Borrslipningsanordning

En av huvudparametrarna för en spiralborr är spetsvinkeln, som för hållbara metaller (stål, gjutjärn, hård brons, titan, etc.) är cirka 120 grader.
Avvikelse av denna vinkel mer eller mindre från det nominella värdet gör det svårt för borren att arbeta effektivt. I det första fallet sjunker produktiviteten och verktyget överhettas, i det andra kan borren helt enkelt gå sönder, oförmögen att motstå den överdrivna belastningen.
För att uppfylla slipparametrarna utan speciella anordningar måste du ha höga kvalifikationer och erfarenhet som verktygsslipare. Tja, det kommer att vara nästan omöjligt för en icke-specialist, särskilt i hushållsförhållanden, att göra detta.
Men med några verktyg och enkla material kan du göra en inte särskilt komplicerad, men pålitlig enhet för att skärpa hörnet vid spetsen av en spiralborr för hårdmetall.
Vad du kan behöva för att arbeta på enheten
För att göra detta behöver du följande verktyg:
- skjutmått;
- markör;
- skruvstycke av metall;
- bulgariska;
- tång;
- svetsmaskin;
- slipmaskin med smärgelhjul.
Material du behöver ha till hands för arbetet:
- vanlig sexkantsmutter;
- slottsnöt;
- bult av samma storlek och gänga som muttrarna;
- spiralborr som kräver slipning.

Tillverkningsprocess
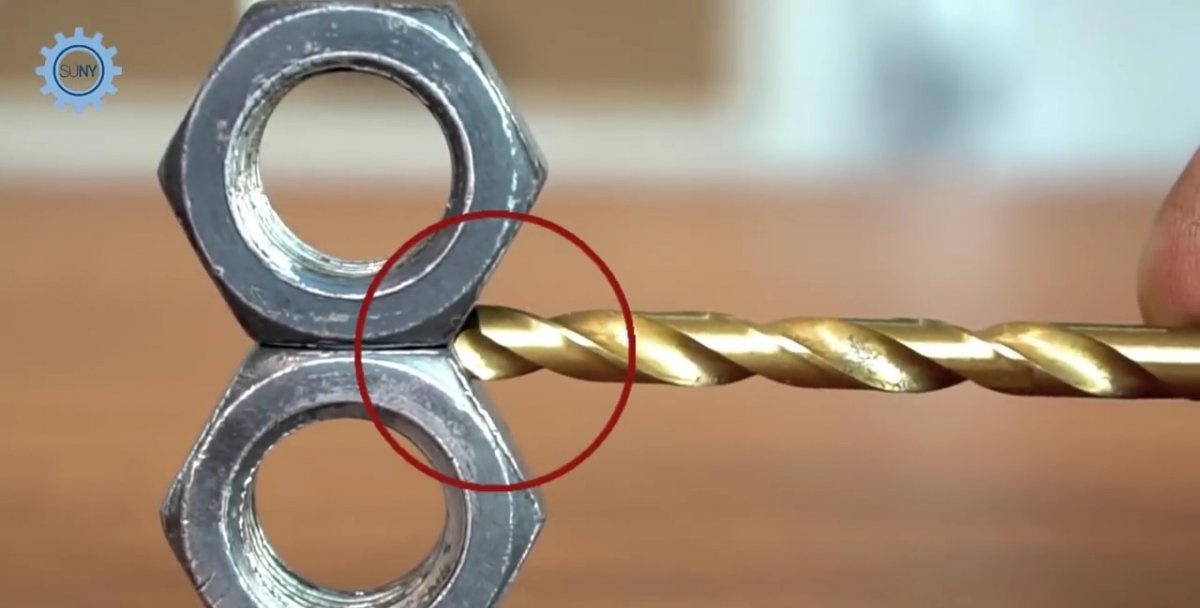
Det speciella med en sexkantsmutter är att två intilliggande ytor möts i en vinkel på 120 grader. Spetsvinkeln på en spiralborr för bearbetning av hårdmetaller är ungefär lika stor. Detta slumpmässiga sammanträffande kan användas för att göra ett verktyg för att slipa en spiralborr.
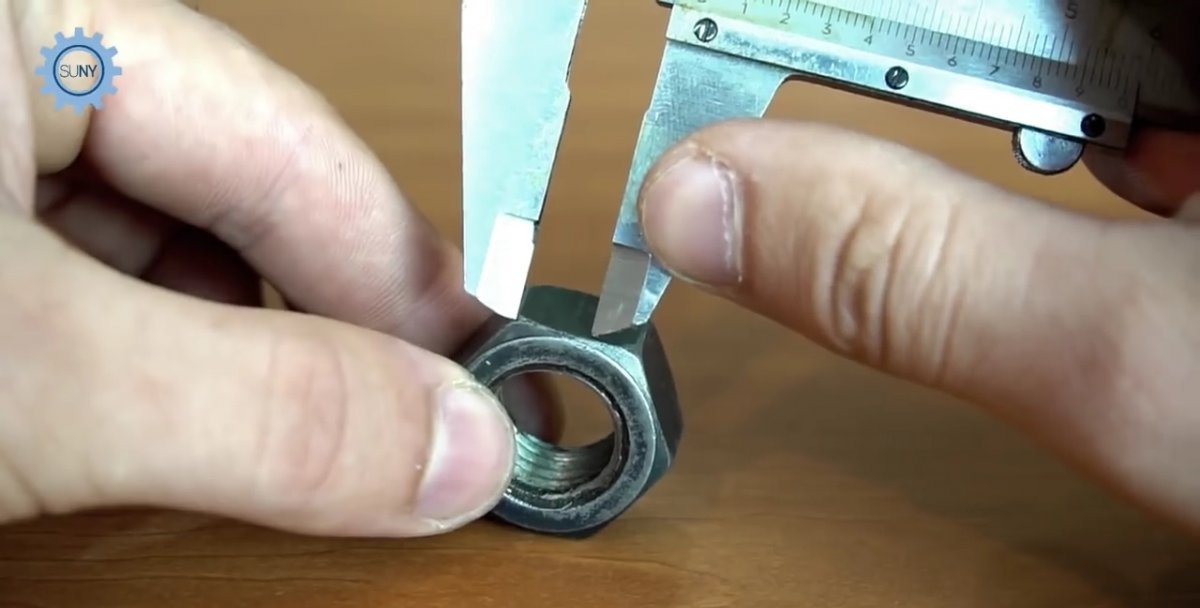
För att göra detta, använd en bromsok och en markör på muttern, markera skärlinjerna för att skapa en triangulär slits, symmetrisk med avseende på diagonalen som förbinder två motsatta hörn av muttern. Borren kommer att placeras längsgående in i den innan skärpningsprocessen.

För att skära ut det avsedda triangulära spåret i muttern kläms den fast i ett skruvstycke och med hjälp av en kvarn görs snitt längs fördragna linjer. Du kan använda en tång för att ta bort sågade bitar av muttern.


Ta sedan en slottsmutter och svetsa den med basen till den första muttern på sidan av det skurna spåret. Dessutom är det nödvändigt att bibehålla deras absoluta inriktning, eftersom när borrar med liten diameter skärps, kommer bulten, efter att ha passerat genom låsmuttern, att börja skruva in i den nedre muttern för att ordentligt klämma fast borren i sitt spår.


Nu skruvar vi motsvarande bult i slottsmuttern, som säkert kommer att trycka på borren placerad i slipspåret på slipmaskinens sandpapper.


Allt som återstår är att slipa borren på ett smärgelhjul, med kanterna på bottenmuttern som mall.

För att göra detta slipar vi helt enkelt den utskjutande delen av borren i jämnhöjd med kanterna på muttern, vilket även en förstaårs yrkesskoleelev lätt klarar av.


Efter att skärpningen är klar, lossas bulten, borren tas bort från den hemgjorda enheten och kan användas för sitt avsedda ändamål.

Tillägg och förbättringar
Under svetsningsprocessen av muttrar kan flytande metall stänka på gängorna på slottsmuttrar och vanliga muttrar. För att eliminera denna olägenhet är det nödvändigt att skruva in en bult i dem och därigenom skydda gängan.
Eftersom det inte kommer att vara möjligt att täcka alla diametrar på borrar med en enhet, kommer minst två mallklämmor att krävas: en för små borrar, den andra för stora produkter. Följaktligen kommer muttrarna i det första fallet att vara små i storlek och i det andra - stora.
Titta på videon
Liknande mästarklasser

Hur man snabbt gör en anordning för skärpning av borrar

Hur man slipar en borr ordentligt för hand

Den enklaste enheten för att slipa knivar i 30 grader

En enkel anordning för att kontrollera rätt vinkel manuellt

Hur man borrar en snabbskärare - P18 stål

Ett enkelt verktyg för att slipa knivar i en fast vinkel
Särskilt intressant





Kommentarer (53)
