Hur man gör ett triangulärt hål i tjockt stål
En speciell stämpel används för att göra formade hål i tjock stålplåt. Han trycker igenom dem med hjälp av tryck. Ett sådant fabrikstillverkat verktyg är vanligtvis utrustat med en hydraulisk drivning, varför det kostar otroligt mycket. För hemmabruk kan du göra en förenklad version av den. Det är mycket bekvämt att arbeta med en sådan hemmagjord maskin, eftersom den slår hål av önskad form utan buller, chips och damm.

Du måste skära 2 identiska ämnen från den tillgängliga stålplåten. Deras parametrar väljs beroende på bredden på stålplåtsdelarna som ska stansas. Om det bara är ränder räcker det med en blankstorlek på 10x20 cm.

Hörnen på plattorna borras med exakt symmetri, det är viktigt att hålen på båda arbetsstyckena sammanfaller.

Först används en tunn borr, sedan en större, eftersom det är svårt och tidskrävande att borra ett så tjockt stål i en gång.


I en av plattorna skärs en gänga för förberedda bultar.

Det gängade arbetsstycket borras i mitten med samma borr som tidigare användes. Tvärtom görs ett blindhål i den andra plattan. Det bör vara något större i diameter än tvärsnittet av den form som kommer att användas.


Ta sedan borren som användes för att borra det blinda hålet, och på dess skaft görs ett spår 10-15 mm långt i form av den önskade stämpeln.


Detta kommer att vara ett arbetsverktyg som direkt tränger igenom metallen. Sedan skärs borren något under spåret.



Stämpeln sätts in i ett blindhål. Efter detta fogas plattorna ihop och fästs med ett par bultar. Nu, när du placerar ämnen mellan dem under stämpeln och drar åt bultarna, kommer maskinen att kunna sticka hål i dem.

Om du måste sticka hål i tjockt stål så skruvas ytterligare 2 bultar i pressen för att fördela belastningen och inte bryta gängorna i bottenplattan. Tillsammans kommer de att skapa en belastning på flera ton och trycka igenom nästan vad som helst, speciellt om du sätter en lång spak på skiftnyckeln. I framtiden kan pressen med stämpeln borttagen även användas för att komprimera delar under limning, vid reparation av trasiga kammare och lösa andra problem där det är nödvändigt att ge kraftfull kompression.



Material:
- stålplåt 15-20 mm eller tjockare;
- bultar M14-M20 – 2 st.;
- onödig eller trasig metallborr.
Maskintillverkningsprocess
Du måste skära 2 identiska ämnen från den tillgängliga stålplåten. Deras parametrar väljs beroende på bredden på stålplåtsdelarna som ska stansas. Om det bara är ränder räcker det med en blankstorlek på 10x20 cm.
Hörnen på plattorna borras med exakt symmetri, det är viktigt att hålen på båda arbetsstyckena sammanfaller.

Först används en tunn borr, sedan en större, eftersom det är svårt och tidskrävande att borra ett så tjockt stål i en gång.


I en av plattorna skärs en gänga för förberedda bultar.

Det gängade arbetsstycket borras i mitten med samma borr som tidigare användes. Tvärtom görs ett blindhål i den andra plattan. Det bör vara något större i diameter än tvärsnittet av den form som kommer att användas.


Ta sedan borren som användes för att borra det blinda hålet, och på dess skaft görs ett spår 10-15 mm långt i form av den önskade stämpeln.


Detta kommer att vara ett arbetsverktyg som direkt tränger igenom metallen. Sedan skärs borren något under spåret.



Stämpeln sätts in i ett blindhål. Efter detta fogas plattorna ihop och fästs med ett par bultar. Nu, när du placerar ämnen mellan dem under stämpeln och drar åt bultarna, kommer maskinen att kunna sticka hål i dem.
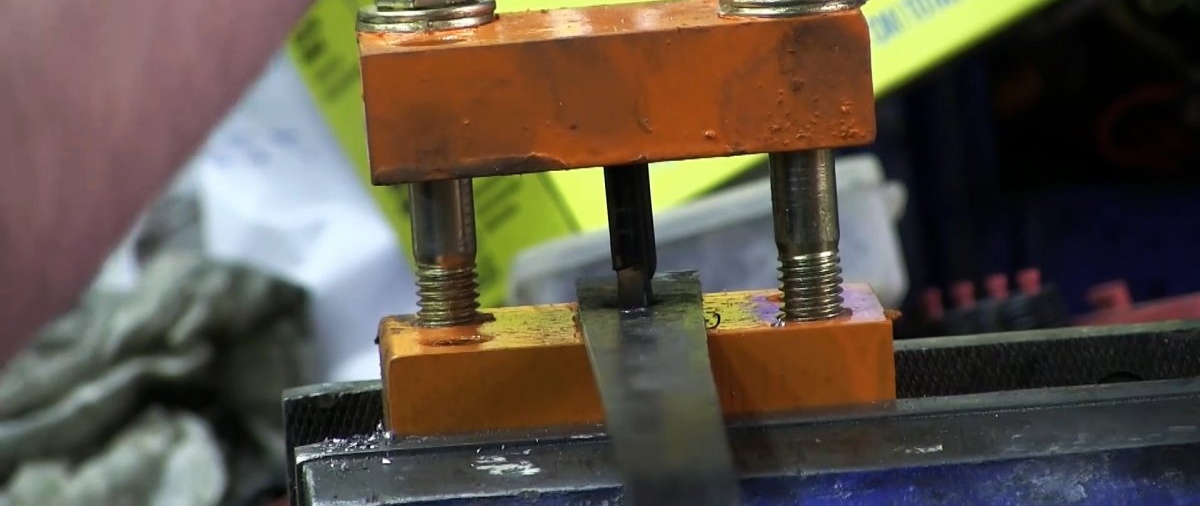
Om du måste sticka hål i tjockt stål så skruvas ytterligare 2 bultar i pressen för att fördela belastningen och inte bryta gängorna i bottenplattan. Tillsammans kommer de att skapa en belastning på flera ton och trycka igenom nästan vad som helst, speciellt om du sätter en lång spak på skiftnyckeln. I framtiden kan pressen med stämpeln borttagen även användas för att komprimera delar under limning, vid reparation av trasiga kammare och lösa andra problem där det är nödvändigt att ge kraftfull kompression.


Titta på videon
Liknande mästarklasser






Särskilt intressant






Kommentarer (0)
