Hur man gör en kraftfull hävarmkniv för metall
Denna hemgjorda produkt skär metallstänger snabbare och enklare än en handsåg för metall. Dess produktion kräver inte speciella material, specialutrustning eller höga kvalifikationer.

Innan vi börjar arbeta kommer vi att förbereda följande material och produkter:
Vi gör den hemmagjorda basen av två stålhörn 50 × 50 × 6 mm och 400 mm långa. Vi placerar dem på hyllor vertikalt på en plan yta och stänger de horisontella längs längden och brygger dem.


Vi stänger ena änden vertikalt med en stålplatta, på den andra gör vi en fas med en kvarn och svetsar även plattan.

Vi rengör och slipar svetsarna.


I de nedre ändarna av basen svetsar vi rektangulära plattor 8 mm tjocka med ett utsprång på 10 mm runt omkretsen.


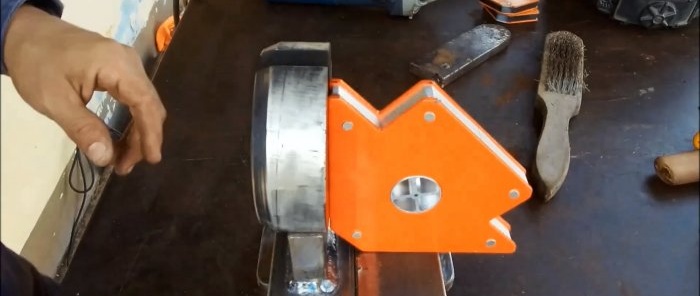
Vi bearbetar två stålcirklar av klass 40ХГМ med en diameter på 100 mm och en höjd av 35 mm.Vi trimmar och slipar dem till önskad storlek. I ena änden gör vi en bred avfasning och borrar ett hål i mitten.


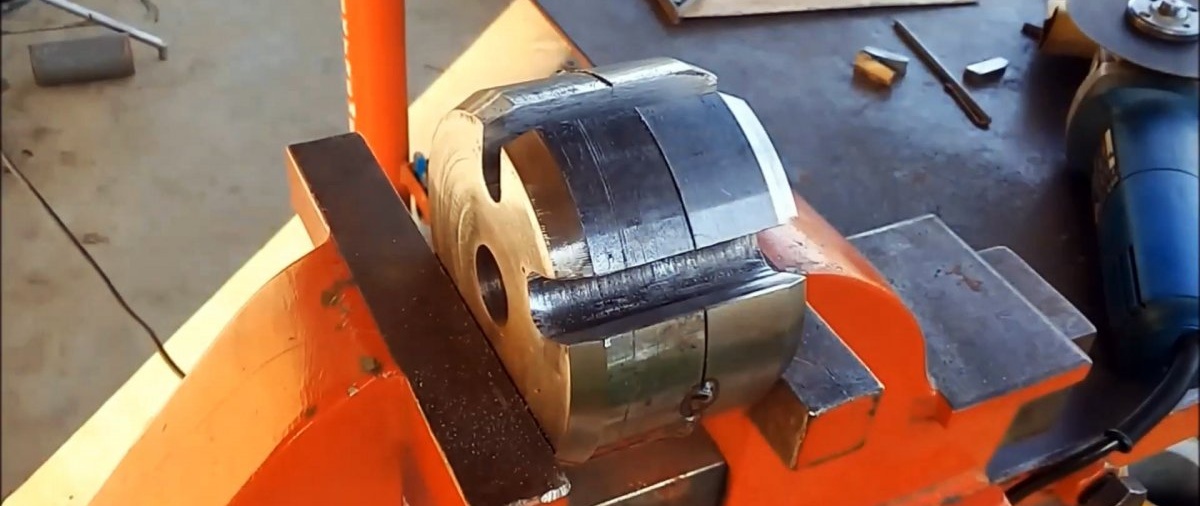
För att bearbeta arbetsstyckena samman svetsar vi dem på två ställen, ansluter och centrerar dem.

Längs toppen av avfasningen placerar vi kärnor på ett avstånd av 35 mm längs ackordet - det här är centrum för framtida hål med en diameter på 16 och 11 mm, gjorda på en borrmaskin. Med hjälp av en kvadrat och en rits ritar vi radiella tangentlinjer från de borrade hålen till den centrala i de två ändarna och ansluter dem längs en generatris.


Med hjälp av en slipmaskin skär vi ut två radiella spår enligt markeringarna från ytan av cirklarna till motsvarande hål. Vi slipar spåren med en handfil och tar bort de svetsade stiften.
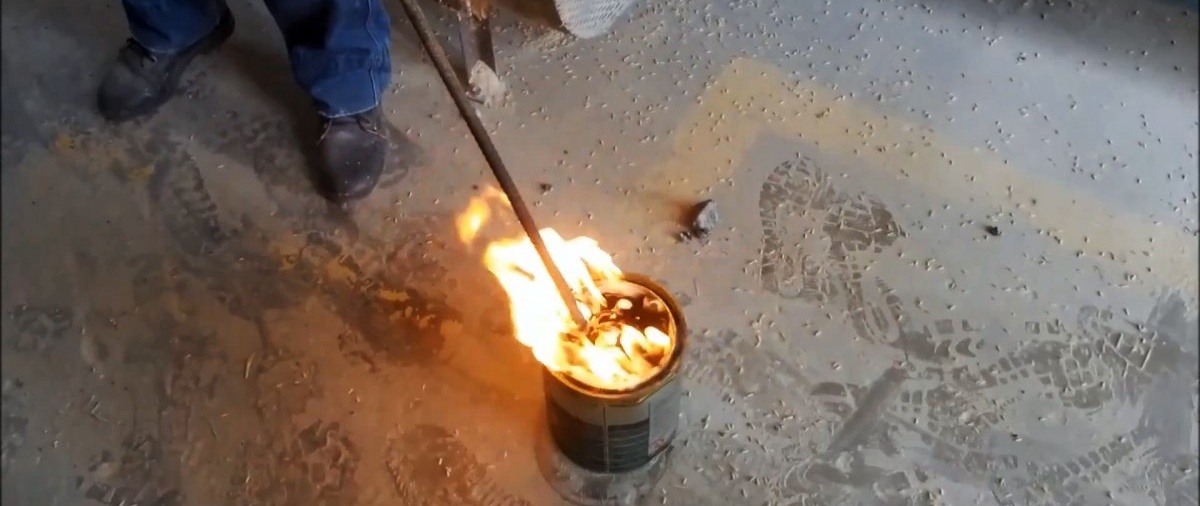
Vi värmer ämnena i ugnen tills de är röda och sänker dem snabbt i en burk med olja. Vi håller dem där ett tag, tar sedan ut dem och kyler dem i luften.


Vi rengör cirklarna från mörka avlagringar och applicerar en av dem på en rektangulär platta 80 × 50 × 20 mm så att cirkelns generatris förbinder hörnen. Med hjälp av en rits på plattan ritar vi en cirkelbåge från hörn till hörn och skär ut ett urtag med en kvarn.

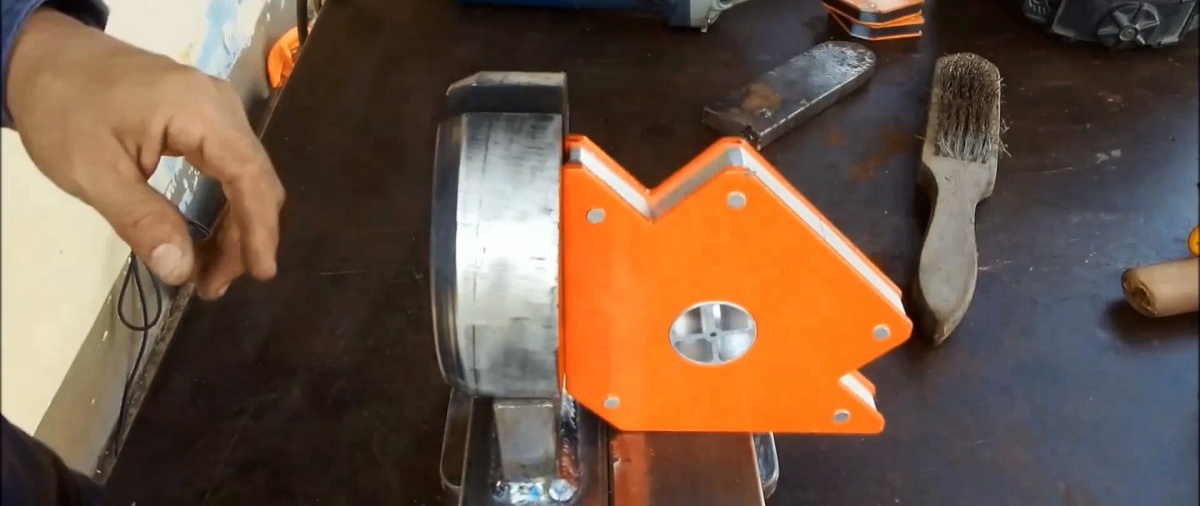
Vi installerar plattan i hörnet av basen parallellt med långsidan och svetsar den där. Vi placerar en av cirklarna i urtaget, riktar det breda spåret rakt upp och svetsar också det.
Låt oss börja montera hävarmen. I en stålplåt 230 × 45 mm borrar vi ett 12 mm hål från ena kanten, och på den andra gör vi ett urtag för cirkelns yttre diameter och svetsar det där.


I två stålplåtar 12 mm tjocka, 180 mm långa och 50 mm breda i ena änden, 35 mm i den andra, borra ett 12 mm hål från den smala sidan. I en platta med samma tjocklek, 250 mm lång och 45 mm bred, gör vi två hål på 12 mm och ett på 25 mm enligt markeringarna.

Med hjälp av en bult, brickor och mutter sätter vi ihop dessa tre delar, placerar en lång platta mellan två korta, som vi placerar med sina breda ändar på basen och svetsar.


Med hjälp av ett par plattor 110 × 25 mm med två 12 mm hål i ändarna, ansluter vi spaken för den rörliga cirkeln med spaken på den manuella drivningen.


I dess ände, fram till det stora hålet, skär vi ett spår med en slipmaskin, sätter in en stålstångsspak med en skåra i änden och säkrar den genom svetsning.
Vi målar de stationära delarna en färg och de rörliga delarna en annan.


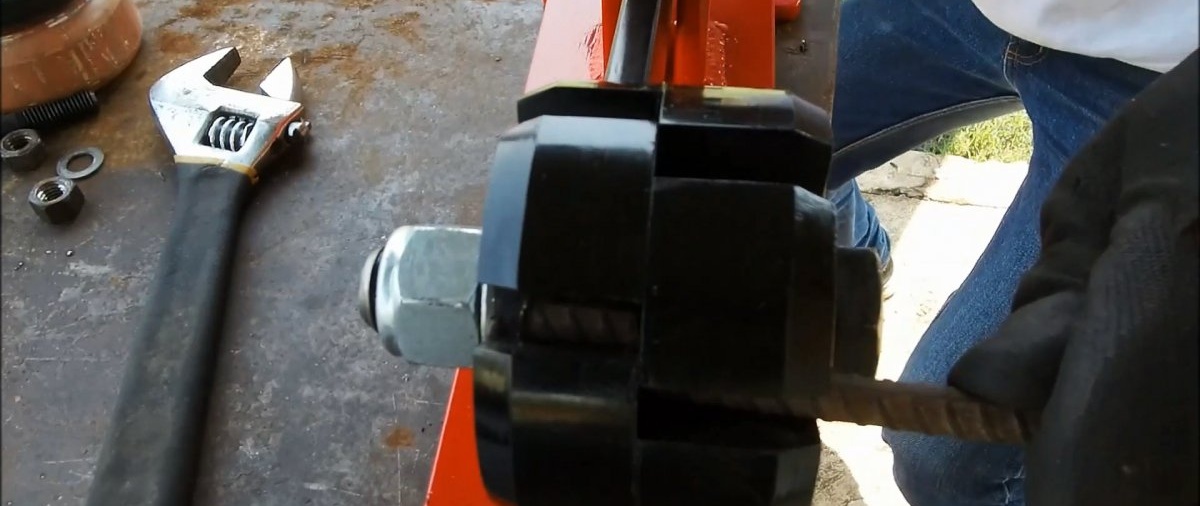
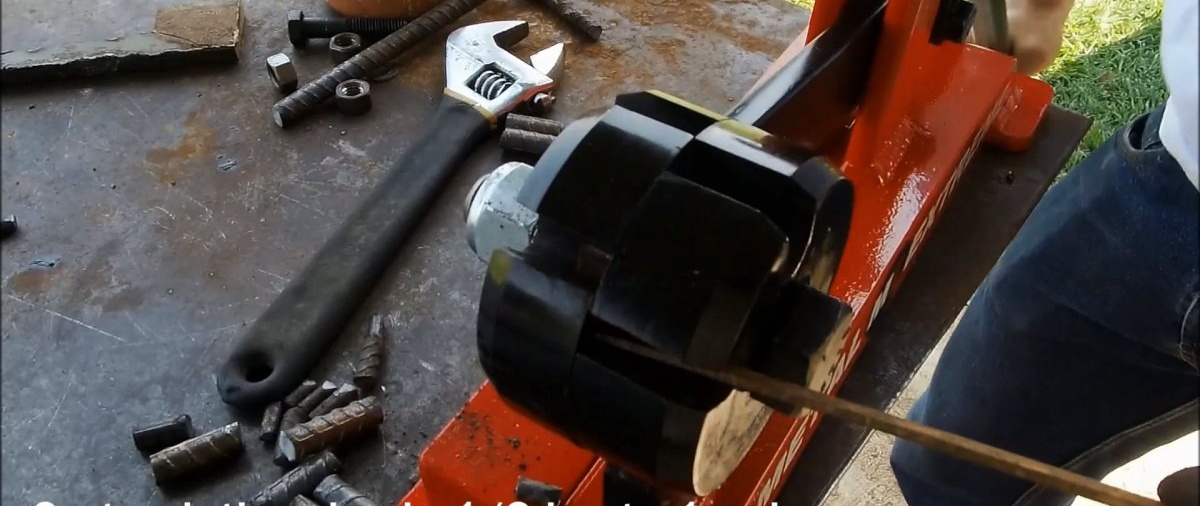
Efter att färgen har torkat monterar vi ihop och testar enheten i aktion, skär stänger, armering och plåtar.

Dessutom placerar vi tunt material i ett smalt spår och tjockt material i ett brett.



Kommer att behöva
Innan vi börjar arbeta kommer vi att förbereda följande material och produkter:
- lika vinkel;
- plåt av olika tjocklekar;
- stål cirkel;
- släckningsolja;
- stålstång;
- bultar, muttrar, brickor;
- måla i två färger.
- Du behöver också en svetsmaskin, svarv och borrmaskiner, en kvarn, en fil, en ugn för uppvärmning av metall, skiftnycklar, en sprutpistol, etc.
Knivtillverkningsprocess
Vi gör den hemmagjorda basen av två stålhörn 50 × 50 × 6 mm och 400 mm långa. Vi placerar dem på hyllor vertikalt på en plan yta och stänger de horisontella längs längden och brygger dem.


Vi stänger ena änden vertikalt med en stålplatta, på den andra gör vi en fas med en kvarn och svetsar även plattan.

Vi rengör och slipar svetsarna.


I de nedre ändarna av basen svetsar vi rektangulära plattor 8 mm tjocka med ett utsprång på 10 mm runt omkretsen.


Vi bearbetar två stålcirklar av klass 40ХГМ med en diameter på 100 mm och en höjd av 35 mm.Vi trimmar och slipar dem till önskad storlek. I ena änden gör vi en bred avfasning och borrar ett hål i mitten.


För att bearbeta arbetsstyckena samman svetsar vi dem på två ställen, ansluter och centrerar dem.

Längs toppen av avfasningen placerar vi kärnor på ett avstånd av 35 mm längs ackordet - det här är centrum för framtida hål med en diameter på 16 och 11 mm, gjorda på en borrmaskin. Med hjälp av en kvadrat och en rits ritar vi radiella tangentlinjer från de borrade hålen till den centrala i de två ändarna och ansluter dem längs en generatris.

Med hjälp av en slipmaskin skär vi ut två radiella spår enligt markeringarna från ytan av cirklarna till motsvarande hål. Vi slipar spåren med en handfil och tar bort de svetsade stiften.
Vi värmer ämnena i ugnen tills de är röda och sänker dem snabbt i en burk med olja. Vi håller dem där ett tag, tar sedan ut dem och kyler dem i luften.

Vi rengör cirklarna från mörka avlagringar och applicerar en av dem på en rektangulär platta 80 × 50 × 20 mm så att cirkelns generatris förbinder hörnen. Med hjälp av en rits på plattan ritar vi en cirkelbåge från hörn till hörn och skär ut ett urtag med en kvarn.

Vi installerar plattan i hörnet av basen parallellt med långsidan och svetsar den där. Vi placerar en av cirklarna i urtaget, riktar det breda spåret rakt upp och svetsar också det.
Låt oss börja montera hävarmen. I en stålplåt 230 × 45 mm borrar vi ett 12 mm hål från ena kanten, och på den andra gör vi ett urtag för cirkelns yttre diameter och svetsar det där.


I två stålplåtar 12 mm tjocka, 180 mm långa och 50 mm breda i ena änden, 35 mm i den andra, borra ett 12 mm hål från den smala sidan. I en platta med samma tjocklek, 250 mm lång och 45 mm bred, gör vi två hål på 12 mm och ett på 25 mm enligt markeringarna.

Med hjälp av en bult, brickor och mutter sätter vi ihop dessa tre delar, placerar en lång platta mellan två korta, som vi placerar med sina breda ändar på basen och svetsar.


Med hjälp av ett par plattor 110 × 25 mm med två 12 mm hål i ändarna, ansluter vi spaken för den rörliga cirkeln med spaken på den manuella drivningen.


I dess ände, fram till det stora hålet, skär vi ett spår med en slipmaskin, sätter in en stålstångsspak med en skåra i änden och säkrar den genom svetsning.
Vi målar de stationära delarna en färg och de rörliga delarna en annan.


Efter att färgen har torkat monterar vi ihop och testar enheten i aktion, skär stänger, armering och plåtar.

Dessutom placerar vi tunt material i ett smalt spår och tjockt material i ett brett.
Titta på videon
Liknande mästarklasser

Hur man gör ett kraftfullt skruvstycke från en diamantskruvdomkraft

Hur man gör en hydraulisk press från en flaskdomkraft

Gör-det-själv motorborr från en trimmer

Avtagbar anordning för att skära cirklar i plåt med

Hur man gör en mini metallbockningsmaskin

Hur man gör ett pålitligt skruvstycke från överbliven metall
Särskilt intressant






Kommentarer (1)
