2 knep: hur man skär en gänga med en bult och tätar med koppartråd

Ibland blir det nödvändigt att återställa gängan i hålet på en kroppsdel, en mutter, eller till och med skära den i metall som inte är för hård. När du har en lämplig kran med tillbehör till hands är det inte svårt att utföra dessa operationer. Men vad händer om du inte har rätt kran?
Att göra en kran av en stålbult
En bult utan preliminär förberedelse kommer inte att fungera: rost och särskilt spån har höga nötande egenskaper och utan att ha någon väg ut kommer de att jämna ut tråden, och den kommer slutligen att misslyckas.

Vår uppgift är att ge bulten lite sken av en kran. För att göra detta klämmer vi fast det med huvudet i ett skruvstycke och använder en metallfil för att bilda en kon i änden av stången, vilket säkerställer smidigt inträde i hålet och dess inriktning i förhållande till den längsgående axeln.

Också, något steg tillbaka från änden av stången med hjälp av kanterna på en fil eller en slipskiva, gör vi två eller tre spår i en vinkel mot stångens längdaxel.De är nödvändiga för att ta emot, ackumulera och avlägsna rost och metallspån som genereras under restaurering eller gängning.

Experter rekommenderar att djupet på spåren görs cirka 1,5 gånger större än den vertikala gängprofilen. Nu har vår bult fått grundformerna av en riktig kran och är helt klar att användas.
Låt oss kolla vårt hemgjorda verktyg i aktion. Vi fäster en del med bruten invändig gänga eller till och med bara ett hål för en gänga i en del av mjukt material i ett skruvstycke.
Sätt försiktigt in den koniska delen av gängbultsstången i hålet, maximera inriktningen av verktyget och delen, och börja försiktigt vrida bulthuvudet med en skiftnyckel.
De första revolutionerna är de mest kritiska. Om du inte känner ett helt ingrepp eller om bulten börjar skeva, måste du skruva loss den och börja om, ta bort de resulterande spånorna och tillsätta lite mer smörjmedel.

Så fort ett fullt ingrepp inträffar kan bulten skruvas in mer intensivt genom att byta ut öppningsnyckeln med ett huvud med en knopp. För att bilda en helgängad profil skruvar vi i och skruvar loss vår hemmagjorda kran längs hela gängan flera gånger.

Vi skruvar helt loss den hemmagjorda kranen, använder kanten på filen för att bilda en ingångsfas och kontrollerar kvaliteten på den skurna eller återställda gängan med en standardbult. Av allt att döma blev snidningen utmärkt.

Hur man tillförlitligt tätar en huvudgänga med koppartråd
Vanligtvis används fina gängor för dessa ändamål, men det är möjligt att säkerställa tätheten hos en standardgängad anslutning om du använder koppartråd.
För att göra detta, ta bort plastisoleringen från kopparkärnan med hjälp av en stripper och skär av önskad längd.

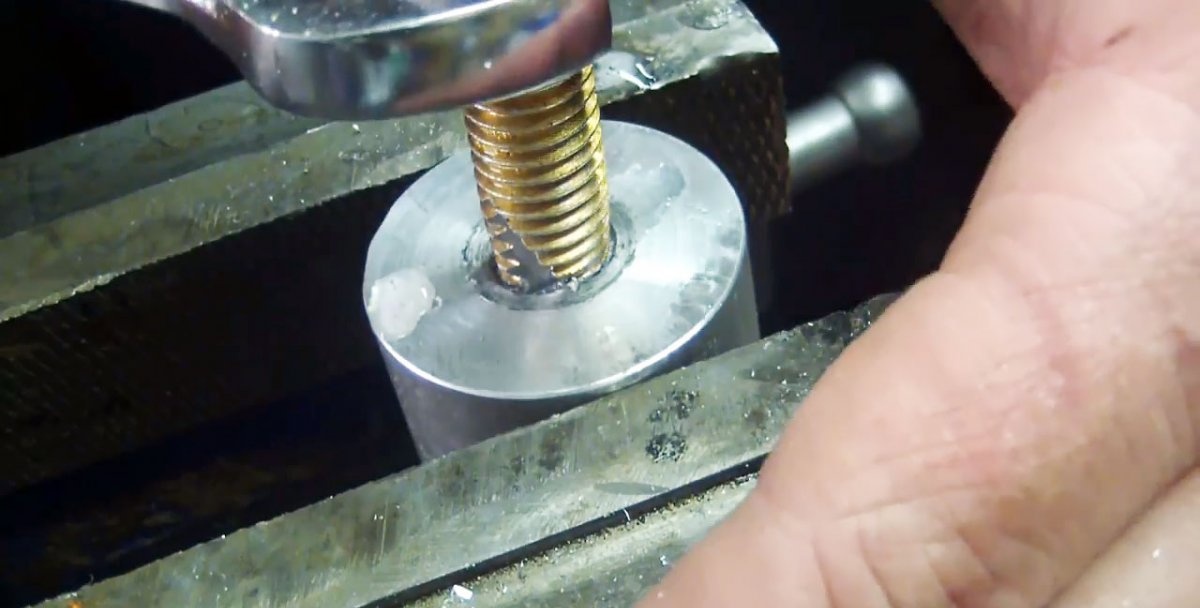
Vi lindar koppartråden runt bultaxeln direkt under huvudet och gör flera varv.

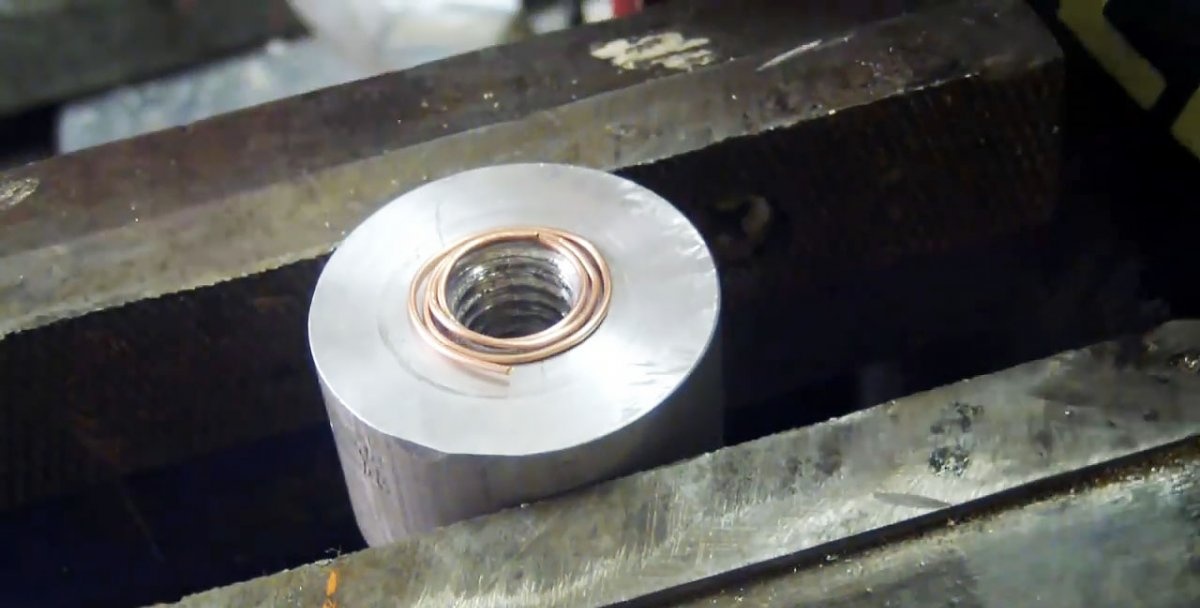
Ta bort den resulterande kopparringen från bulten och placera den koaxiellt på det gängade hålet.
Vi skruvar in bulten i hålet ovanpå den improviserade kopparringen, först med en hand och drar sedan åt den ordentligt med en skiftnyckel tills den stannar.
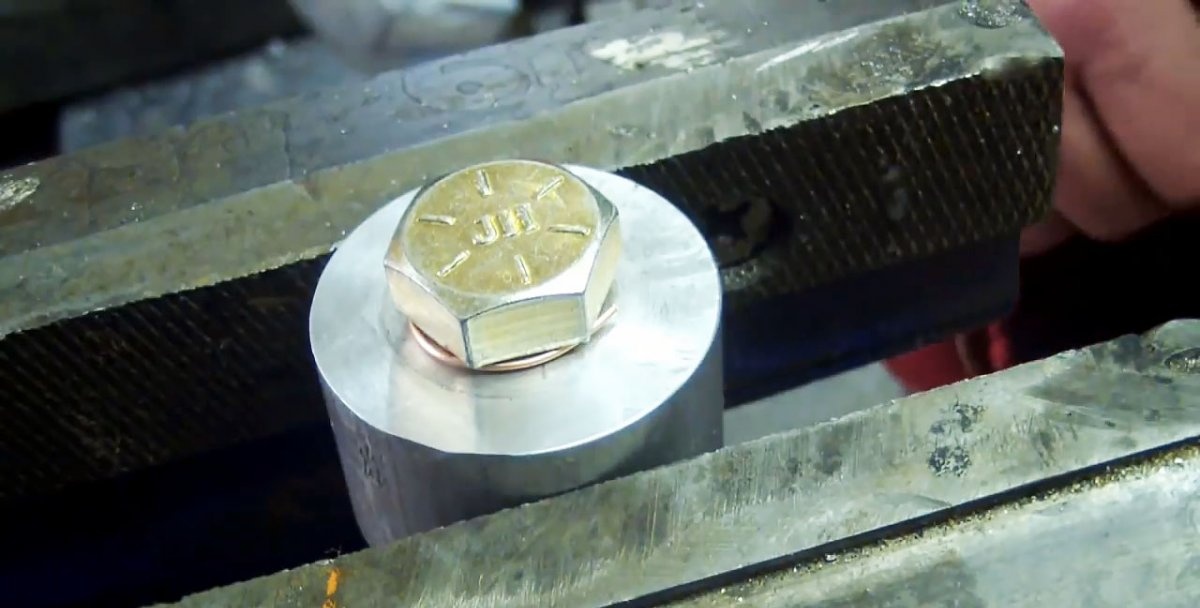
Vi kontrollerar kvaliteten på gängtätningen genom att säkert fästa delen med en bult och en tätning gjord av koppartråd till monteringen av högtryckskällan.

Vi ökar gradvis trycket och bringar det till 110 psi eller 750 kR, vilket är ungefär lika med 7,5 kg/cm2.

Vi ser att den gängade anslutningen lugnt håller detta tryck, eftersom manometeravläsningen inte sjunker.
Vi applicerar en tvållösning på skruvförbandet och ser återigen till att anslutningen är tät, eftersom inga såpbubblor är synliga.
Titta på videon
Liknande mästarklasser






Särskilt intressant






Kommentarer (1)
