Nu är det bekvämt att slipa knivar: hur man gör en enkel slipanordning
Att arbeta med en matt kniv är svårt och farligt. Om det glider av materialet kan det skada dina fingrar. Manuell redigering kräver erfarenhet, eftersom det är svårt att behålla skärpningsvinkeln längs bladets längd. Bra enheter för detta ändamål kostar flera tusen rubel. Som tur är går det att göra det själv. För att göra detta räcker det med metallbearbetnings- och svetsfärdigheter.

Arbetet med en hemgjord produkt börjar med beredningen av följande material och produkter:
I ditt arbete kommer du också att behöva använda ett skruvstycke, svetsmaskin, kvarn, borr och sax.
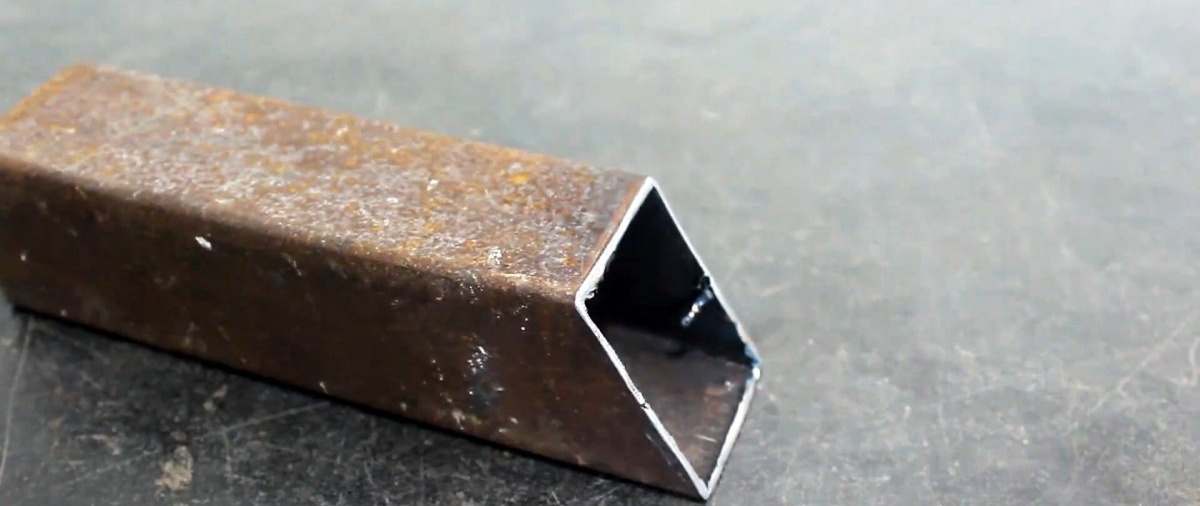
Slipningsvinkeln på knivar beror på deras syfte.Vi kommer att fokusera på hemköksknivar, för vilka det är 25-30 grader. Först skär vi av den nödvändiga längden på det fyrkantiga röret och bildar ett snitt i ena änden i en vinkel på 25-30 grader.

Vi bildar en stålplatta med lämpliga dimensioner och svetsar den längs konturen till den lutande delen av det fyrkantiga röret.


Vi rengör sömmarna med en kvarn och tar bort metallavlagringar. Vi gör ytan på den lutande plattan slät och konturerna utan hack eller oregelbundenheter.

I två små rektangulära plattor, som rör sig bort från ena änden längs längden, borrar vi hål. Vi rundar hörnen på plattorna ovanför hålen. Vi svetsar dem vertikalt till det korta planet på det fyrkantiga röret som är anslutet till den lutande änden, något drar sig tillbaka från den andra änden och sidokanterna. Dessutom bör hålen vara på toppen.

I ett fyrkantigt rör med ett mindre tvärsnitt borrar vi genom hål i de motsatta kanterna i mitten, något som rör sig bort från änden. Vi formar också den andra änden av röret i en vinkel på 25-30 grader med hjälp av en kvarn.
Vi placerar ett mindre rör mellan "öronen", och med en lämplig bult och mutter kopplar vi ihop dem så att det mindre röret kan rotera fritt runt bulten.

Vi svetsar en stålplåt till det lutande planet i änden av det mindre röret, vilket helt skulle täcka det nedre i bredd och längd.


Vi borrar ett större hål i toppen av den U-formade plattan och svetsar en mutter av önskad storlek under en bult av önskad längd. Vi svetsar benen på den resulterande strukturen vertikalt till det större fyrkantiga röret så att det mindre fyrkantiga röret är mellan dem.


För skönhet och skydd målar vi enheten från en aerosolburk. Vi limmar gummiremsor på de matchande lutande plattorna och täcker deras dimensioner med en marginal.

Efter att limmet har härdat, använd en sax för att klippa bort det överflödiga gummit som sticker ut utanför plattornas konturer.

Vi klämmer fast basen av den hemgjorda produkten i ett skruvstycke. Vi placerar knivbladets rumpa mellan plattorna och fäster den med en bult i den U-formade plattan. Nu kan kniven slipas eller redigeras utan rädsla för att störa skärpningsvinkeln.




Kommer att behöva
Arbetet med en hemgjord produkt börjar med beredningen av följande material och produkter:
- två sektioner av fyrkantsrör av olika sektioner;
- två stålplåtar med lika bredd men olika längd;
- par av identiska rektangulära remsor av stål;
- två olika par bultar och muttrar;
- U-format ämne av stålband;
- gummiband;
- lim för limning av gummi på metall;
- en burk aerosolfärg.
I ditt arbete kommer du också att behöva använda ett skruvstycke, svetsmaskin, kvarn, borr och sax.
Tillverkningsprocess för armaturer
Slipningsvinkeln på knivar beror på deras syfte.Vi kommer att fokusera på hemköksknivar, för vilka det är 25-30 grader. Först skär vi av den nödvändiga längden på det fyrkantiga röret och bildar ett snitt i ena änden i en vinkel på 25-30 grader.
Vi bildar en stålplatta med lämpliga dimensioner och svetsar den längs konturen till den lutande delen av det fyrkantiga röret.


Vi rengör sömmarna med en kvarn och tar bort metallavlagringar. Vi gör ytan på den lutande plattan slät och konturerna utan hack eller oregelbundenheter.

I två små rektangulära plattor, som rör sig bort från ena änden längs längden, borrar vi hål. Vi rundar hörnen på plattorna ovanför hålen. Vi svetsar dem vertikalt till det korta planet på det fyrkantiga röret som är anslutet till den lutande änden, något drar sig tillbaka från den andra änden och sidokanterna. Dessutom bör hålen vara på toppen.

I ett fyrkantigt rör med ett mindre tvärsnitt borrar vi genom hål i de motsatta kanterna i mitten, något som rör sig bort från änden. Vi formar också den andra änden av röret i en vinkel på 25-30 grader med hjälp av en kvarn.
Vi placerar ett mindre rör mellan "öronen", och med en lämplig bult och mutter kopplar vi ihop dem så att det mindre röret kan rotera fritt runt bulten.

Vi svetsar en stålplåt till det lutande planet i änden av det mindre röret, vilket helt skulle täcka det nedre i bredd och längd.


Vi borrar ett större hål i toppen av den U-formade plattan och svetsar en mutter av önskad storlek under en bult av önskad längd. Vi svetsar benen på den resulterande strukturen vertikalt till det större fyrkantiga röret så att det mindre fyrkantiga röret är mellan dem.


För skönhet och skydd målar vi enheten från en aerosolburk. Vi limmar gummiremsor på de matchande lutande plattorna och täcker deras dimensioner med en marginal.

Efter att limmet har härdat, använd en sax för att klippa bort det överflödiga gummit som sticker ut utanför plattornas konturer.

Vi klämmer fast basen av den hemgjorda produkten i ett skruvstycke. Vi placerar knivbladets rumpa mellan plattorna och fäster den med en bult i den U-formade plattan. Nu kan kniven slipas eller redigeras utan rädsla för att störa skärpningsvinkeln.



Titta på videon
Liknande mästarklasser

Den enklaste enheten för att slipa knivar i 30 grader

Anordning för att slipa köttkvarnarknivar

Ett enkelt verktyg för att slipa knivar i en fast vinkel

Hur man snabbt gör en anordning för skärpning av borrar

En enkel anordning för att kontrollera rätt vinkel manuellt

Hur man gör en komplex skärpning för enkel knivslipning
Särskilt intressant





Kommentarer (5)
