Lätt, billig gör-det-själv-skruvstäd
När du utför VVS- och snickeriarbeten kan du inte klara dig utan ett skruvstycke. Detta är ganska dyr utrustning, vars köp är opraktiskt för en liten hemverkstad. För att inte spendera pengar på en fabriksskruv kan du göra dem själv. Naturligtvis kan en hemgjord produkt inte jämföras med en riktig last när det gäller tillförlitlighet, men den gör sitt jobb, och viktigast av allt kommer inköp av material för dess tillverkning att kosta minst 10 gånger mindre.

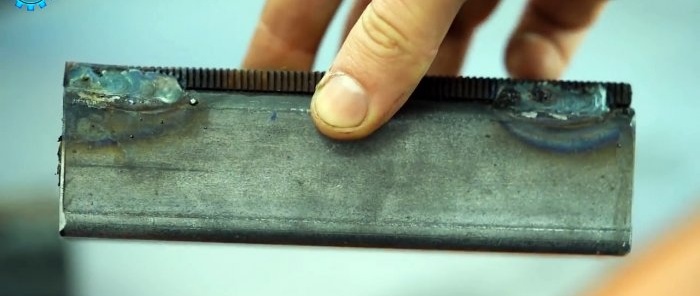
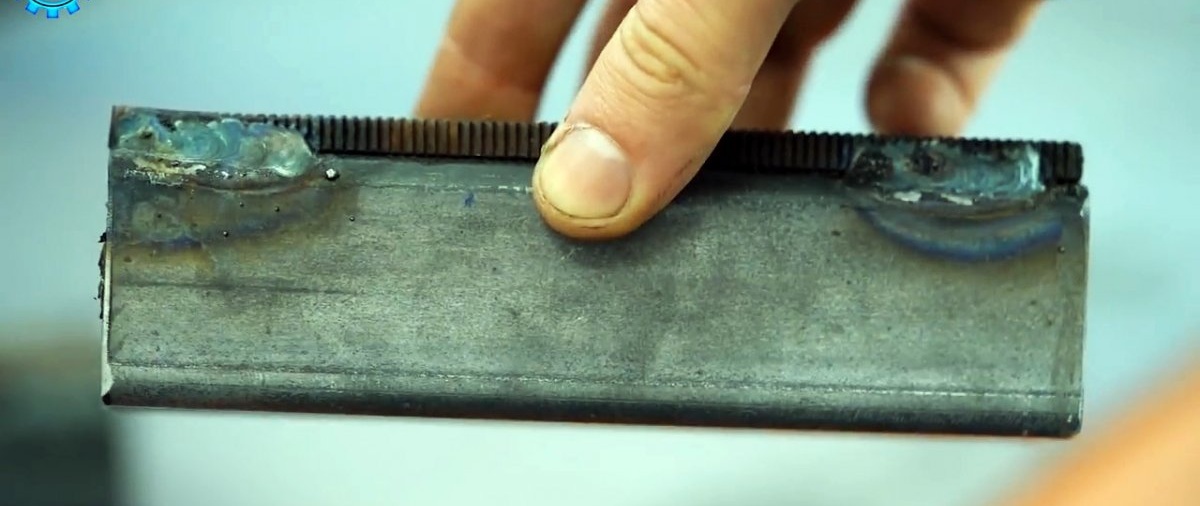
För att göra klämbackarna används 2 stycken av en platt fil.

De är svetsade på bitar av profilrör av samma längd.
Maskinsula i form av en rektangel skärs av stålplåt. Dess bredd ska motsvara längden på käftarna. Längden på sulan tas 10-15 cm mer än den önskade bredden på klämman.

En av käftarna placeras längs kanten av sulan och svetsas till den. Sedan görs ett längsgående snitt 11 mm brett i mitten av basen.Den ska börja från den svetsade svampen och sluta 10-15 cm från motsatt kant.

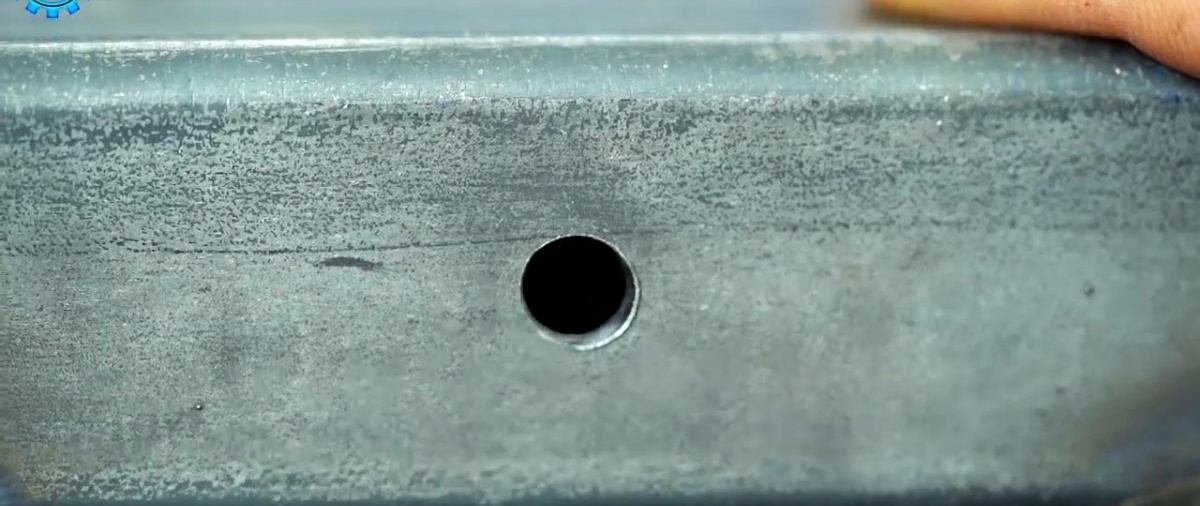
På undersidan av den andra oanvända käken borras ett hål i mitten, men bara genom en vägg. Sedan sätts en bult med en bricka in i skåran underifrån maskinens sula, och den sätts in i hålet i käken. Efter detta måste du komma på denna bult från insidan av profilröret med en bricka och mutter. Den måste vridas något så att svampen glider fram och tillbaka över sulan.


Vid kanten av basen mitt emot den fasta käften är en långsträckt mutter svetsad mittemot skåran. Du måste använda ett stativ under för att höja dess centrum med halva bredden på profilröret. En lång stift skruvas in i muttern.



Mittemot stiftet, i mitten av glidbacken, borras ett hål med en 10,5-12 mm borr. En stift sätts in i den och 2 muttrar skruvas på den inifrån röret så att den inte kommer ut igen.
Skruvstyckets käftar komprimeras, varefter stiftets överskottslängd skärs av. En M10 mutter skruvas på dess ände och svetsas. Sedan svetsas M12 muttrarna, men i slutet. Den återstående delen av stiftet sätts in i den. M10 muttrar skruvas på dess ändar. Resultatet är en knopp.

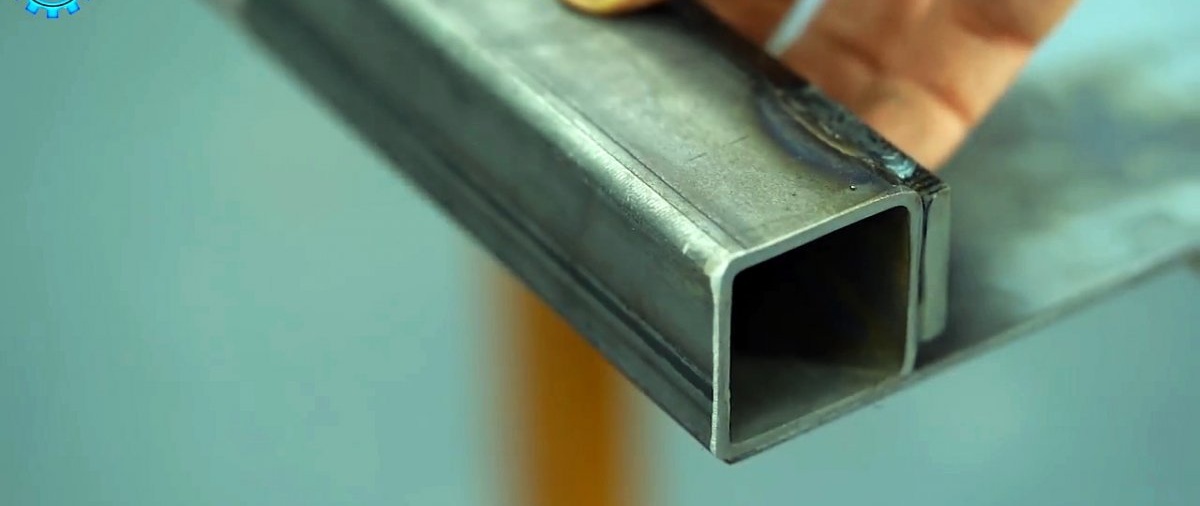
För att ge strukturen styvhet måste en sektion av profilröret svetsas till basen vid långkanterna. Detta kommer också att tillåta det andra käftreglaget att glida utan att fastna i fästet under. Efter detta skruvas verktyget fast i arbetsbordet.

Det resulterande skruvstycket är inte utformat för att motstå stötar med en slägga på arbetsstycken som är fastklämda i dem, men de kommer att klara av att hålla delar under slipning, sågning, hyvling etc. Med tiden, om de överbelastas, kan de metriska gängorna på en tapp eller förlängd mutter gå av, men dessa delar förändras snabbt.Det här verktyget är verkligen kapabelt att framgångsrikt hjälpa till när du utför de flesta snickeri- och VVS-arbeten, så tillverkningen är vettig.


Material:
- stor platt fil;
- profilrör 40x40 mm eller mer;
- stålplåt 4-10 mm;
- bult M10;
- bricka M10 – 2 st.;
- mutter M10 – 7 st.;
- förlängd mutter M10;
- M10 stift;
- mutter M12.
Att göra en last
För att göra klämbackarna används 2 stycken av en platt fil.

De är svetsade på bitar av profilrör av samma längd.
Maskinsula i form av en rektangel skärs av stålplåt. Dess bredd ska motsvara längden på käftarna. Längden på sulan tas 10-15 cm mer än den önskade bredden på klämman.
En av käftarna placeras längs kanten av sulan och svetsas till den. Sedan görs ett längsgående snitt 11 mm brett i mitten av basen.Den ska börja från den svetsade svampen och sluta 10-15 cm från motsatt kant.

På undersidan av den andra oanvända käken borras ett hål i mitten, men bara genom en vägg. Sedan sätts en bult med en bricka in i skåran underifrån maskinens sula, och den sätts in i hålet i käken. Efter detta måste du komma på denna bult från insidan av profilröret med en bricka och mutter. Den måste vridas något så att svampen glider fram och tillbaka över sulan.

Vid kanten av basen mitt emot den fasta käften är en långsträckt mutter svetsad mittemot skåran. Du måste använda ett stativ under för att höja dess centrum med halva bredden på profilröret. En lång stift skruvas in i muttern.



Mittemot stiftet, i mitten av glidbacken, borras ett hål med en 10,5-12 mm borr. En stift sätts in i den och 2 muttrar skruvas på den inifrån röret så att den inte kommer ut igen.
Skruvstyckets käftar komprimeras, varefter stiftets överskottslängd skärs av. En M10 mutter skruvas på dess ände och svetsas. Sedan svetsas M12 muttrarna, men i slutet. Den återstående delen av stiftet sätts in i den. M10 muttrar skruvas på dess ändar. Resultatet är en knopp.

För att ge strukturen styvhet måste en sektion av profilröret svetsas till basen vid långkanterna. Detta kommer också att tillåta det andra käftreglaget att glida utan att fastna i fästet under. Efter detta skruvas verktyget fast i arbetsbordet.

Det resulterande skruvstycket är inte utformat för att motstå stötar med en slägga på arbetsstycken som är fastklämda i dem, men de kommer att klara av att hålla delar under slipning, sågning, hyvling etc. Med tiden, om de överbelastas, kan de metriska gängorna på en tapp eller förlängd mutter gå av, men dessa delar förändras snabbt.Det här verktyget är verkligen kapabelt att framgångsrikt hjälpa till när du utför de flesta snickeri- och VVS-arbeten, så tillverkningen är vettig.

Titta på videon
Liknande mästarklasser






Särskilt intressant






Kommentarer (2)
