Snabb metallsax som drivs av en elektrisk borr
Att skära stålplåt med slipmaskin åtföljs av mycket gnistor, rök och buller, så en vinkelslip är inte det bästa valet för detta ändamål. För storskaligt arbete är det bättre att göra metallsaxar som drivs av en borr. De skär stål utan flygande skala eller brinna, och de gör det snabbare.


Det är nödvändigt att vända en excentrisk för saxen på en svarv från rundvirke. Den ger ett säte för lager och ett tunt skaft för fixering i borrchucken. Längden på hela arbetsstycket bör vara 12-14 mm.

2 lager är installerade på excentern. De är spridda längs kanterna på deras håldiameter och fixeras genom svetsning. Därefter placeras excentern med lager i rörsektionen. Innan detta görs hål i röret mittemot lagrets placering. De övre loppen är genomsvetsade.



En spak för excentern är skuren av stålplåt.

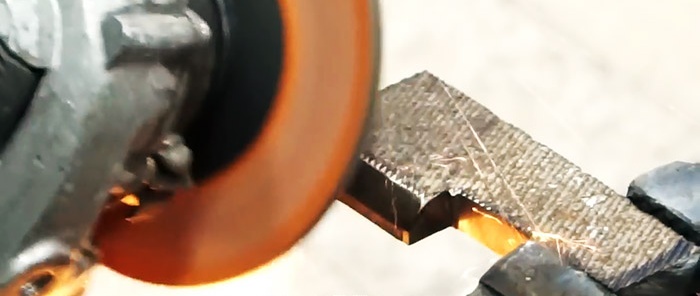
En kniv med ett avfasat blad kommer att fästas på den. Kniven sänks på ena sidan.

En bussning med samma diameter som hålet i spaken är svetsad på baksidan av kniven.


Kniven och spaken är förbundna med ett finger, vars ände är svetsad.

Därefter görs en guide för kniven. För att göra detta svetsas en remsa till röret där excentriken med lager är placerad. Flaggor gjorda av tunnare stålplåt är svetsade på den på båda sidor, mellan vilka kniven kommer att glida.




Efter att ha kontrollerat och justerat de tillverkade mekanismerna måste du härda kniven. Den värms glödhet och kyls i olja. Efter detta installeras kniven på plats och gapet på baksidan av styrflaggorna svetsas med en insats.




Nästa steg är att skära ut den nedre kniven. Den kan tillverkas av en platt fil eller annat lämpligt stål. Kniven är svetsad till en remsa placerad vinkelrätt mot den. Därefter riktas remsan i förhållande till den övre kniven och svetsas till styrningen med flaggor.





För att fästa adaptern måste du ta en bit rör med en inre diameter som motsvarar storleken på borrkroppen på den plats där standardhandtaget är installerat. Ett hål görs i röret, en mutter svetsas runt det och en bult skruvas in i den. Som ett resultat av att det dras åt kommer röret att hållas säkert på borren. Efter detta kläms adapterskaftet fast i chucken. Sedan svetsas saxkroppen och röret på borren ihop. För detta används 2 vikta remsor.




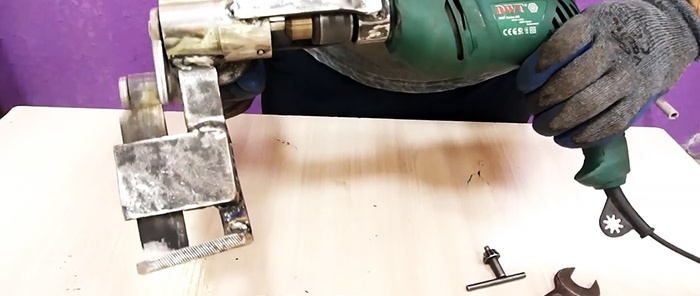
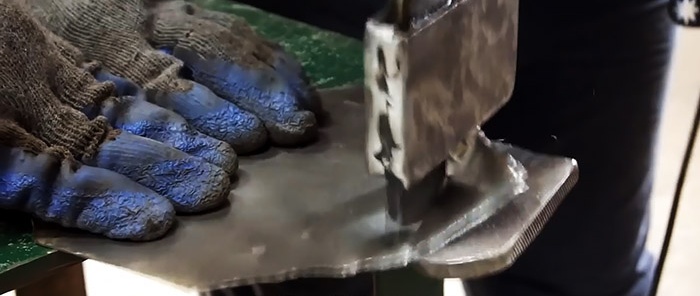
En mutter är svetsad på höger sida av saxkroppen och handtaget från kvarnen skruvas in i den. Dess närvaro ökar verktygets användbarhet. Innan du använder saxen för första gången måste du smörja deras gnidningsdelar.Det resulterande verktyget, när det är ordentligt slipat, skär 1,5 mm stålplåt som smör, samtidigt som det har kraftreserver för mer komplexa material.

Grundmaterial:
- rundvirke 40 mm;
- lager 2 st.;
- stålrör med en inre diameter för lager;
- stålplåt 2, 5, 10 mm;
- handtag från en vinkelslip;
- M8 bult;
- M8 muttrar – 2 st.
Munstycksmontering
Det är nödvändigt att vända en excentrisk för saxen på en svarv från rundvirke. Den ger ett säte för lager och ett tunt skaft för fixering i borrchucken. Längden på hela arbetsstycket bör vara 12-14 mm.
2 lager är installerade på excentern. De är spridda längs kanterna på deras håldiameter och fixeras genom svetsning. Därefter placeras excentern med lager i rörsektionen. Innan detta görs hål i röret mittemot lagrets placering. De övre loppen är genomsvetsade.
En spak för excentern är skuren av stålplåt.
En kniv med ett avfasat blad kommer att fästas på den. Kniven sänks på ena sidan.
En bussning med samma diameter som hålet i spaken är svetsad på baksidan av kniven.
Kniven och spaken är förbundna med ett finger, vars ände är svetsad.
Därefter görs en guide för kniven. För att göra detta svetsas en remsa till röret där excentriken med lager är placerad. Flaggor gjorda av tunnare stålplåt är svetsade på den på båda sidor, mellan vilka kniven kommer att glida.
Efter att ha kontrollerat och justerat de tillverkade mekanismerna måste du härda kniven. Den värms glödhet och kyls i olja. Efter detta installeras kniven på plats och gapet på baksidan av styrflaggorna svetsas med en insats.
Nästa steg är att skära ut den nedre kniven. Den kan tillverkas av en platt fil eller annat lämpligt stål. Kniven är svetsad till en remsa placerad vinkelrätt mot den. Därefter riktas remsan i förhållande till den övre kniven och svetsas till styrningen med flaggor.
För att fästa adaptern måste du ta en bit rör med en inre diameter som motsvarar storleken på borrkroppen på den plats där standardhandtaget är installerat. Ett hål görs i röret, en mutter svetsas runt det och en bult skruvas in i den. Som ett resultat av att det dras åt kommer röret att hållas säkert på borren. Efter detta kläms adapterskaftet fast i chucken. Sedan svetsas saxkroppen och röret på borren ihop. För detta används 2 vikta remsor.
En mutter är svetsad på höger sida av saxkroppen och handtaget från kvarnen skruvas in i den. Dess närvaro ökar verktygets användbarhet. Innan du använder saxen för första gången måste du smörja deras gnidningsdelar.Det resulterande verktyget, när det är ordentligt slipat, skär 1,5 mm stålplåt som smör, samtidigt som det har kraftreserver för mer komplexa material.
Titta på videon
Liknande mästarklasser

Hemgjord borrfäste för snabb metallkapning

Gör-det-själv elektrisk bågfil från en kvarn

Hur man skruvar loss en trasig excenter på en kran

Hur man gör ett sliptillbehör för en vinkelslip

Hur man gör en enkel maskin för formad skärning av metall från en borr

Hur man skruvar loss excentern på en mixer
Särskilt intressant






Kommentarer (0)
