Hur man svetsar ett stort hål eller gör en bred söm - 1 trick av en erfaren svetsare
Om du inte har elektroder med stor diameter eller tillsatstråd till hands och du behöver svetsa ett stort hål, kan du klara dig med tunna elektroder. För att göra detta räcker det att använda två "hemligheter" som praktiskt taget inte komplicerar svetsprocessen, men hjälper till att uppnå det önskade resultatet.
Kommer att behöva
- Tunna belagda elektroder;
- järnspik;
- svetsmaskin;
- skruvstycke för bänk;
- svetsmaterial;
- bulgariska;
- hammare och städ;
- bindtråd och tång.
Svetsprocess med en andra bar elektrod
För den första metoden rullar vi den belagda elektroden med en massiv metallstav placerad på en tjock metallplatta.

I detta fall kommer elektrodbeläggningen att spricka och lossna från tråden. De platser där beläggningen inte har tagits bort helt kan gnidas med vår "kavel" av metall.

Vi klämmer fast järnspiken och den "bara" elektroden i ett skruvstycke och lindar ena änden av tråden runt spiken två eller tre gånger.

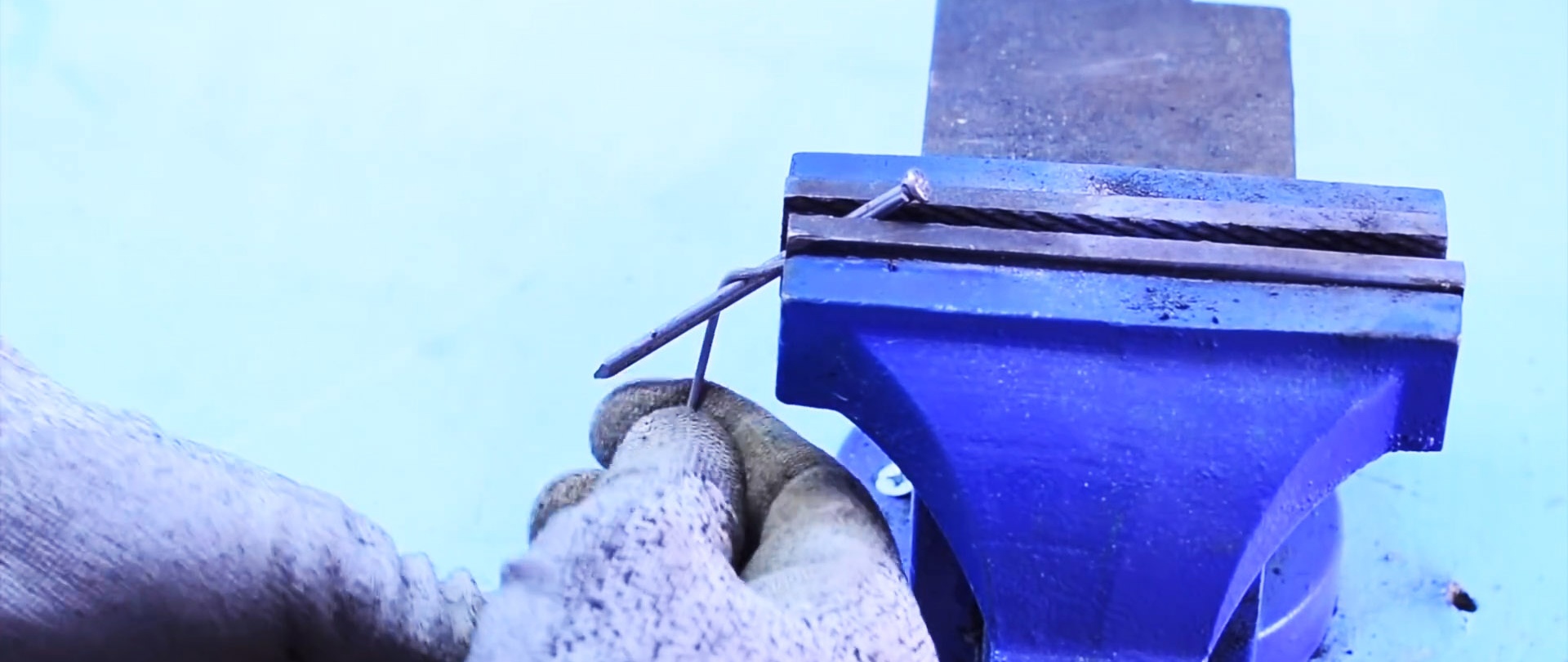
Vi lindar den resulterande spiralen på den belagda elektroden och böjer tråden på olika ställen och säkerställer att den pressas mot den belagda elektroden.

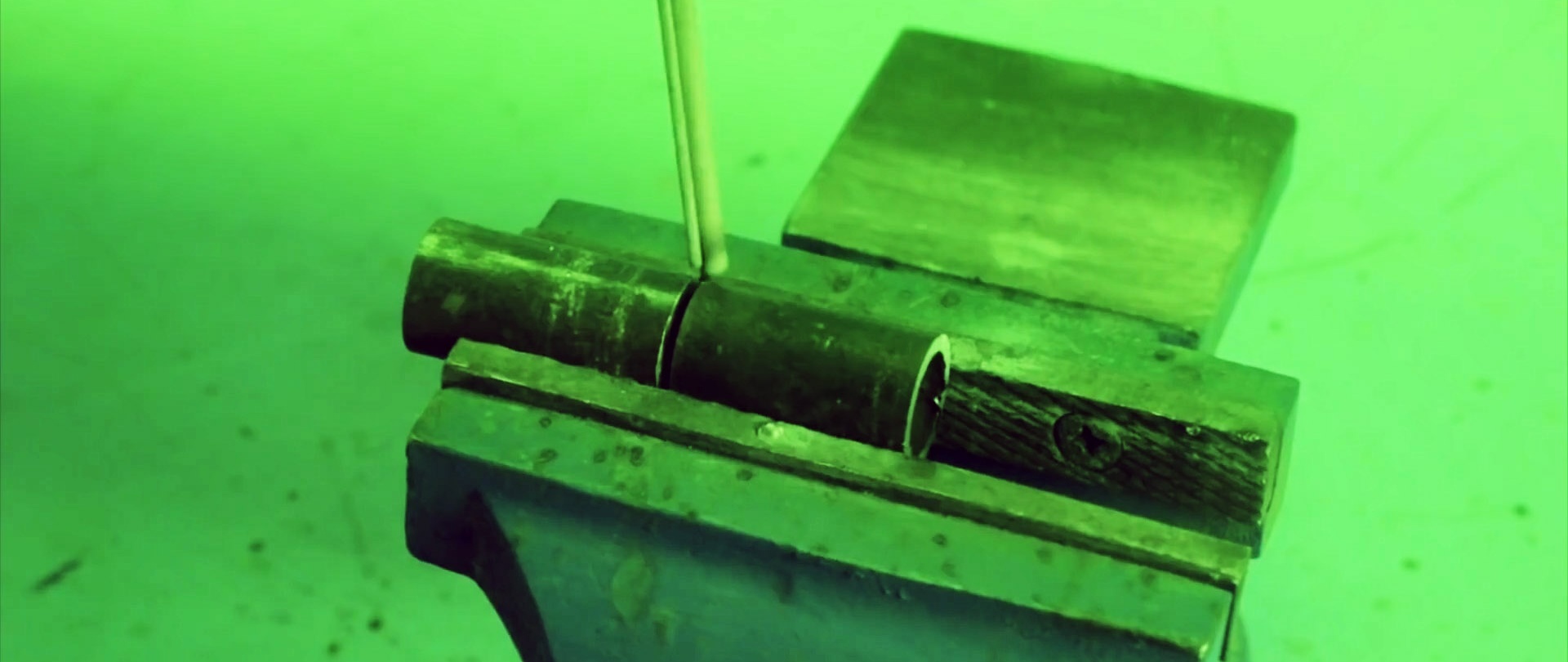
Vi sätter in ändarna på båda elektroderna i hållaren (strömmen flyter genom båda elektroderna) och börjar svetsa änden av ett rör med tillräckligt stor diameter. Processen fortskrider snabbt och effektivt, eftersom metallen från två samtidigt smältande elektroder är tillräckligt för att svetsa ett så stort hål.

Vi är övertygade om detta efter avslutad svetsning av rörhålet och slipning av svetsplatsen med en slipmaskin.

Resultatet blev ett kontinuerligt och lufttätt "lock".

Den andra versionen av svetstricket med en andra "bar" elektrod
För den andra metoden knackar vi den belagda elektroden med en hammare på ett städ och uppnår också fullständig avskalning av beläggningen. Med hjälp av en liten bit bindetråd skruvar vi toppen av den "blotta" elektroden till den belagda precis under dess obelagda kontaktände.

Med denna "design" kommer vi att svetsa ändarna på två rör med ett gap större än vanligt eller ett hål i ett rör med en diameter flera gånger större än diametern på elektroderna vi använder.

Eftersom ström inte flyter genom den "blotta" elektroden, eftersom den är isolerad från strömkällan, smälter dess metall långsammare än metallen på huvudelektroden, och processen fortsätter i ett optimalt läge.

Detta är tydligt synligt efter rengöring av svetsområdena med en slipmaskin: det finns inga penetrationer, sprickor eller slaggfläckar.

Titta på videon
Liknande mästarklasser












