Hur man gör en anordning för att slipa knivar av en fog med smärgel
När knivarna på en fogmaskin blir matta sjunker kvaliteten på bearbetningen och produktiviteten. Endast en erfaren hantverkare kan slipa sådana knivar korrekt, eftersom skärpningsvinkeln måste bibehållas längs hela längden. Men om du gör en enhet av sandpapper och MDF-ark, kan även en nybörjare utföra högkvalitativ skärpning.
Kommer att behöva
Material:- melaminskivor 18 mm tjocka;
- smärgel maskin;
- bultar, brickor, muttrar, skruvar;
- aluminiumkanal;
- vingnötter;
- stålband och vinkel;
- gängade bussningar för trä;
- stålhandtag;
- knivar för fogmaskin m.m.
Högkvalitativa borrar på AliExpress till rabatt - http://alii.pub/5zwmxz
Processen att tillverka en anordning för att slipa knivar på en fog
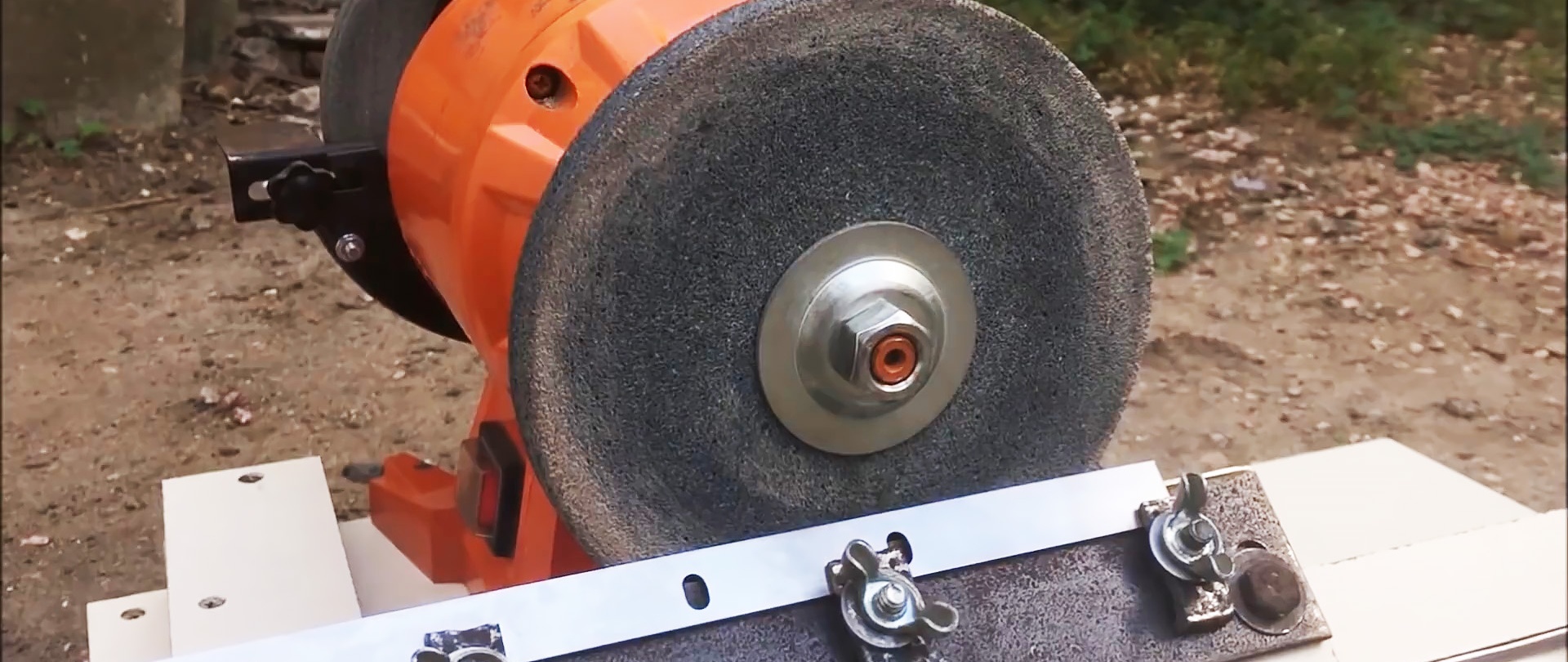
Vi skär ut en rektangel från arket för mekanisk smärgel och borrar ett par hål i den mittemot smärgelets fästperforeringar. Vi borrar blinda stora hål med diameter och små i mitten.
Vi sätter in bultar med brickor från sidan av blindborrningarna, på vilka vi på andra sidan sänker basen på sandpappret och drar åt den med muttrar.

Placera sandpapper och bas på ett stort rektangulärt ark i mitten, rikta in den bakre kanten av basen med långsidan av det stora arket.
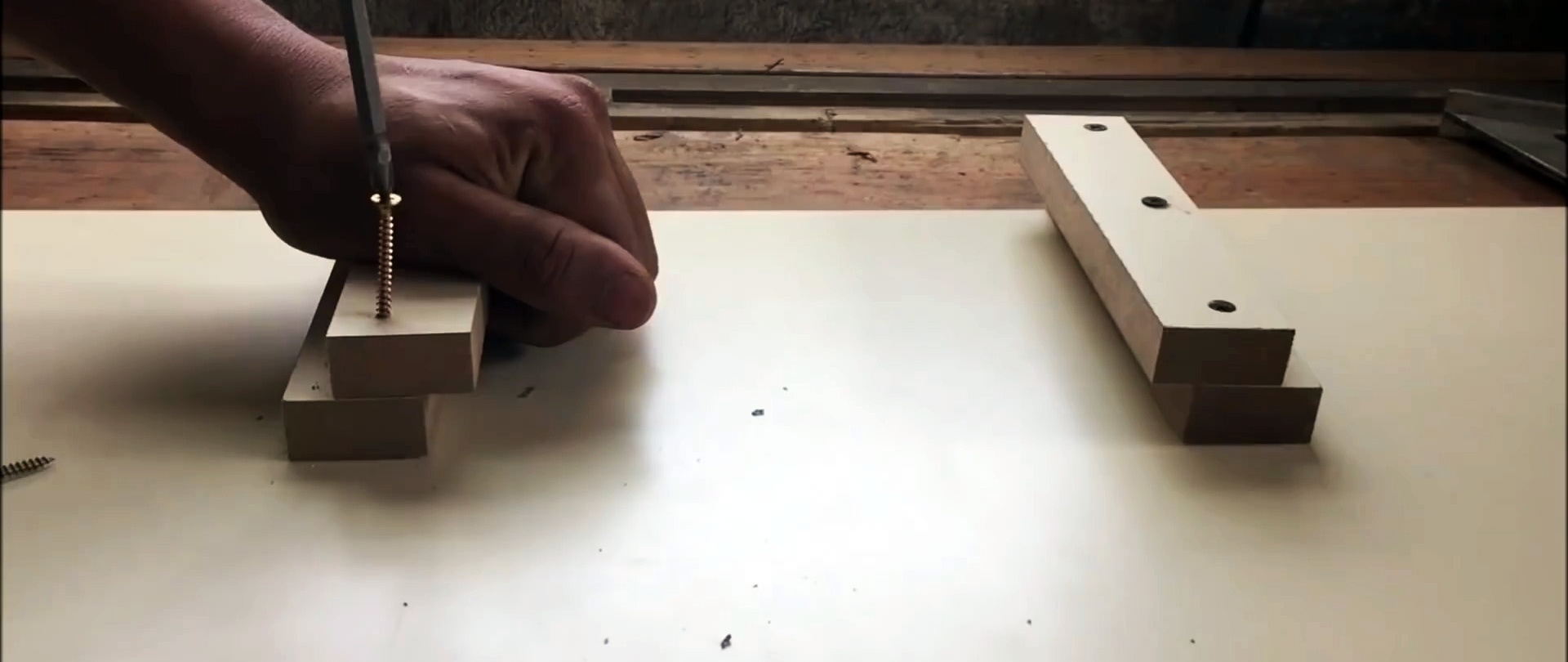
Vi placerar två plattor på limmet nära basen. Efter att ha justerat rätt vinkel mellan plattorna och basen fäster vi dem med skruvar.
Vi placerar samma på plattorna, flyttas inåt med 1/3 av bredden och skruvar dem till botten med skruvar. Vi sätter in basen under sandpappret i de resulterande spåren och ser till att den rör sig fritt i dem.
Från arket skär vi ut 4 trianglar med vinklar på 90, 45 och 45 grader. Limma dem vinkelrätt mot långsidan av det stora arket med hypotenuserna utåt. Vi förstärker den med skruvar från botten av ett stort ark.

Vi skär ena sidan av den långa brädan i 45 grader med en cirkelsåg.

På den breda sidan gör vi två parallella längsgående spår med ett tvärsnitt som motsvarar aluminiumkanalerna.


Vi lägger en bräda med en kant i 45 grader på trianglarna så att kanten är i ett stycke med de vertikala benen, och fäster dem med skruvar i trianglarna.
Vi "sitter" aluminiumkanalerna på limmet i skivans spår, komprimerar dem med klämmor och lämnar dem tills limet härdar.
Vi mäter bredden och höjden på aluminiumkanalerna för att justera den cirkulära skivan och skär ut två stänger för att flytta längs kanalerna.

Vi fixerar stängerna med skruvar i längdriktningen på brädan med en 45 graders kant. Vi gnuggar stängerna med vax eller paraffin för bättre glid i kanalerna.


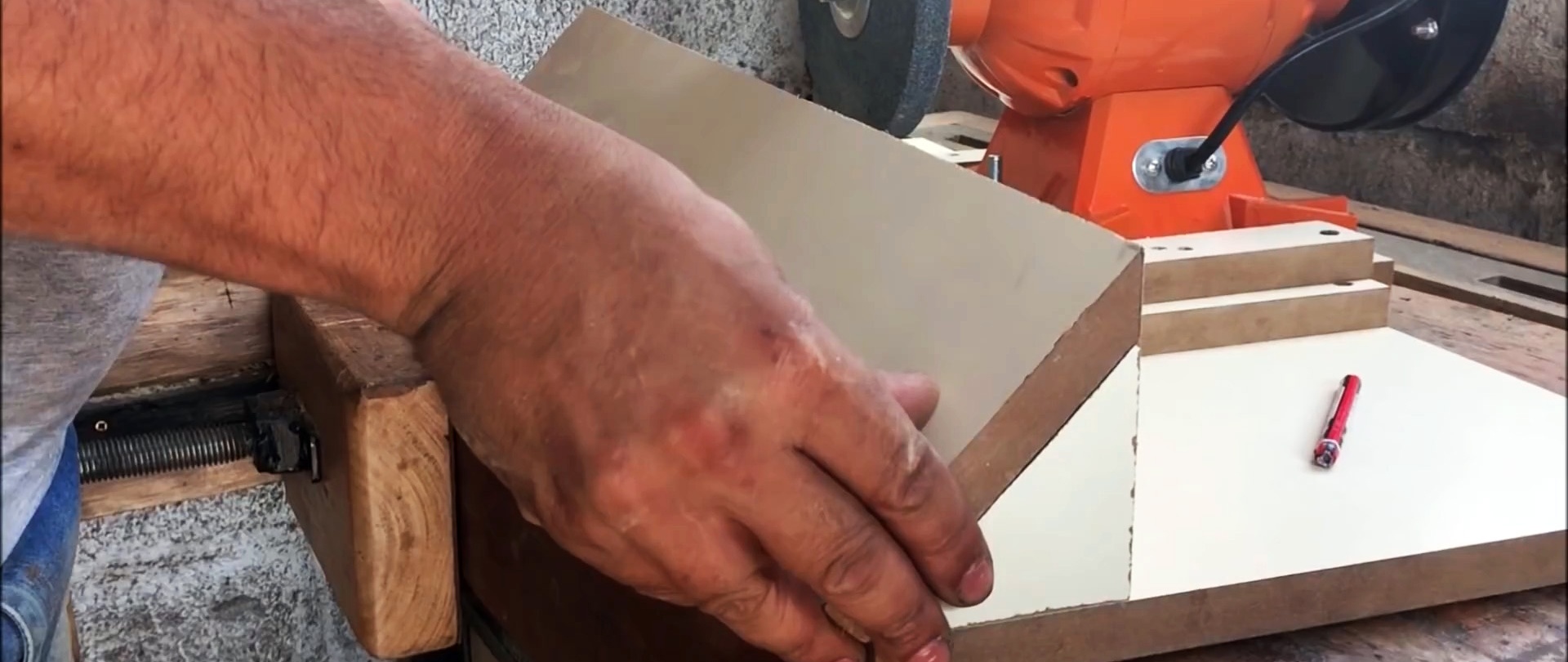
Vi lägger brädan i block i kanalerna och kombinerar snittet med snittet på bottenbrädet.
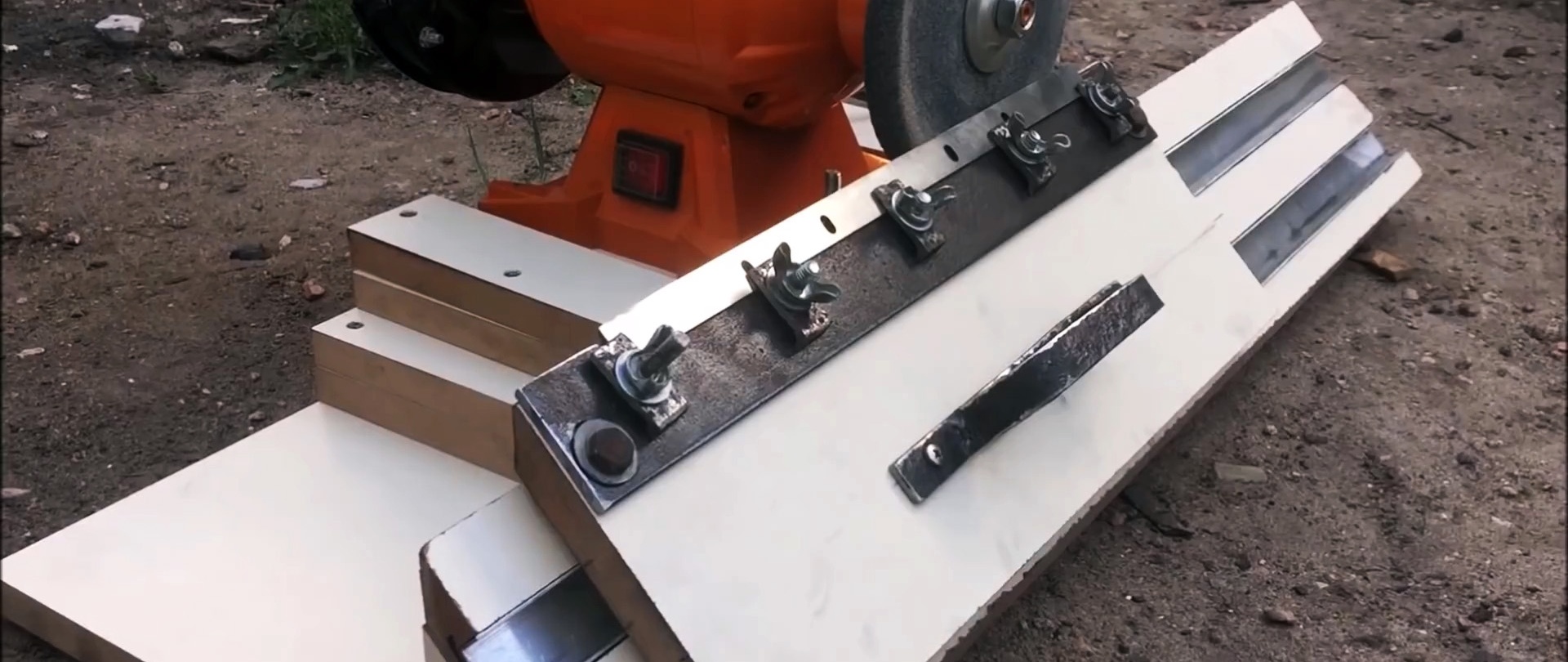
I stålbandet gör vi 2 hål längs kanterna och 5 hål längs längden med en liten förskjutning från mitten.
Vi sätter in 5 bultar i hålen på remsan och svetsar dem. Vi sätter brickor på bultstängerna och skruvar på vingmuttrarna.

I en bräda med stänger längs långsidan borrar vi hylsor med genomgående hål och hamrar i gängade bussningar. Vi bultar fast en stålremsa med bultar till dem.


Vi fäster stålhandtaget parallellt med remsan med skruvar. Vi installerar igen brädan med stängerna i styrkanalerna.

Vi gör element från ett stålhörn - smala remsor med ett hål i mitten från en hylla med ett litet grepp på en annan hylla.
Vi sätter dessa element på bultstängerna med "näsan" nedåt, sedan brickor och skruvar på vingmuttrarna.


Vi säkrar kniven med stopp och vingmuttrar, vilket säkerställer parallellitet med brädans kant. Skärpningsvinkeln ställs in automatiskt av enhetens design.

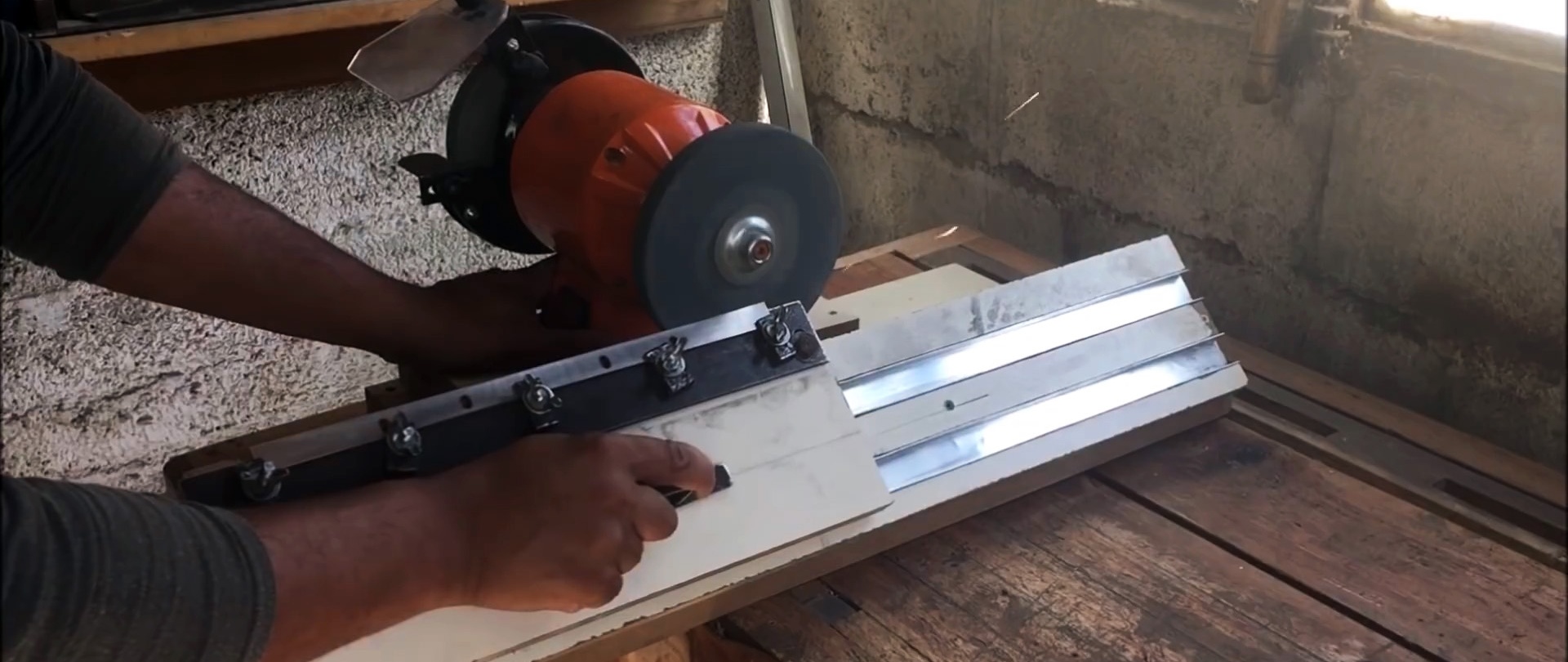

Slipningen är enkel: slå på smärgeln, flytta kniven åt vänster och höger och tryck smärgeln mot kniven när du vässar den.
För att ta bort grader och böjningar, slipa baksidan av kniven med "vått" sandpapper.

Genom att installera de slipade knivarna på fogmaskinen är vi övertygade om kvaliteten på deras slipning vid bearbetning av arbetsstycken.