Hur man borrar genom valfritt höghastighetsstål med en kakelborr
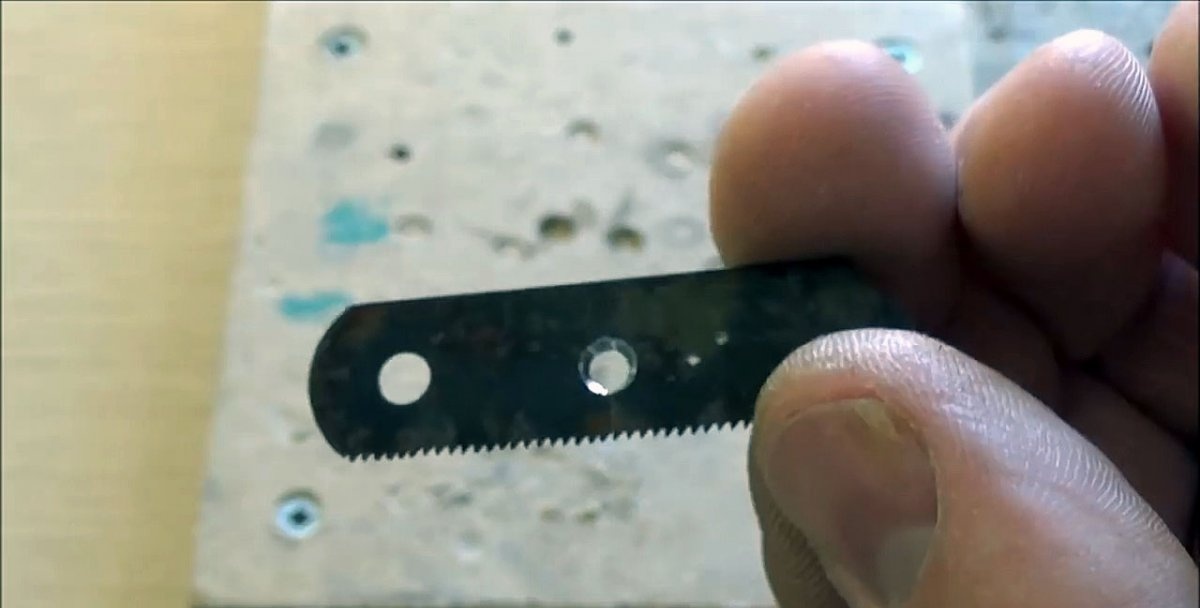
Hur borrar man höghastighetstål P6M5 eller HSS enligt den europeiska beteckningen? Till exempel gjorde vi en kniv från ett blad från en mekanisk såg, och vi måste borra hål i den med en diameter på 5-6 mm för stift för att installera och säkra handtagsdynorna.
Samma operation kan behövas för att borra ett bågfilblad för metall från 1Х6ВФ stål, från vilket du kan göra några användbara produkter. Ett blad från en mekanisk såg gjord av 9HF-stål lämpar sig inte bara för att tillverka knivar, utan till exempel också icke-standardiserade nyckelringar.

Alla övervägda och andra kvaliteter av höghastighetsstål borras med hjälp av spjutformade (fjäder) borrar för plattor, med olika design. Till exempel görs skaften runda eller sexkantiga, vilket inte är av grundläggande betydelse för huvudarbetet - borrning.

De säljs fritt i nästan alla byggbutiker eller butiker som säljer alla typer av verktyg.Vad som är mycket viktigt, borrar av denna typ och syfte är attraktiva eftersom de är billiga.
För att borra höghastighetsstål behöver du också fräsar av olika former och mönster. Med deras hjälp säkerställs noggrannheten, renheten, formen och den önskade diametern på det borrade hålet.

Vi måste borra följande prover:
Låt oss börja med ett bågfilblad för metall. Som verktyg kommer vi att välja en begagnad kakelborr, som redan har slipats mer än en gång på en diamantskiva. Det vill säga, under lång tid återstod ingenting av fabriksslipningen, som utan tvekan hade gett det bästa resultatet.
Vi sätter in vårt verktyg i chucken på en elektrisk borr och börjar borra utan användning av smörjning eller kylning. Vi väljer låg hastighet som driftläge. Vi märker att processen är långsam, men med lite tålamod uppstår efter en tid en konisk fördjupning på bladet, en sorts försänkning orsakad av formen på vår borr.

Vi borrar tills en tuberkel dyker upp på andra sidan.

Efter detta vänder vi duken och fortsätter processen med fokus på tuberkeln.


Omväxlande borrning från ena sidan till den andra uppnår vi en ökning av hålets diameter tills vi får önskad storlek.

Nästa prov är ett blad från en ramsåg. Vi väljer borrplatsen vid basen av tänderna, där materialet har störst hårdhet.

Processen går inte heller särskilt snabbt, utan stadigt. Detta kan ses av den gradvis ökande volymen spån runt borren.

Vi märker att arbetet går snabbare om du vaggar verktyget lätt från sida till sida. Detta hjälper till att ta bort spån från skärområdet.
Vi fortsätter att borra på ena sidan tills spetsen av verktyget passerar hela tjockleken av metallen och bildar en liten tuberkel på den andra sidan av vårt prov.

Eftersom tjockleken på metallen är större än på ett metallblad, måste vi byta ut borren halvvägs genom processen eller slipa om den vi använder. Efter detta vänder vi provet och fortsätter att borra.


Efter bara några varv av borren bildas ett genomgående hål. Genom att fortsätta processen uppnår vi den önskade diametern för den passande delen.
Gör hålet med en lämplig fräs.

I vårt fall är det mest praktiskt att använda ett koniskt format verktyg. Det är lättare och snabbare att uppnå önskad hålstorlek och ge det en cylindrisk form.

När allt kommer omkring, efter att ha använt en fjäderborr med sin stora avsmalning, visar sig hålet vara olika i diameter: närmare ytan av provet är det större och i mitten är det mindre.

Låt oss börja borra bladet från en mekanisk såg.

För att göra detta väljer vi också en zon närmare tänderna, eftersom metallen på denna plats är hårdare på grund av speciell härdning.


Processen verkar vara snabbare jämfört med de två föregående proverna. Detta kan ses från intensiteten av spånbildning och produktionen av ett genomgående hål utan att borra från baksidan.

En av skärarna kommer att hjälpa till att få hålet till önskad diameter och ge det en cylindrisk form, som i tidigare fall.




I praktiken har vi varit övertygade om att alla typer av höghastighetsstål kan borras med vanliga kinesiska fjäderborrar för kakel, vars främsta fördelar är tillgänglighet och ett billigt pris.Även i detta fall är standardskärare användbara, med hjälp av vilka hålens diameter specificeras och de får en cylindrisk form.
Genom att använda linolja för borrning (den används när man arbetar med rostfritt stål och innehåller oljesyra), kommer det att vara möjligt att öka produktiviteten, skärpa verktyget mer sällan och förbättra bearbetningens renhet.
Övning visar att processen med att borra höghastighetsstål kommer att bli mer produktiv om du först använder borrar med mindre diameter och sedan en större.
Vissa hantverkare använder skruvar eller skruvar tillverkade i Tyskland och används för betongarbete som verktyg för att borra höghastighetsstål. Deras särdrag är att på huvudet finns bokstaven "H" (Härdad - härdad).
Samma operation kan behövas för att borra ett bågfilblad för metall från 1Х6ВФ stål, från vilket du kan göra några användbara produkter. Ett blad från en mekanisk såg gjord av 9HF-stål lämpar sig inte bara för att tillverka knivar, utan till exempel också icke-standardiserade nyckelringar.

Nödvändiga verktyg och prover
Alla övervägda och andra kvaliteter av höghastighetsstål borras med hjälp av spjutformade (fjäder) borrar för plattor, med olika design. Till exempel görs skaften runda eller sexkantiga, vilket inte är av grundläggande betydelse för huvudarbetet - borrning.

De säljs fritt i nästan alla byggbutiker eller butiker som säljer alla typer av verktyg.Vad som är mycket viktigt, borrar av denna typ och syfte är attraktiva eftersom de är billiga.
För att borra höghastighetsstål behöver du också fräsar av olika former och mönster. Med deras hjälp säkerställs noggrannheten, renheten, formen och den önskade diametern på det borrade hålet.

Vi måste borra följande prover:
- en bit från en ramsåg gjord av 9HF stål.
- blad från en bågfil för metall av stålkvalitet 1Х6ВФ.
- Mekaniskt sågblad av HSS-stål.
Processen att borra höghastighetstålprover
Låt oss börja med ett bågfilblad för metall. Som verktyg kommer vi att välja en begagnad kakelborr, som redan har slipats mer än en gång på en diamantskiva. Det vill säga, under lång tid återstod ingenting av fabriksslipningen, som utan tvekan hade gett det bästa resultatet.
Vi sätter in vårt verktyg i chucken på en elektrisk borr och börjar borra utan användning av smörjning eller kylning. Vi väljer låg hastighet som driftläge. Vi märker att processen är långsam, men med lite tålamod uppstår efter en tid en konisk fördjupning på bladet, en sorts försänkning orsakad av formen på vår borr.

Vi borrar tills en tuberkel dyker upp på andra sidan.

Efter detta vänder vi duken och fortsätter processen med fokus på tuberkeln.

Omväxlande borrning från ena sidan till den andra uppnår vi en ökning av hålets diameter tills vi får önskad storlek.

Nästa prov är ett blad från en ramsåg. Vi väljer borrplatsen vid basen av tänderna, där materialet har störst hårdhet.

Processen går inte heller särskilt snabbt, utan stadigt. Detta kan ses av den gradvis ökande volymen spån runt borren.

Vi märker att arbetet går snabbare om du vaggar verktyget lätt från sida till sida. Detta hjälper till att ta bort spån från skärområdet.
Vi fortsätter att borra på ena sidan tills spetsen av verktyget passerar hela tjockleken av metallen och bildar en liten tuberkel på den andra sidan av vårt prov.

Eftersom tjockleken på metallen är större än på ett metallblad, måste vi byta ut borren halvvägs genom processen eller slipa om den vi använder. Efter detta vänder vi provet och fortsätter att borra.


Efter bara några varv av borren bildas ett genomgående hål. Genom att fortsätta processen uppnår vi den önskade diametern för den passande delen.
Gör hålet med en lämplig fräs.

I vårt fall är det mest praktiskt att använda ett koniskt format verktyg. Det är lättare och snabbare att uppnå önskad hålstorlek och ge det en cylindrisk form.

När allt kommer omkring, efter att ha använt en fjäderborr med sin stora avsmalning, visar sig hålet vara olika i diameter: närmare ytan av provet är det större och i mitten är det mindre.

Låt oss börja borra bladet från en mekanisk såg.

För att göra detta väljer vi också en zon närmare tänderna, eftersom metallen på denna plats är hårdare på grund av speciell härdning.


Processen verkar vara snabbare jämfört med de två föregående proverna. Detta kan ses från intensiteten av spånbildning och produktionen av ett genomgående hål utan att borra från baksidan.

En av skärarna kommer att hjälpa till att få hålet till önskad diameter och ge det en cylindrisk form, som i tidigare fall.




I praktiken har vi varit övertygade om att alla typer av höghastighetsstål kan borras med vanliga kinesiska fjäderborrar för kakel, vars främsta fördelar är tillgänglighet och ett billigt pris.Även i detta fall är standardskärare användbara, med hjälp av vilka hålens diameter specificeras och de får en cylindrisk form.
Sista tips och anteckningar
Genom att använda linolja för borrning (den används när man arbetar med rostfritt stål och innehåller oljesyra), kommer det att vara möjligt att öka produktiviteten, skärpa verktyget mer sällan och förbättra bearbetningens renhet.
Övning visar att processen med att borra höghastighetsstål kommer att bli mer produktiv om du först använder borrar med mindre diameter och sedan en större.
Vissa hantverkare använder skruvar eller skruvar tillverkade i Tyskland och används för betongarbete som verktyg för att borra höghastighetsstål. Deras särdrag är att på huvudet finns bokstaven "H" (Härdad - härdad).
Titta på videon
Liknande mästarklasser






Särskilt intressant






Kommentarer (23)
