Hemmagjord ultrasnabb klämskruv med unik glidmekanism
En skruvklämma i ett skruvstycke anses vara ett pålitligt sätt att fästa arbetsstycken. Designfelet visar sig i klämhandtagets flera rotationsrörelser för att byta delar som varierar mycket i storlek. Artikeln beskriver en metod för att självtillverka ett skruvstycke med en snabbkopplingsmekanism som inte har denna nackdel.

Verktyg, utrustning, material
För arbete är villkoren för en liten utrustad verkstad tillräckliga:- vinkelslip (slipmaskin);
- bordsborrmaskin; metallborr;
- svetsväxelriktare;
- borra med skärare;
- hydraulisk press eller domkraft;
- skruvstycke för bänk;
- mätinstrument.
- stålplåtar med en tjocklek på 4-6, 20-25 mm;
- en bit fyrkantigt profilrör;
- gängad stång 350-400 mm med en diameter på 12-16 mm;
- avfallsjärnstavar med en diameter på 10-30 mm;
- bultar, muttrar, brickor.
De angivna måtten är för referens; lämplig metall väljs baserat på de erforderliga måtten på skruvstycket.
Steg-för-steg-instruktioner: hur man gör en unik skruvstäd med dina egna händer
De arbetande delarna av framtida skruvstycken produceras separat, sedan monteras strukturen, testas i drift och målas.
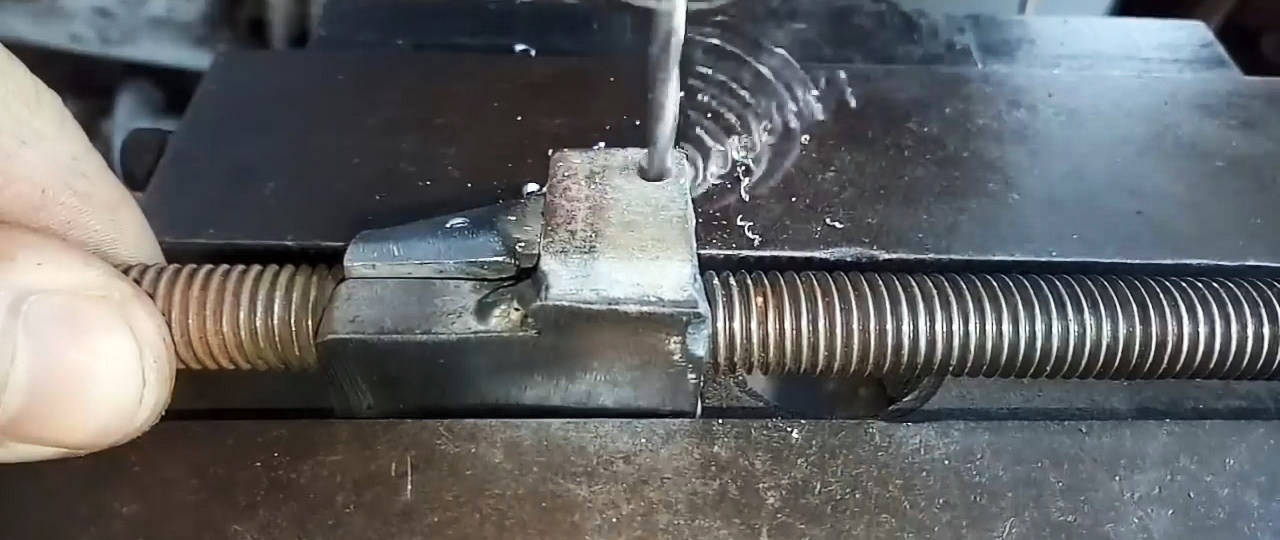
Snabbkopplingsmekanism
De övre och nedre delarna av klämanordningen är gjorda av en metallstång och en långsträckt mutter med hjälp av en kvarn och en svetsomriktare.

För att göra detta, ta en stålrektangel och borra ett hål i den med diametern på tappen.

Skär i mitten av hålet.

Vi skär även muttern på längden.

Vi monterar enheten som på bilden. Vi placerar en stift på basen av en del av blocket. På toppen är en mutter och den andra delen av blocket, förskjutet åt sidan.

Vi svetsar mutterhalvan till blockhalvan.

Svetsning av monteringsaxeln för den övre delen och sidoplåtarna slutför monteringen av enheten.

Borra sedan ett hål och installera stiftet.

Genom att ansluta stiftet med glid- och fixeringsenheten, kontrollera funktionen hos klämmekanismen. Klämman fästs på den bärande metallplattan genom svetsning. En bult och mutter är svetsade till den övre rörliga delen, som kommer att fungera som en spak för att inaktivera fixeringen.

Profilguide
Den nedre väggen av det fyrkantiga röret skärs med en kvarn: på ena sidan, med ungefär två tredjedelar av längden, på den andra med en tiondel.

Ett spår är utskuret i den övre väggen för klämfästespaken. Vassa kanter behandlas med ett slipverktyg.


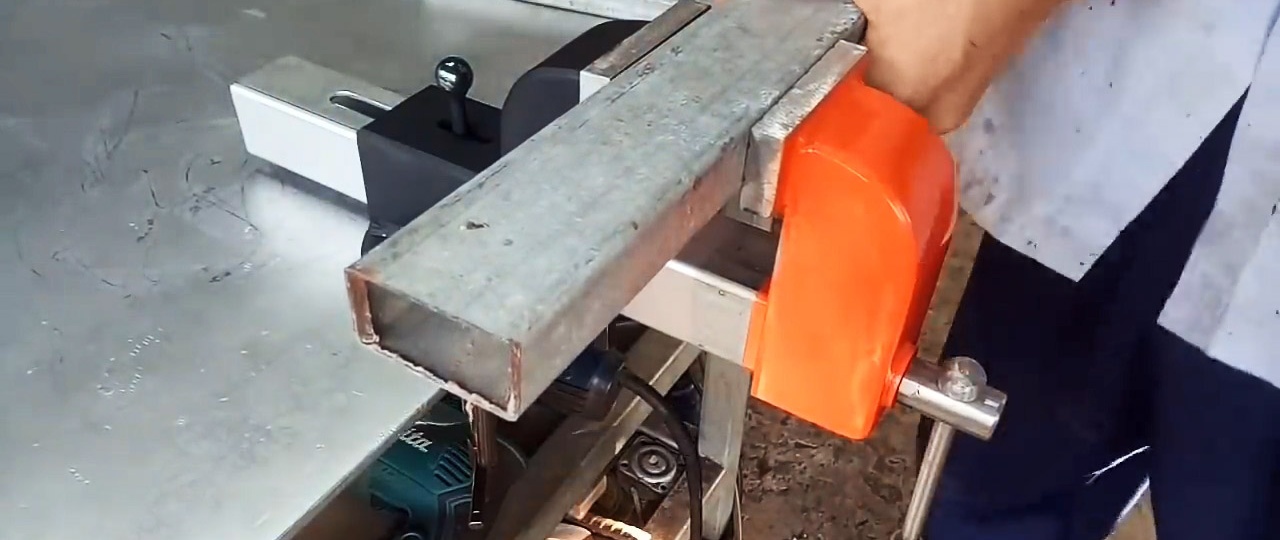
Hus av rörliga och fasta käftar
En fast kropp är svetsad på sidorna av styrningen.

Ett spår är gjort i den övre delen för spaken.



Käftaggregatet består av metallplattor gjorda enligt en preliminär mall.

Den böjda överdelen kan böjas på en press eller med en hydraulisk domkraft.

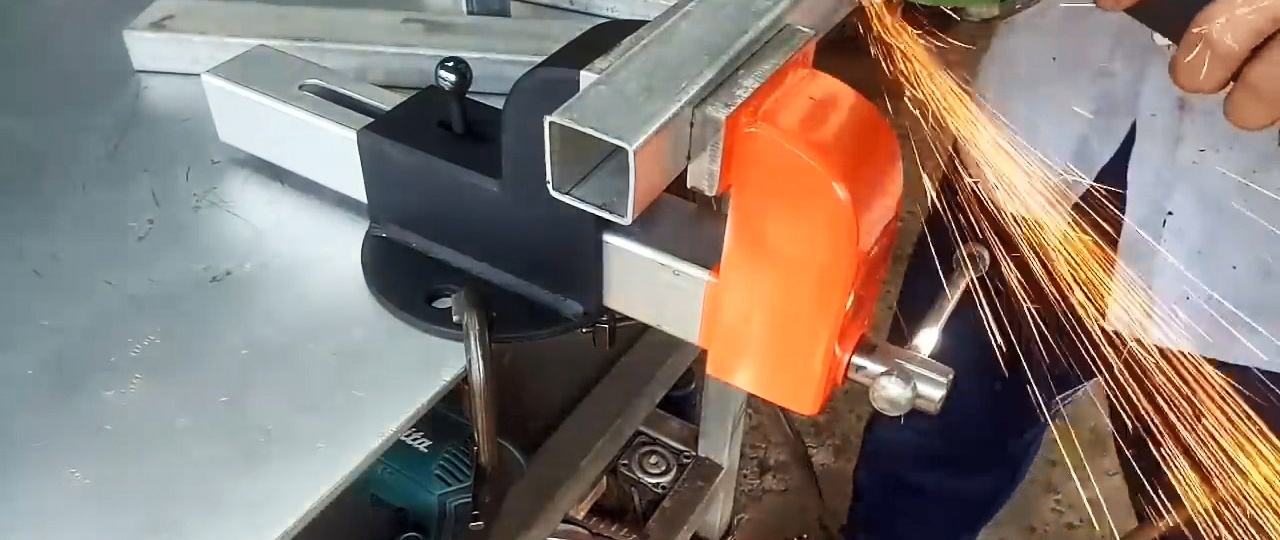
Den fasta kroppen är svetsad till basen, den rörliga kroppen är svetsad till den bakre delen av styrröret.


Efter avslutad svetsning bearbetas husen noggrant med en slipskiva.
Blyskruv
För att utföra klämfunktioner modifieras skruvbulten. För att göra detta svetsas en mutter och en liten metallcylinder till slutet.


En metallnyckel med muttrar svetsade i ändarna sätts in i det gjorda hålet. För att få handtaget att se estetiskt tilltalande ut slipas muttrarna till en cylindrisk form.

Ledskruven sätts in i hålet i den rörliga kroppens bakvägg och fixeras med en svetspunkt.

Käftplattor
På stålplåtar som förberetts efter storlek, appliceras diagonala nätmarkeringar. Använd en tunn skärskiva och skär spår till ett djup av 1-2 mm.
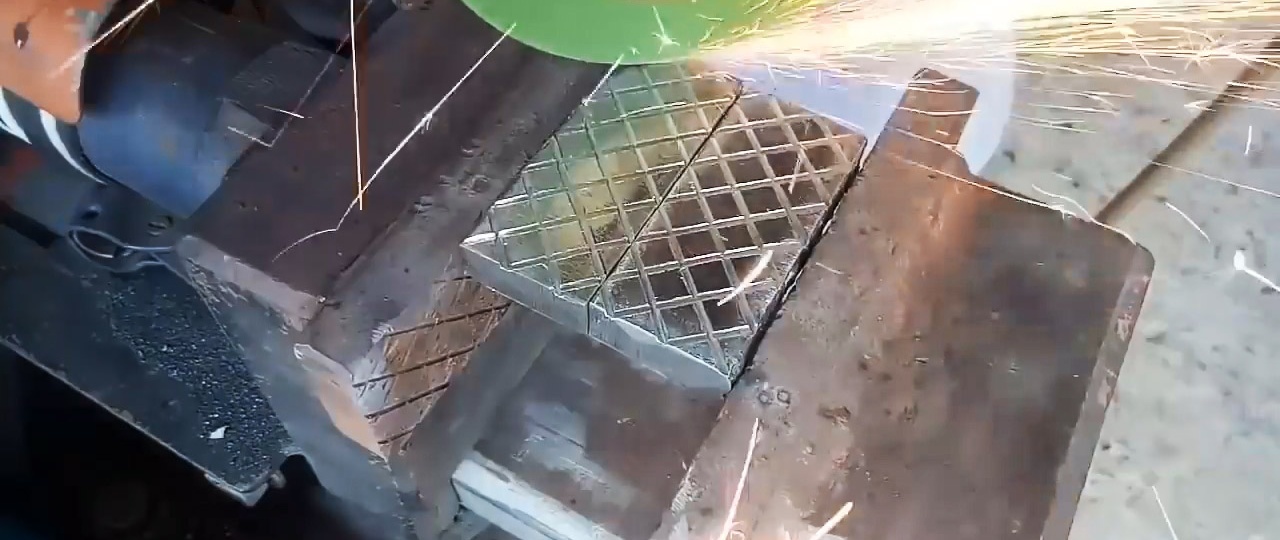
De färdiga plattorna med inriktade kanter kläms fast i hus och svetsas.

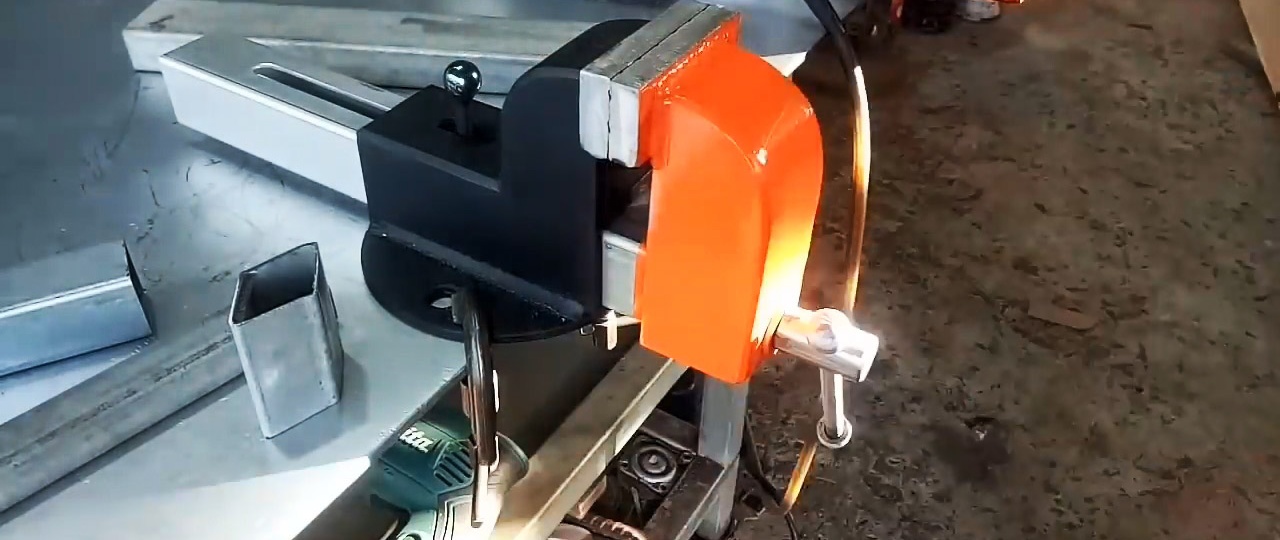
Slutmontering och efterbehandling
Två hål är perforerade i bottenplattan för att fästa skruvstycket på arbetsbänkens yta. En kula från lagret svetsas i stället för det avskurna huvudet på hållarbulten.
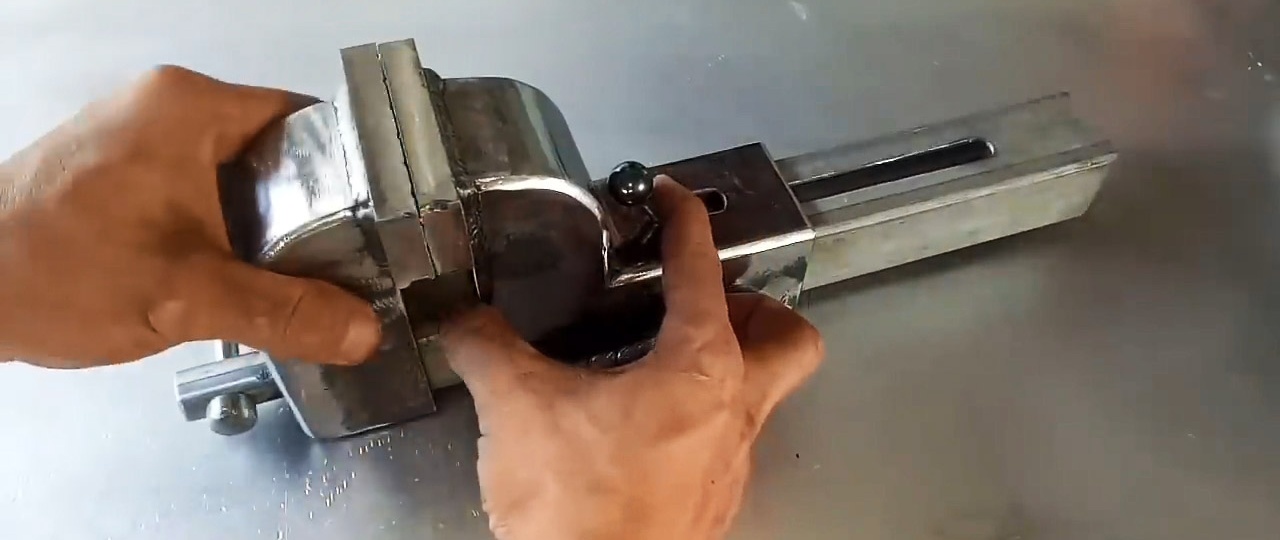

Efter noggrann slipning avfettas och målas ytorna. En bekväm låssmedsenhet gör att du snabbt kan byta arbetsstycken utan ansträngning.