutat.
Innan du slipar borren, sätt in den i hålet. Rikta in skärplanen exakt längs kanterna på blocket med ett utsprång på cirka en millimeter. Allt beror på graden av skada på skäreggarna. Spänn fast verktyget ordentligt med euroskruven.

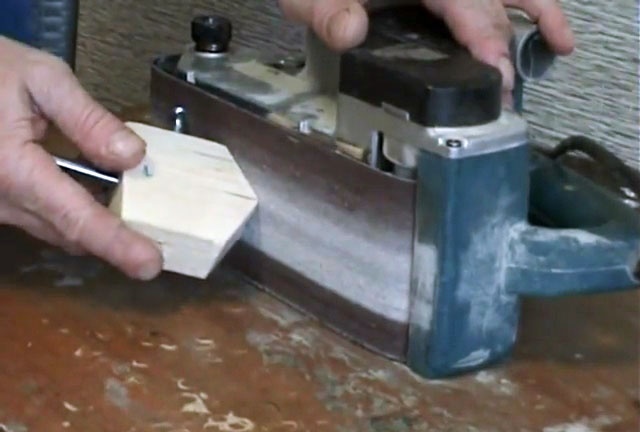
Placera en ändlös bandslipmaskin på sidan och slipa försiktigt kanterna. Det är lämpligt att börja från mitten och gradvis trycka på hela enhetens yta på sandpappret; när det nuddar träet slutar skärpningen.Sedan upprepas alla handlingar på andra sidan.
Övning har visat att den här enheten fungerar utmärkt, men med två villkor:

En annan fördel är att om enheten är gjord med en diameter på 10 mm, kan den användas för att återställa kanterna på borrar med en diameter på 8–10 mm. Gör flera av dem med olika diametrar för alla borrar som används.
Det finns många tips för att göra speciella enheter hemma, i princip gör de ett bra jobb med sina uppgifter. Men de har en gemensam nackdel - för att göra dem måste du vara en bra mekaniker och svetsare, och alla har inte sådana kunskaper. Dessutom kräver själva processen ganska mycket tid. Vi erbjuder en mycket enkel och universell lösning, det tar inte mer än 10–20 minuter, och kvaliteten på skärpningen kommer helt att uppfylla standarderna.
Vad du behöver för enheten
Du bör förbereda ett träblock ca 100×50×30 mm, en vanlig borrmaskin, en skolruta, en penna, en euroskruv eller något annat långt element med träsniderier.
Tillverkningsprocess
Hitta mitten i slutet av det rektangulära blocket och borra ett genomgående hål i det. Du kan använda en vanlig borr. Om du tvivlar på dina färdigheter, hitta mitten i den motsatta änden; med dess hjälp kan du kontrollera hålets vertikalitet. Detta är ett mycket viktigt villkor. Om detta inte görs kommer borrens skärkanter efter slipning inte att vara desamma.
Skär två hörn av blocket i 120 graders vinkel. Först måste du rita två linjer i en vinkel på 30 grader, de måste skära exakt i mitten, detta är också ett viktigt villkor. Konsekvensen av att inte göra det är att mitten av borren kommer att förskjutas åt sidan, och verktyget kommer att träffas under borrning. Snittet måste vara strikt vinkelrätt mot planen. För att kontrollera, rita också linjer på baksidan av blocket, sedan kan du använda dem för att korrigera snittet på kvarnen. Toppen ska ha en vinkel på 120 grader, detta är en universell storlek för metallborrar.
Vid vridning sätts borren in i hålet, för att fixera den i ett givet läge kan du använda en euroskruv. På sidoytan måste du borra ett hål med lämplig diameter tills det ansluter till det centrala hålet. Vid denna tidpunkt är arbetet med att tillverka fixturen avslutat.
Hur man använder
Innan du slipar borren, sätt in den i hålet. Rikta in skärplanen exakt längs kanterna på blocket med ett utsprång på cirka en millimeter. Allt beror på graden av skada på skäreggarna. Spänn fast verktyget ordentligt med euroskruven.
Placera en ändlös bandslipmaskin på sidan och slipa försiktigt kanterna. Det är lämpligt att börja från mitten och gradvis trycka på hela enhetens yta på sandpappret; när det nuddar träet slutar skärpningen.Sedan upprepas alla handlingar på andra sidan.
Slutsats
Övning har visat att den här enheten fungerar utmärkt, men med två villkor:
- Du behöver slipa med hjälpsamma verktyg, det spelar ingen roll om det är en slipmaskin, en slipmaskin eller en slipare. Slipelementet kan inte ha slut, annars hjälper ingen enhet.
- Om det på grund av otillräcklig erfarenhet tas bort ganska mycket bryne under slipningen, bör dess vinkel kontrolleras med jämna mellanrum.
En annan fördel är att om enheten är gjord med en diameter på 10 mm, kan den användas för att återställa kanterna på borrar med en diameter på 8–10 mm. Gör flera av dem med olika diametrar för alla borrar som används.
Titta på videon
Liknande mästarklasser






Särskilt intressant






Kommentarer (4)
