Hur man ökar funktionaliteten hos en vinkelslip med flyttbar utrustning
Mångsidigheten hos en vinkelslip eller slipmaskin kan bedömas åtminstone av den mest populära utrustningen för den - skivor, som är uppdelade i skärning (slipmedel och diamant), grovbearbetning (snöreborstar), strippning, skärpning (från 6 mm tjock), slipning och polering. Också mångfalden av arbete som utförs av detta verktyg underlättas av placeringen av motorns axlar och verktyget i en vinkel på 90 grader i förhållande till varandra.
Användningsområdet för denna slipmaskin kan utökas ytterligare och produktivitet och effektivitet kan ökas med hjälp av avtagbara tillbehör som du kan göra själv, med lite ansträngning och flit. Dessutom kan vi nöja oss med vanliga material och enkla verktyg.

Förutom kvarnen, som vi ska förbättra, behöver vi:
Materialet vi behöver är:

Med hjälp av en kvarn skär vi ämnen av önskad storlek från plåt eller remsa, såväl som stålvinkel.

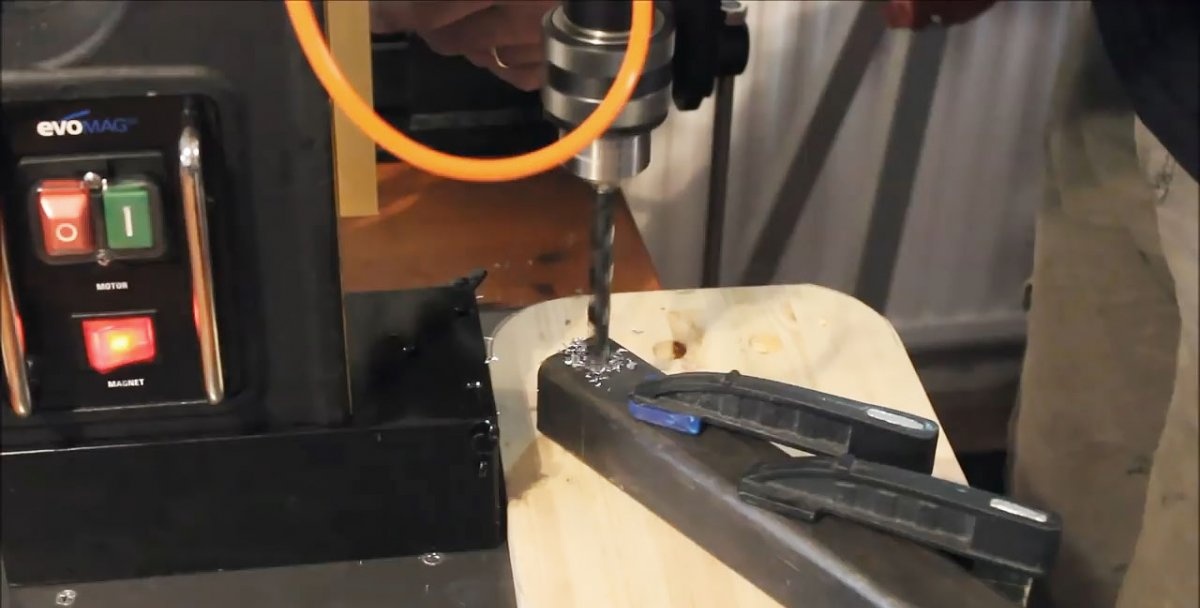
Alla kanter och hörn på arbetsstyckena bearbetas och rundas med hjälp av en slipskiva. Vi markerar och gör hål med önskad diameter i arbetsstyckena på en borrmaskin.

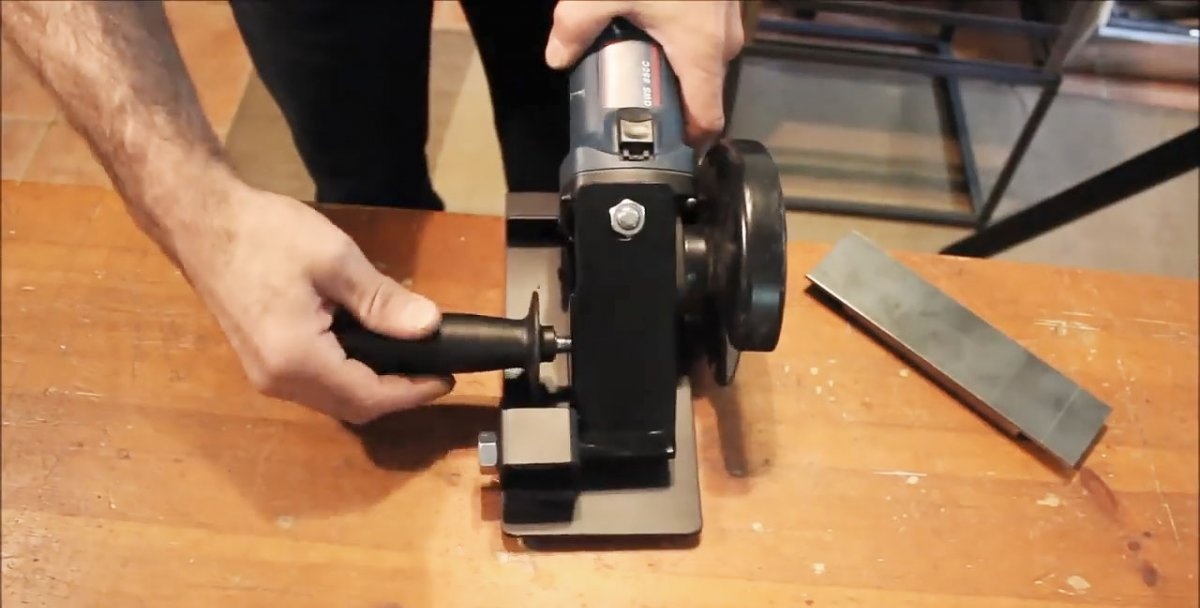
Vi skruvar förberedda stift i de gängade hålen på sidorna av vinkelslipen.

Med hjälp av en miniborr med en fingerskärare fäst vid bordet tar vi bort avfasningar i arbetsstyckenas hål. Vi fixerar två plattor på kvarnen med dubbar och muttrar. Vid den punkt där plattorna konvergerar kommer en bult med ett runt huvud för en sexkant och en gänga för en mutter att svetsas.

På en plåtbockningsmaskin gör vi en 30 graders sträng på den smala sidan av en stor plåtbit.

Med hjälp av en skärskiva skär vi ut ett element i form av en liksidig trapets från en smal remsa av metall enligt markeringarna och gör ett hål i mitten på en borrmaskin.

I detta och andra hål i arbetsstyckena tar vi bort avfasningar med hjälp av en fingerskärare monterad på axeln av en miniborr.
Vi sätter in skaftet på kvarnhandtaget i elementets hål i form av en liksidig trapets och skruvar och drar åt muttern på den andra sidan av plattan, som vi sedan svetsar till plattan.

Vi borrar ett genomgående hål i ett fyrkantigt profilrör genom två motsatta sidor. Vi borrar också ett hål på en hylla av stålvinkeln längs kanterna.


Med hjälp av en kvarn skär vi av elementet med det tidigare borrade hålet från profilens fyrkantsrör.

Vi installerar remsor med hål på dubbarna och fäster dem med muttrar.Vi kontrollerar platsen där plattorna konvergerar med en rektangulär kvadrat, i de vertikala och horisontella planen, genom att lossa eller dra åt muttrarna på dubbarna. Efter det drar vi äntligen åt muttrarna.

Vi svetsar muttern som skruvas på gängan på kvarnhandtaget till plattan i form av en liksidig trapets.

Vi placerar en trapetsformad platta med en svetsad mutter på de konvergerande plattorna som är monterade på kvarnen och svetsar den på den plats där den sammanfaller i plan med de nedre plattorna.

Vi svetsar en bult med ett runt huvud till platsen där plattorna konvergerar på kvarnen, och huvudet ska vara placerat på sidan där skivan är installerad på kvarnen.

Vi tar bort de konvergerande plattorna från vinkelslipen och svetsar slutligen fast bulten till dem. Vi slipar alla svetsfogar med en slipskiva.
Använd hålen för att installera ett fragment av profilröret på bulten som är svetsad till de konvergerande plattorna och dra åt den med en mutter.
Vi placerar utrustningen med kvarnen på den flänsade plattan. Dessutom bör fragmentet av profilröret, på ena sidan, sammanfalla med längden på sidan av plattan, och den andra ska vila mot basen av flänsen.
I denna position svetsar vi ett fragment av profilröret till plattan, först och ser till att dess sidor är vinkelräta mot sidan av basplattan.
För att göra matlagning bekväm tar vi bort utrustningen tillsammans med kvarnen och lämnar bara ett fragment av ett fyrkantigt rör på plattan.
Efter den slutliga installationen svetsar vi ett stålhörn med hål närmare den andra kanten av plåten och matchar i längd till plåtens bredd.

Vi skär ut den yttre halvan av den vertikala hyllan i hörnet med en kvarn. Vi rengör alla sömmar och bearbetningsområden med en slipskiva.
Vi målar de svetsade enheterna med svart färg från en aerosolburk.Vi monterar alla delar av utrustningen på kvarnen med dubbar, muttrar och bultar.


Vi kontrollerar avståndet från skivan till kanten av glidplattan. Det ska vara likadant överallt.

En kvarn monterad på en glidare kan göra rörelser runt bulten i ett vertikalt plan som en pendelsågskiva.

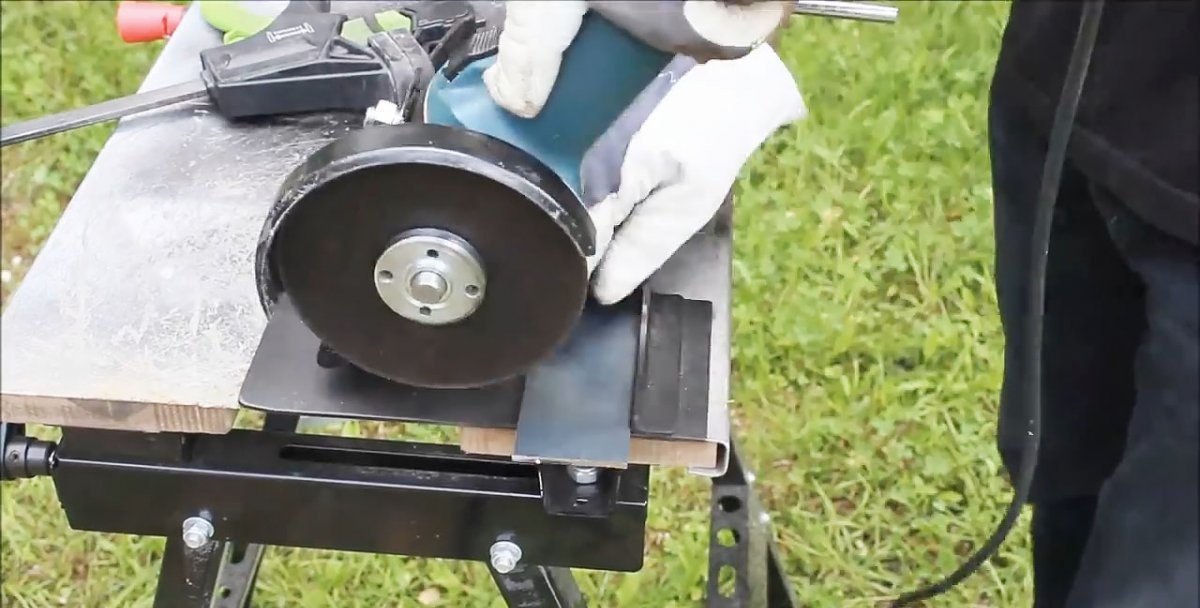
Nu kan en vinkelslip med sådan utrustning snabbt och exakt skära plåt, skära rektangulära fragment, rengöra kanter, skära smala remsor från en lång plåt längs en styrning med hög precision, skära rör och bandmaterial, runda hörn på arbetsstycken genom att byta ut skäret. skiva med en slipande, rena rostskyddande ämnen, vilket ger dem ett säljbart utseende, etc.



Läs också hur man gör ett väldigt enkelt stativ för en vinkelslip - https://home.washerhouse.com/sv/4355-prostaya-stoyka-dlya-bolgarki.html
Användningsområdet för denna slipmaskin kan utökas ytterligare och produktivitet och effektivitet kan ökas med hjälp av avtagbara tillbehör som du kan göra själv, med lite ansträngning och flit. Dessutom kan vi nöja oss med vanliga material och enkla verktyg.

Kommer att behöva
Förutom kvarnen, som vi ska förbättra, behöver vi:
- borrmaskin;
- mini borr;
- arkbockningsmaskin;
- svetsutrustning;
- skiftnycklar;
- mätinstrument.
Materialet vi behöver är:
- plåt 2 mm tjock;
- stål lika vinkel;
- profil fyrkantsrör;
- sexkantsbult med rund huvud;
- dubbar, muttrar, brickor;
- en burk svart sprayfärg.
Teknik för tillverkning av flyttbar utrustning

Med hjälp av en kvarn skär vi ämnen av önskad storlek från plåt eller remsa, såväl som stålvinkel.

Alla kanter och hörn på arbetsstyckena bearbetas och rundas med hjälp av en slipskiva. Vi markerar och gör hål med önskad diameter i arbetsstyckena på en borrmaskin.

Vi skruvar förberedda stift i de gängade hålen på sidorna av vinkelslipen.

Med hjälp av en miniborr med en fingerskärare fäst vid bordet tar vi bort avfasningar i arbetsstyckenas hål. Vi fixerar två plattor på kvarnen med dubbar och muttrar. Vid den punkt där plattorna konvergerar kommer en bult med ett runt huvud för en sexkant och en gänga för en mutter att svetsas.

På en plåtbockningsmaskin gör vi en 30 graders sträng på den smala sidan av en stor plåtbit.

Med hjälp av en skärskiva skär vi ut ett element i form av en liksidig trapets från en smal remsa av metall enligt markeringarna och gör ett hål i mitten på en borrmaskin.

I detta och andra hål i arbetsstyckena tar vi bort avfasningar med hjälp av en fingerskärare monterad på axeln av en miniborr.
Vi sätter in skaftet på kvarnhandtaget i elementets hål i form av en liksidig trapets och skruvar och drar åt muttern på den andra sidan av plattan, som vi sedan svetsar till plattan.

Vi borrar ett genomgående hål i ett fyrkantigt profilrör genom två motsatta sidor. Vi borrar också ett hål på en hylla av stålvinkeln längs kanterna.

Med hjälp av en kvarn skär vi av elementet med det tidigare borrade hålet från profilens fyrkantsrör.

Vi installerar remsor med hål på dubbarna och fäster dem med muttrar.Vi kontrollerar platsen där plattorna konvergerar med en rektangulär kvadrat, i de vertikala och horisontella planen, genom att lossa eller dra åt muttrarna på dubbarna. Efter det drar vi äntligen åt muttrarna.

Vi svetsar muttern som skruvas på gängan på kvarnhandtaget till plattan i form av en liksidig trapets.

Vi placerar en trapetsformad platta med en svetsad mutter på de konvergerande plattorna som är monterade på kvarnen och svetsar den på den plats där den sammanfaller i plan med de nedre plattorna.

Vi svetsar en bult med ett runt huvud till platsen där plattorna konvergerar på kvarnen, och huvudet ska vara placerat på sidan där skivan är installerad på kvarnen.

Vi tar bort de konvergerande plattorna från vinkelslipen och svetsar slutligen fast bulten till dem. Vi slipar alla svetsfogar med en slipskiva.
Använd hålen för att installera ett fragment av profilröret på bulten som är svetsad till de konvergerande plattorna och dra åt den med en mutter.
Vi placerar utrustningen med kvarnen på den flänsade plattan. Dessutom bör fragmentet av profilröret, på ena sidan, sammanfalla med längden på sidan av plattan, och den andra ska vila mot basen av flänsen.
I denna position svetsar vi ett fragment av profilröret till plattan, först och ser till att dess sidor är vinkelräta mot sidan av basplattan.
För att göra matlagning bekväm tar vi bort utrustningen tillsammans med kvarnen och lämnar bara ett fragment av ett fyrkantigt rör på plattan.
Efter den slutliga installationen svetsar vi ett stålhörn med hål närmare den andra kanten av plåten och matchar i längd till plåtens bredd.

Vi skär ut den yttre halvan av den vertikala hyllan i hörnet med en kvarn. Vi rengör alla sömmar och bearbetningsområden med en slipskiva.
Vi målar de svetsade enheterna med svart färg från en aerosolburk.Vi monterar alla delar av utrustningen på kvarnen med dubbar, muttrar och bultar.


Vi kontrollerar avståndet från skivan till kanten av glidplattan. Det ska vara likadant överallt.
En kvarn monterad på en glidare kan göra rörelser runt bulten i ett vertikalt plan som en pendelsågskiva.
Möjlighet till vinkelslip med utrustning

Nu kan en vinkelslip med sådan utrustning snabbt och exakt skära plåt, skära rektangulära fragment, rengöra kanter, skära smala remsor från en lång plåt längs en styrning med hög precision, skära rör och bandmaterial, runda hörn på arbetsstycken genom att byta ut skäret. skiva med en slipande, rena rostskyddande ämnen, vilket ger dem ett säljbart utseende, etc.


Läs också hur man gör ett väldigt enkelt stativ för en vinkelslip - https://home.washerhouse.com/sv/4355-prostaya-stoyka-dlya-bolgarki.html
Titta på videon
Liknande mästarklasser





Särskilt intressant






Kommentarer (0)
