Paano gumawa ng keyway sa isang lathe

Karaniwan ang isang lathe ay ginagamit para sa pagbubutas, pag-tap, reaming, countersinking at pagbabarena, ngunit ang kanilang mga kakayahan ay hindi nagtatapos doon. Iminumungkahi kong isaalang-alang ang isang paraan upang magamit ito upang mag-drill out ng isang keyway sa bushing. Para dito gumagamit ako ng 1K62 screw-cutting lathe.

Set ng mga tool
Upang maisagawa ang trabaho, bilang karagdagan sa makina, kakailanganin mo:
- nakakainip na pamutol;
- pamutol ng slotting;
- langis para sa pagpapadulas.
Ang anumang boring cutter ay maaaring gamitin, siyempre, sa loob ng mga kakayahan ng diameter ng manggas. Tulad ng para sa slotting tool, ang cross-section nito ay pinili upang tumugma sa kinakailangang lapad ng keyway. Ang lubricating oil ay kinakailangan lamang kung kailangan mong magtrabaho sa matigas na metal. Para sa malambot na bakal, sa kondisyon na ang mga de-kalidad na pamutol ay ginagamit, hindi kinakailangan, dahil ang chamfer boring at chiselling ay hindi nagiging sanhi ng kritikal na overheating, na maaaring mapabilis ang abrasion ng cutting edge ng tool.

Yugto ng paghahanda
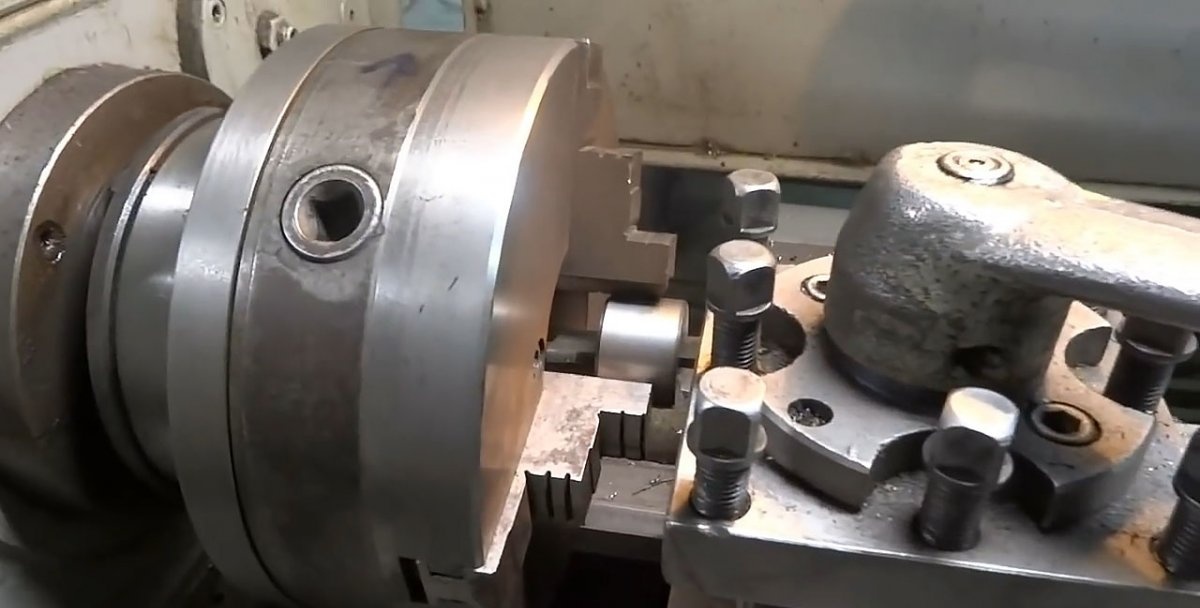
Ang bushing ay naka-install sa isang three-jaw chuck. Bago magsagawa ng chiselling, kailangan mo munang ihanda ang panloob at panlabas na chamfer nito gamit ang isang boring cutter.Ang mga ito ay ginawa lamang sa gilid kung saan papasok ang slotting tool. Ito ay isang simpleng proseso, pamilyar kahit na sa isang amateur turner, at samakatuwid ay hindi nangangailangan ng hiwalay na pagsasaalang-alang.

Pagkatapos ihanda ang mga chamfer sa makina, kailangan mong itakda ang pinakamababang bilis upang maiwasan ang pag-ikot ng spindle. Sa maraming mga makina, ang jaw chuck ay maaaring magbigay ng pag-play sa ilalim ng pagkarga, kaya sa kasong ito kinakailangan na mag-install ng isang spacer. Upang gawin ito, maglagay ng bolt at nut ng angkop na taas sa ilalim nito. Kapag i-unscrew ito, ang haba ng stop ay tumataas, kaya mahigpit itong pinindot laban sa kartutso, at sa gayon ay inaalis ang pag-roll.

Ang slotting cutter ay bahagyang naka-clamp sa tool holder. Inihanay nito ang bushing sa gitna, pagkatapos nito ay kinakailangan upang gumawa ng mga pinong pagsasaayos. Upang gawin ito, ipinasok ito sa bushing, na gumagalaw nang pahaba kasama ang caliper kasama ang slide. Ang resultang scratch ay dapat tumakbo sa kahabaan ng bushing hole mula sa isang gilid patungo sa isa pa. Hindi dapat magkaroon ng isang seksyon na walang gasgas sa cut line. Kung mayroon ito, ipinapahiwatig nito ang pagkakaroon ng isang pagbaluktot. Kapag ang pamutol ay nakaposisyon nang tama, dapat itong i-clamp nang mahigpit, dahil ang pagkarga sa panahon ng chiselling ay mas mataas kaysa sa panahon ng karaniwang gawaing pagliko.
Proseso ng chisling
Dahil ang manggas ay may sariling radius sa loob, bago simulan upang sukatin ang lalim ng uka, kinakailangan na putulin ito upang makakuha ng isang patag na lugar, na magiging zero reference point. Upang gawin ito, gamit ang isang caliper, inililipat ko ang pamutol sa loob ng bushing kasama ang longitudinal slide, inaalis ang pinakamagandang metal shavings. Matapos itong bumalik sa orihinal na posisyon nito, inilalapit ko ang cutting edge kasama ang transverse slide sa katawan ng manggas ng 0.1 mm. Muli akong gumawa ng paayon na paggalaw sa kahabaan ng karwahe. Inuulit ko ang proseso hanggang sa mawala ang radius ng gutter. Sa sandaling umalis siya, ito ang magiging zero point para sa countdown.

Ngayon ay sinisimulan ko na ang pagpapait ng keyway. Sa aking kaso, ang lalim nito ay dapat na 2.6 mm. Gamit ang 0.1mm increments, aabutin ng 26 na hiwa ng cutter para makamit ang lalim na ito.


Matapos palalimin ang uka ng 2.6 mm, nang hindi binabago ang mga setting sa dial, kailangan mong gumawa ng ilang paulit-ulit na paggalaw ng pamutol upang linisin ang eroplano ng maliliit na burr. Susunod, ang manggas ay tinanggal mula sa kartutso. Ang pangalawang dulo nito ay medyo magaspang, ngunit ito ay madaling malutas. Ang boring cutter ay muling na-install sa tool holder, at ang mga malinis na chamfer ay tinanggal. Pagkatapos nito, ang manggas ay maaaring gamitin para sa nilalayon nitong layunin.
Ang chiselling sa isang lathe ay isang mahaba, bagaman hindi kumplikado, na proseso. Sa aking kaso, ang paayon na paggalaw ng caliper ay motorized, kaya ang lahat ay tapos na medyo mabilis. Posible rin na gumawa ng isang uka sa mga makina ng badyet na may manu-manong pagmamaneho, ngunit sa kasong ito ay aabutin ng mas maraming oras.
Panoorin ang video
Mga katulad na master class

Aling pamutol ang kukuha ng tindig

Paano mag-drill ng isang mabilis na pamutol - P18 na bakal

Paano bawasan ang diameter ng isang bakal na tubo sa pamamagitan ng alitan

Paano gumawa ng isang kubo sa loob ng isang kubo sa isang lathe

Drill extension gamit ang friction welding

Paano gumawa ng isang log splitter na "karot" sa garahe
Lalo na kawili-wili

Isang simpleng paraan upang maghinang ng aluminyo

Paano ibalik ang isang paniki

Drill sharpening device

Paano Gumawa ng Butas sa Pinatigas na Bakal na Walang Pagbabarena

Ang pinakasimpleng aparato para sa hasa ng mga kutsilyo sa 30 degrees

Paano mag-drill sa anumang high-speed na bakal na may tile drill
Mga komento (5)
