Hur man gör en superkvarn själv från en vanlig kvarn
Att köpa en fabrikstillverkad bandslip är förknippat med höga kostnader. Dessutom har den industriella kvarnen stora dimensioner och kan kräva en betydande yta för sin installation.
Men det är möjligt att göra denna slipmaskin själv i en hemverkstad utan höga kostnader och samtidigt kompakt storlek, baserad på en standardkvarn.
Det bör noteras att arbetet kommer att kräva att vi tar lite tid, vissa färdigheter och förbereder material, utrustning och verktyg.

För att göra hemgjorda produkter behöver vi ganska tillgängliga och billiga material:
Vissa operationer kan göras manuellt, men arbetet kommer att gå snabbare och lättare om du har:
Vår hemgjorda produkt kommer att bestå av tre huvudkomponenter:
Det är bättre att förbereda i förväg, om inte ritningar, så åtminstone beräkningar av huvuddimensionerna. Med hjälp av mätanordningar kommer vi att överföra dem till arbetsstyckena och först efter det börjar vi skära.
Vi ska svetsa maskinramen från ett fyrkantigt rör.

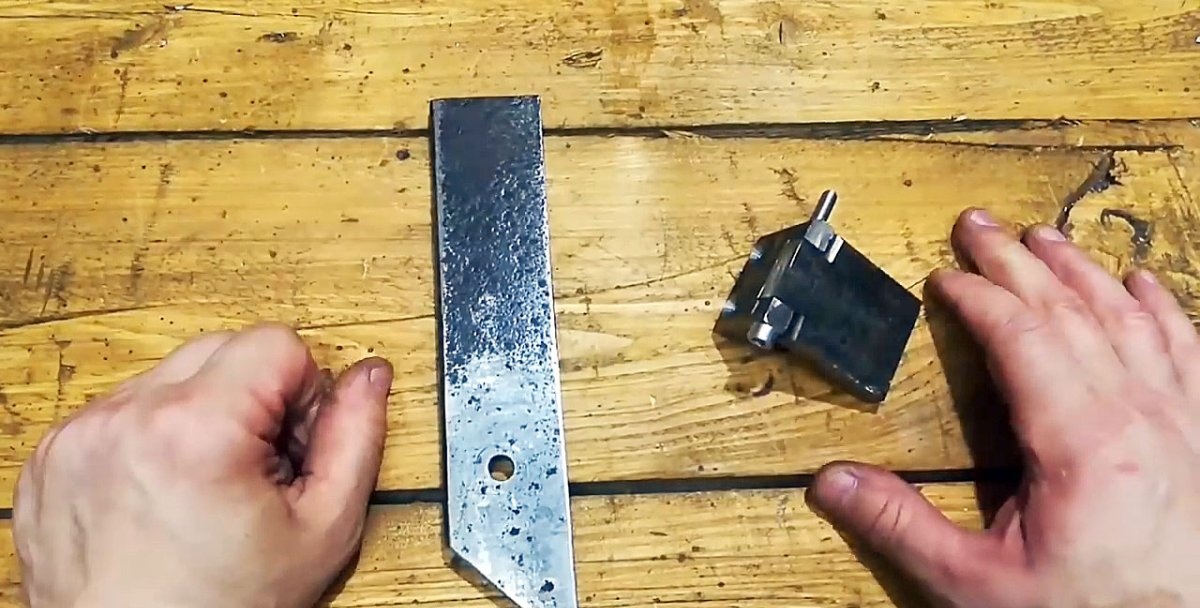
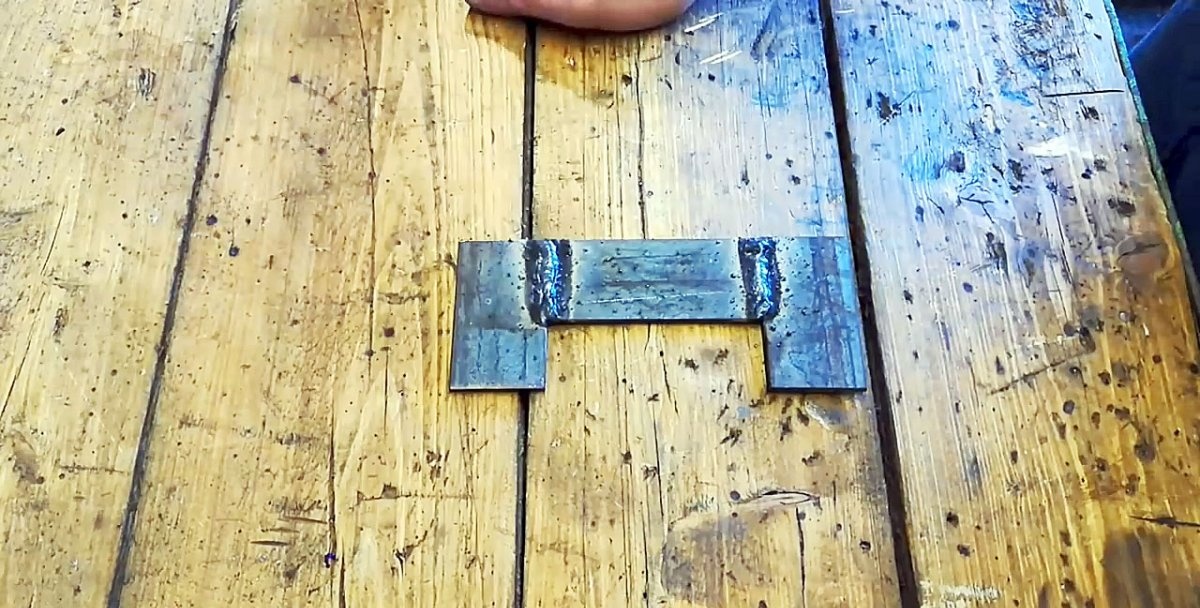
Vi kommer att göra ett av elementen från en stållik flänsvinkel, som efter märkning, skärning och borrning kommer att vara en enhet med identiska utskärningar längs kanterna på en hylla, och i den återstående delen görs två lika hål närmare den intilliggande hyllan och dess kanter. Senare kommer denna enhet att vidareutvecklas.

Med den ovan beskrivna knuten som en mall, markerar vi en stålliknande flänsvinkel av mindre dimensioner, fäster den på den förkortade hyllan och riktar in deras mittpunkter. Vi överför mitten av de två hålen till en av hyllorna i det mindre hörnet. Längs kanterna markerar vi ytterligare två hål, lika långt från ändarna. Sedan borrar vi 4 hål enligt markeringarna och tar bort grader från alla hål.
Vi slutför monteringen gjord från ett stort hörn: vi skär spår med en skärskiva från kanten av hyllan till hålen, vars bredd är lika med diametern, tar bort graderna och rundar kanterna med en fil.

Med hjälp av en svetsmall svetsar vi ett litet hörn med fyra hål med en annan hylla symmetriskt till änden av en sektion av profilrör - ett ramelement.
Vi monterar basenheterna i önskad ordning och svetsar ihop dem.

Vi markerar metallremsan och mäter den med längden på en del av elementet (12 cm), gjord av ett litet hörn. I det inre övre hörnet av ramen placerar vi en förlängd mutter, som sedan svetsas.
Vi lägger en remsa under ramen så att den är parallell med det lilla hörnet och sticker ut 12 cm utanför ramens längsgående element Markera borrplatsen på remsan längs muttern, gör ett hål och skär en tråd i den med en knacka. Vi svetsar muttern på plats.

Vi skruvar remsan med hålet till muttern med en bult och installerar den i en vinkel på 45 grader mot de intilliggande ramelementen.

I denna position på remsan, rita en linje med den yttre kanten av det vertikala ramelementet och skär den längs markeringarna. Vi svetsar en limiter för spaken med ett snett snitt till ramelementet på plats. Vi bearbetar spaken på ett cirkulärt sätt på en slipsten.


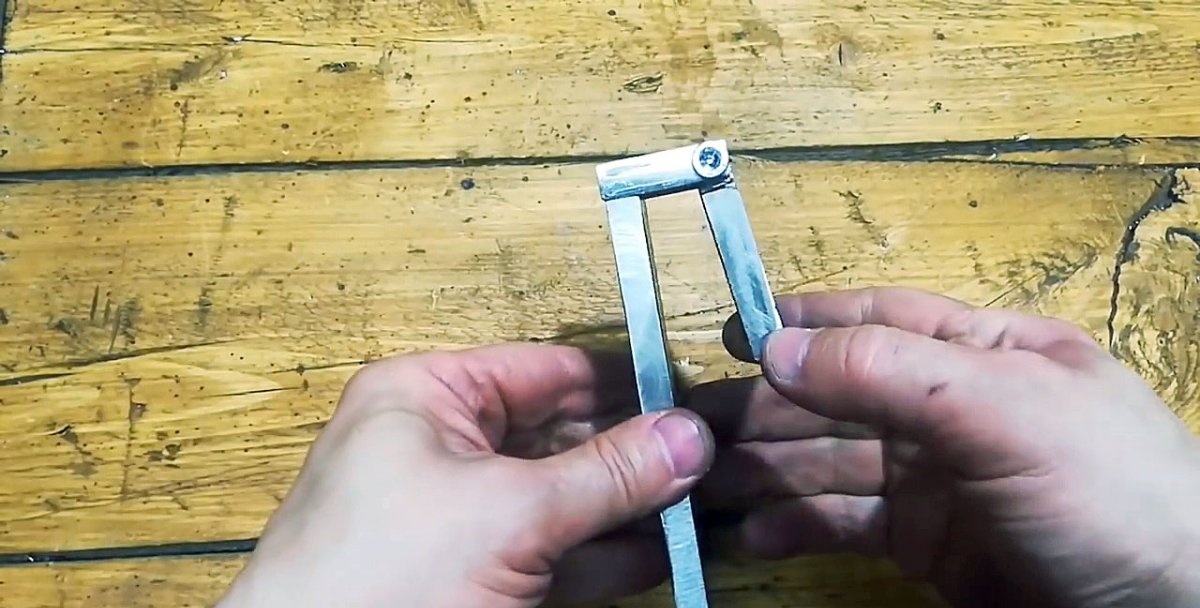
Från resten av remsan skär vi av ett fragment med en höjd som är något mindre än dess bredd och gör en symmetrisk skåra i den från den mindre änden. Med den här delen som mall skär vi av ett lite längre fragment från remsan, men med en motsvarande spik.
Vi förbinder dessa två element så att de fritt kan rotera i förhållande till varandra tack vare en axel som går genom ett genomgående hål i två utsprång och en spik.

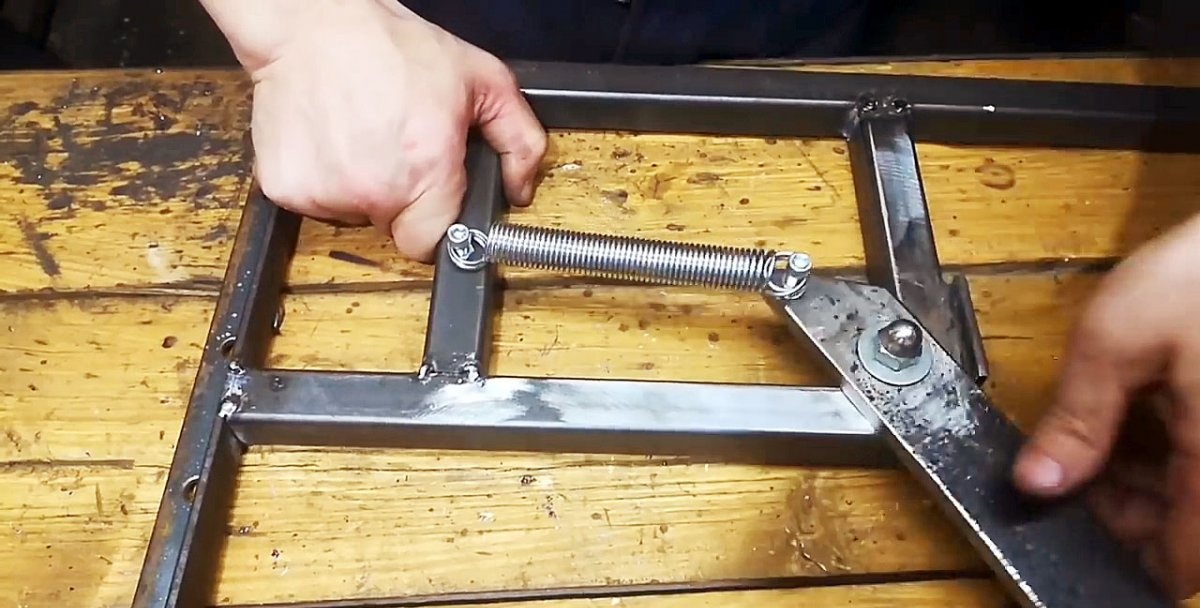
Vi borrar två hål i den platta änden av spaken och skär trådar i dem. Vi fäster den rörliga enheten med två skruvar i änden av spaken, och hela systemet med en bult till en mutter svetsad till ramen.




Närmare den vassa änden av spaken och i det vertikala ramelementet mittemot borrar vi hål och fäster bultar och muttrar i den. Vi ansluter en fjäder till dem för att hålla spaken i dess yttersta läge.

Vi borrar hål i spaken och det rörliga elementet och skär sedan trådar i dem.

Vi skär två identiska fragment från en tunn metallremsa. Vi gör hål i dem längs kanterna och svetsar dem till ramen för stabilitet eller fästning till en annan bas.

Vi fäster bultarna med muttrar i de yttre hålen i elementet från hörnet. Vi fäster stiftet i hålet på den rörliga "tungan" på spaken med en mutter.

Vi sätter in och fäster kortare bultar i de två centrala hålen. Vi lägger brickor ovanpå muttrarna, från utsidan, med hjälp av slitsarna, installerar vi ett element tillverkat från en stor vinkel och drar åt det med muttrar.

Vi sätter en fjäder och en bricka på bultens axel med ett plasthuvud och skruvar in det, komprimerar fjädern, i det gängade hålet i den rörliga spaken så att bultens ände vilar mot "tungan" och det kan vara avled vid behov.

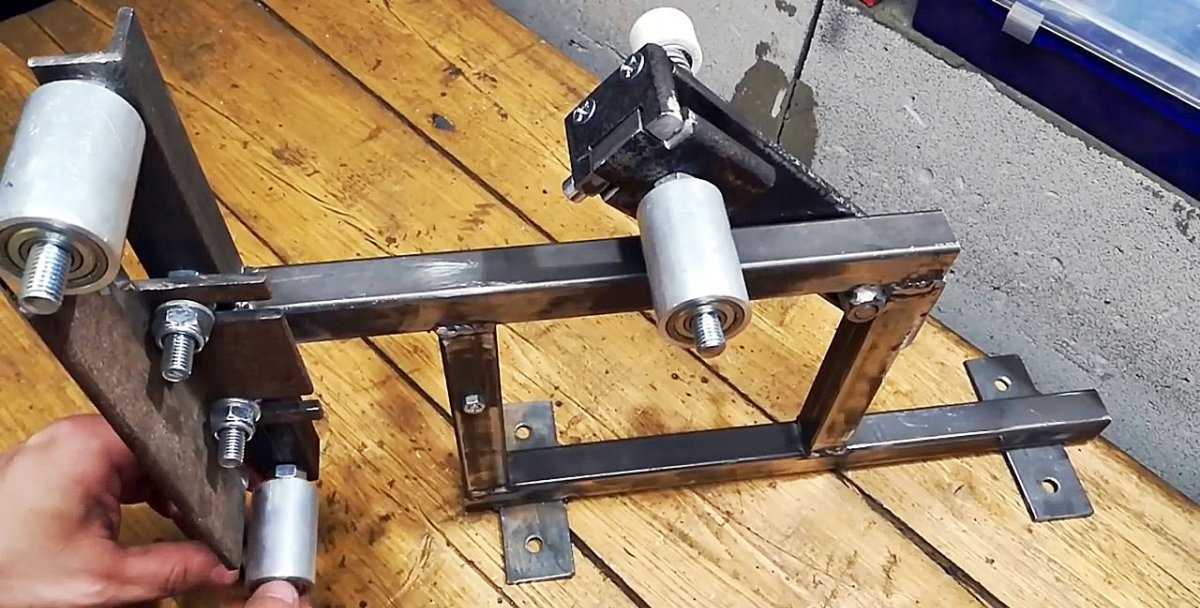
Av aluminiumkabelhylsor gör vi tre likadana rör och ett lite längre. Vi trycker in ett lager i de korta rören i de förberedda uttagen, och i de långa rören trycker vi en förlängd sexkantsmutter med hjälp av en skruvpress.
Vi installerar brickor på stängerna på de tre bultarna och sedan rör med lager pressade in i dem och säkrar dem med muttrar.
Med hjälp av en metalllinjal riktar vi in den yttre sidan av elementets fläns från det stora hörnet till planet med rören i ändarna av elementet från det mindre hörnet och drar åt det i detta läge med muttrar.
Från en metallremsa med önskad bredd skär vi ut fyra fragment av samma längd och två till - en kortare, den andra längre. Från dem bildar vi en enhet för att fästa en vinkelslip med förmågan att ändra sin position i två plan.




Fästpunkten för vinkelslipen kommer i sin tur att fästas vid basen av ramen med två bultar svetsade till den i förväg.
Vi installerar kvarnen på plats och skruvar ett aluminiumrör med en mutter intryckt på spindeln.

Vi sätter fjädern på den rörliga spaken på plats och sätter en ringtejp gjord av en remsa av sandpapper på aluminiumrullarna.För att göra detta, övervinner vi fjäderkraften, flyttar vi spänningsrullen mot den drivna, och efter att ha installerat tejpen på rullarna, släpp den för att skapa en spänningskraft.
Vi sätter på kvarnen och tittar på bandet. Om den rör sig åt sidan, ändrar vi genom att vrida skruvhuvudet positionen för justeringsrullens axel och motverkar förskjutningen av tejpen.
Allt som återstår är att installera arbetsbordet på sidan av slipbandets arbetsgren med hjälp av en justerbar konsol monterad på ramen.


För att ge enheten ett estetiskt utseende kan den tas isär och delarna kan målas med rostskyddsemalj och sedan sättas ihop igen.

Men det är möjligt att göra denna slipmaskin själv i en hemverkstad utan höga kostnader och samtidigt kompakt storlek, baserad på en standardkvarn.
Det bör noteras att arbetet kommer att kräva att vi tar lite tid, vissa färdigheter och förbereder material, utrustning och verktyg.

Kommer att behöva
För att göra hemgjorda produkter behöver vi ganska tillgängliga och billiga material:
- annan metall (vinkel, profilrör, remsa);
- gängade delar (muttrar, brickor, skruvar, bultar, dubbar);
- drag- och tryckfjädrar;
- bult med plasthandtagshuvud;
- aluminiumkabelhylsor;
- lager;
- emalj mot rost.
Vissa operationer kan göras manuellt, men arbetet kommer att gå snabbare och lättare om du har:
- kvarn med skärskiva;
- borrmaskin;
- svetsutrustning;
- borr med borr och försänkning;
- fyrkant och penna;
- bromsok och måttband;
- kärna och hammare;
- metall fil;
- kran, skruvmejsel och nycklar.
Tillverkningsteknik för en slipmaskin från en vinkelslip
Vår hemgjorda produkt kommer att bestå av tre huvudkomponenter:
- kraftram (ram);
- drivning (kvarn);
- spänningsrullsystem;
Det är bättre att förbereda i förväg, om inte ritningar, så åtminstone beräkningar av huvuddimensionerna. Med hjälp av mätanordningar kommer vi att överföra dem till arbetsstyckena och först efter det börjar vi skära.
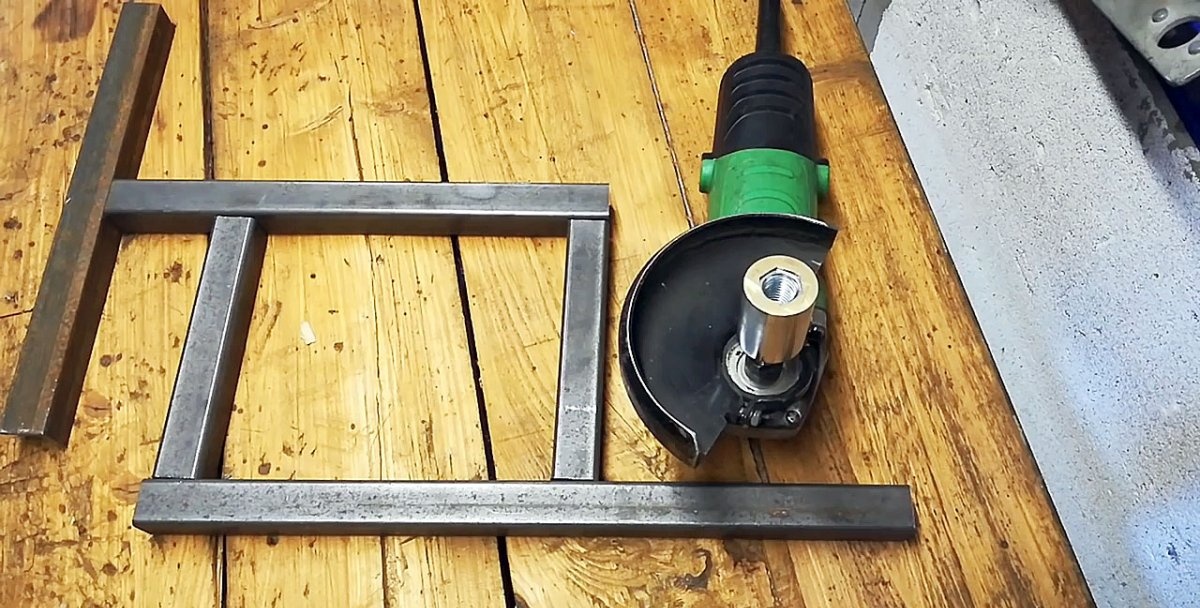
Vi ska svetsa maskinramen från ett fyrkantigt rör.
Vi kommer att göra ett av elementen från en stållik flänsvinkel, som efter märkning, skärning och borrning kommer att vara en enhet med identiska utskärningar längs kanterna på en hylla, och i den återstående delen görs två lika hål närmare den intilliggande hyllan och dess kanter. Senare kommer denna enhet att vidareutvecklas.

Med den ovan beskrivna knuten som en mall, markerar vi en stålliknande flänsvinkel av mindre dimensioner, fäster den på den förkortade hyllan och riktar in deras mittpunkter. Vi överför mitten av de två hålen till en av hyllorna i det mindre hörnet. Längs kanterna markerar vi ytterligare två hål, lika långt från ändarna. Sedan borrar vi 4 hål enligt markeringarna och tar bort grader från alla hål.
Vi slutför monteringen gjord från ett stort hörn: vi skär spår med en skärskiva från kanten av hyllan till hålen, vars bredd är lika med diametern, tar bort graderna och rundar kanterna med en fil.

Med hjälp av en svetsmall svetsar vi ett litet hörn med fyra hål med en annan hylla symmetriskt till änden av en sektion av profilrör - ett ramelement.
Vi monterar basenheterna i önskad ordning och svetsar ihop dem.

Vi markerar metallremsan och mäter den med längden på en del av elementet (12 cm), gjord av ett litet hörn. I det inre övre hörnet av ramen placerar vi en förlängd mutter, som sedan svetsas.
Vi lägger en remsa under ramen så att den är parallell med det lilla hörnet och sticker ut 12 cm utanför ramens längsgående element Markera borrplatsen på remsan längs muttern, gör ett hål och skär en tråd i den med en knacka. Vi svetsar muttern på plats.
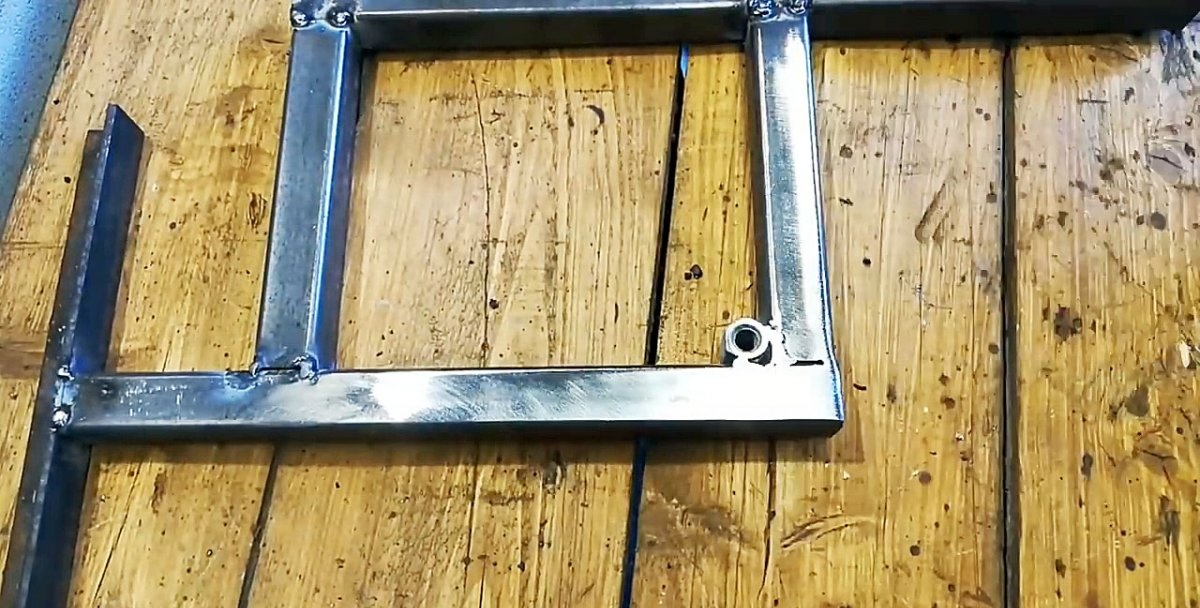
Vi skruvar remsan med hålet till muttern med en bult och installerar den i en vinkel på 45 grader mot de intilliggande ramelementen.

I denna position på remsan, rita en linje med den yttre kanten av det vertikala ramelementet och skär den längs markeringarna. Vi svetsar en limiter för spaken med ett snett snitt till ramelementet på plats. Vi bearbetar spaken på ett cirkulärt sätt på en slipsten.


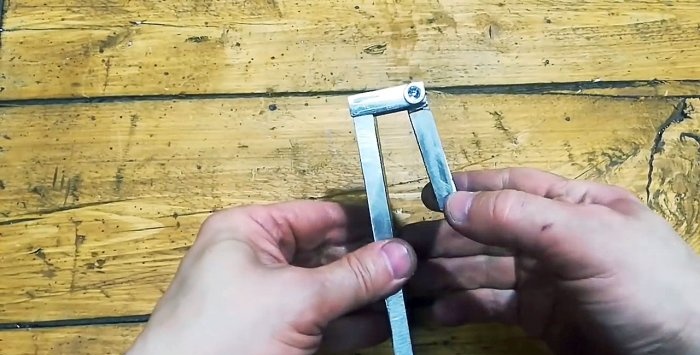
Från resten av remsan skär vi av ett fragment med en höjd som är något mindre än dess bredd och gör en symmetrisk skåra i den från den mindre änden. Med den här delen som mall skär vi av ett lite längre fragment från remsan, men med en motsvarande spik.
Vi förbinder dessa två element så att de fritt kan rotera i förhållande till varandra tack vare en axel som går genom ett genomgående hål i två utsprång och en spik.

Vi borrar två hål i den platta änden av spaken och skär trådar i dem. Vi fäster den rörliga enheten med två skruvar i änden av spaken, och hela systemet med en bult till en mutter svetsad till ramen.



Närmare den vassa änden av spaken och i det vertikala ramelementet mittemot borrar vi hål och fäster bultar och muttrar i den. Vi ansluter en fjäder till dem för att hålla spaken i dess yttersta läge.
Vi borrar hål i spaken och det rörliga elementet och skär sedan trådar i dem.

Vi skär två identiska fragment från en tunn metallremsa. Vi gör hål i dem längs kanterna och svetsar dem till ramen för stabilitet eller fästning till en annan bas.

Vi fäster bultarna med muttrar i de yttre hålen i elementet från hörnet. Vi fäster stiftet i hålet på den rörliga "tungan" på spaken med en mutter.

Vi sätter in och fäster kortare bultar i de två centrala hålen. Vi lägger brickor ovanpå muttrarna, från utsidan, med hjälp av slitsarna, installerar vi ett element tillverkat från en stor vinkel och drar åt det med muttrar.

Vi sätter en fjäder och en bricka på bultens axel med ett plasthuvud och skruvar in det, komprimerar fjädern, i det gängade hålet i den rörliga spaken så att bultens ände vilar mot "tungan" och det kan vara avled vid behov.

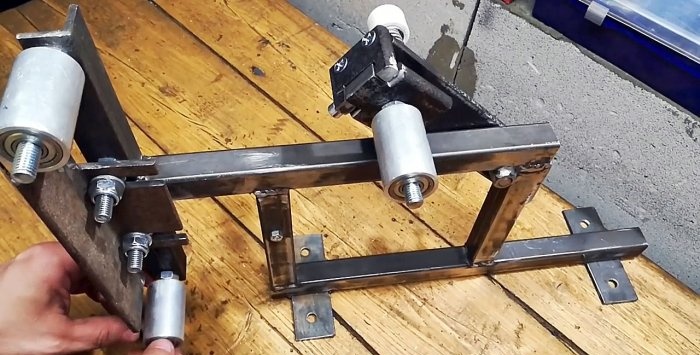
Av aluminiumkabelhylsor gör vi tre likadana rör och ett lite längre. Vi trycker in ett lager i de korta rören i de förberedda uttagen, och i de långa rören trycker vi en förlängd sexkantsmutter med hjälp av en skruvpress.
Vi installerar brickor på stängerna på de tre bultarna och sedan rör med lager pressade in i dem och säkrar dem med muttrar.
Med hjälp av en metalllinjal riktar vi in den yttre sidan av elementets fläns från det stora hörnet till planet med rören i ändarna av elementet från det mindre hörnet och drar åt det i detta läge med muttrar.
Från en metallremsa med önskad bredd skär vi ut fyra fragment av samma längd och två till - en kortare, den andra längre. Från dem bildar vi en enhet för att fästa en vinkelslip med förmågan att ändra sin position i två plan.



Fästpunkten för vinkelslipen kommer i sin tur att fästas vid basen av ramen med två bultar svetsade till den i förväg.
Vi installerar kvarnen på plats och skruvar ett aluminiumrör med en mutter intryckt på spindeln.
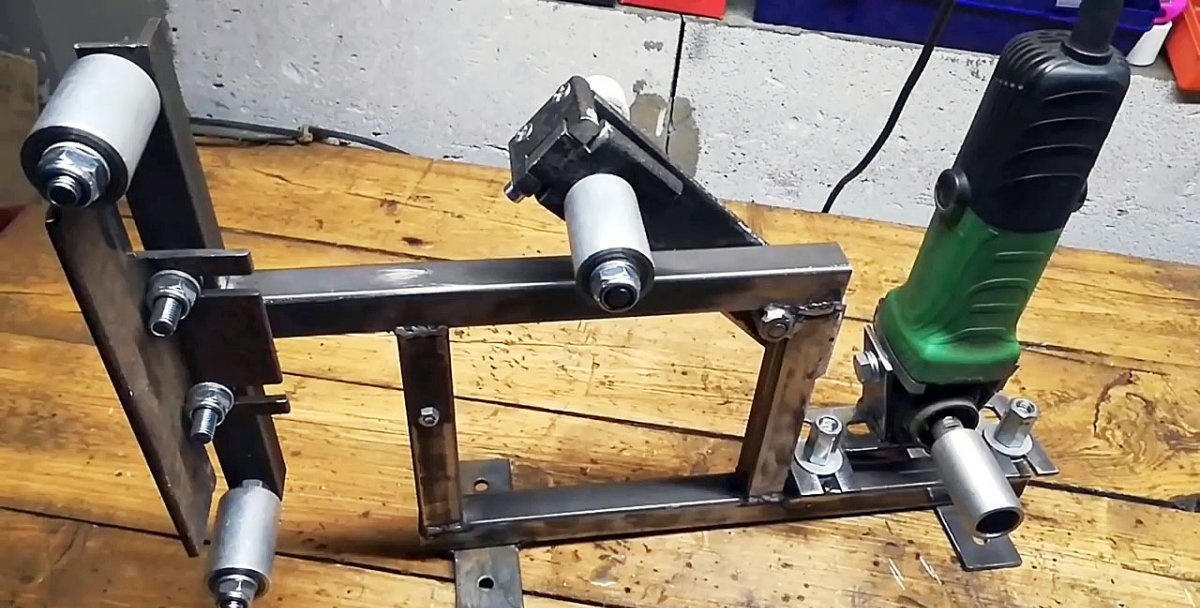
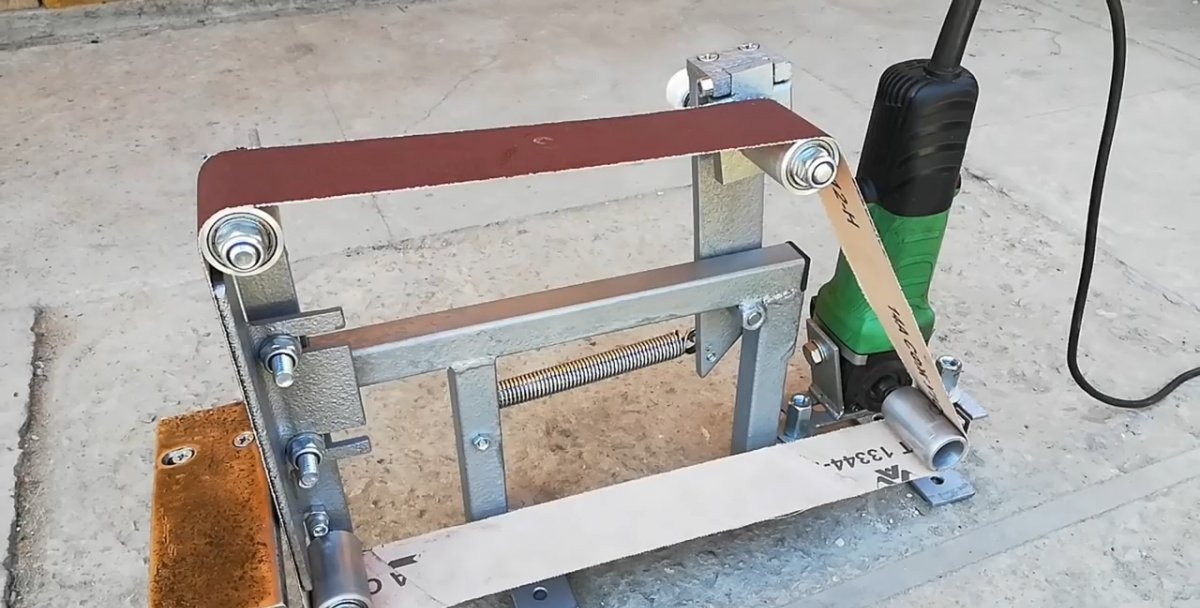
Vi sätter fjädern på den rörliga spaken på plats och sätter en ringtejp gjord av en remsa av sandpapper på aluminiumrullarna.För att göra detta, övervinner vi fjäderkraften, flyttar vi spänningsrullen mot den drivna, och efter att ha installerat tejpen på rullarna, släpp den för att skapa en spänningskraft.
Vi sätter på kvarnen och tittar på bandet. Om den rör sig åt sidan, ändrar vi genom att vrida skruvhuvudet positionen för justeringsrullens axel och motverkar förskjutningen av tejpen.
Allt som återstår är att installera arbetsbordet på sidan av slipbandets arbetsgren med hjälp av en justerbar konsol monterad på ramen.


För att ge enheten ett estetiskt utseende kan den tas isär och delarna kan målas med rostskyddsemalj och sedan sättas ihop igen.
Titta på videon
Liknande mästarklasser

Hur man gör en bandslip utan att svetsa på basen

Enkel 12V minikvarn

Den enklaste kvarnen utan svetsning och svarvning från en tvättmaskinsmotor

Ett stativ för en vinkelslip tillverkad av handtaget på en barncykel. Ytterst

Att göra ett långt skärställ för en vinkelslip

En mycket enkel slipmaskin tillverkad av tillgängliga material
Särskilt intressant






Kommentarer (0)
