Pagkonekta ng metal na may mga electric rivet
Ang electric rivet welding ay malawakang ginagamit sa industriya para sa pagsali sa mga istrukturang gawa sa manipis na sheet metal. Para sa mga layunin ng sambahayan, madalas na mas madaling magwelding gamit ang isang regular na tahi, ngunit may mga pagbubukod. Maaaring kailanganin ang spot welding kapag ikaw mismo ang gumagawa ng pag-aayos ng katawan ng kotse, kapag tinatakpan ng mga bakal ang mga van, pavilion, atbp. Gayunpaman, dahil sa mababang katanyagan ng paraan ng hinang na ito, kakaunti ang mga tao na pamilyar dito, kaya sulit na isaalang-alang ito nang mas detalyado.

Upang makakuha ng kinakailangang karanasan, ang isang baguhan na welder ay dapat magsimulang gumawa ng mga electric rivet sa pamamagitan ng unang pagbabarena ng isang butas sa tuktok na sheet ng metal. Kapag hinang ang bakal na 3 mm ang kapal, ang diameter nito ay dapat na 6-9 mm.

Ang elektrod ay inilalapat sa ilalim na workpiece sa pamamagitan ng isang butas sa tuktok na sheet. Kung ang manipis na bakal ay ginagamit, pagkatapos ay dapat itong magsimulang mag-apoy mula sa gitna, pagkatapos ay dahan-dahang ilipat at ipagpatuloy ang pagsasama-sama ng metal sa gilid, na gumagalaw paitaas sa isang bilog. Sa makapal na metal na may malaking butas, kailangan mong mag-apoy sa elektrod sa gilid, at kapag gumagalaw sa isang bilog, kung minsan ay lumipat patungo sa gitna.


Upang makakuha ng isang maaasahang rivet, kailangan mong sundin ang ilang mga patakaran:
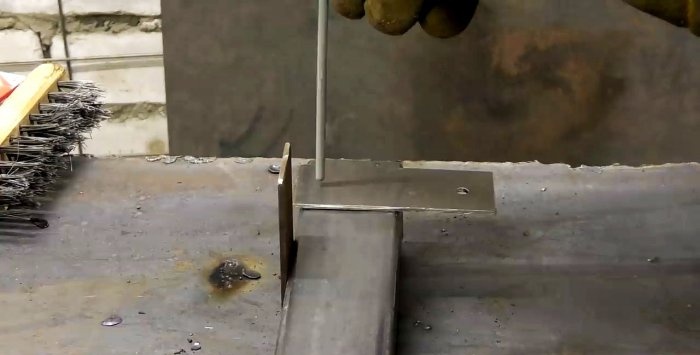
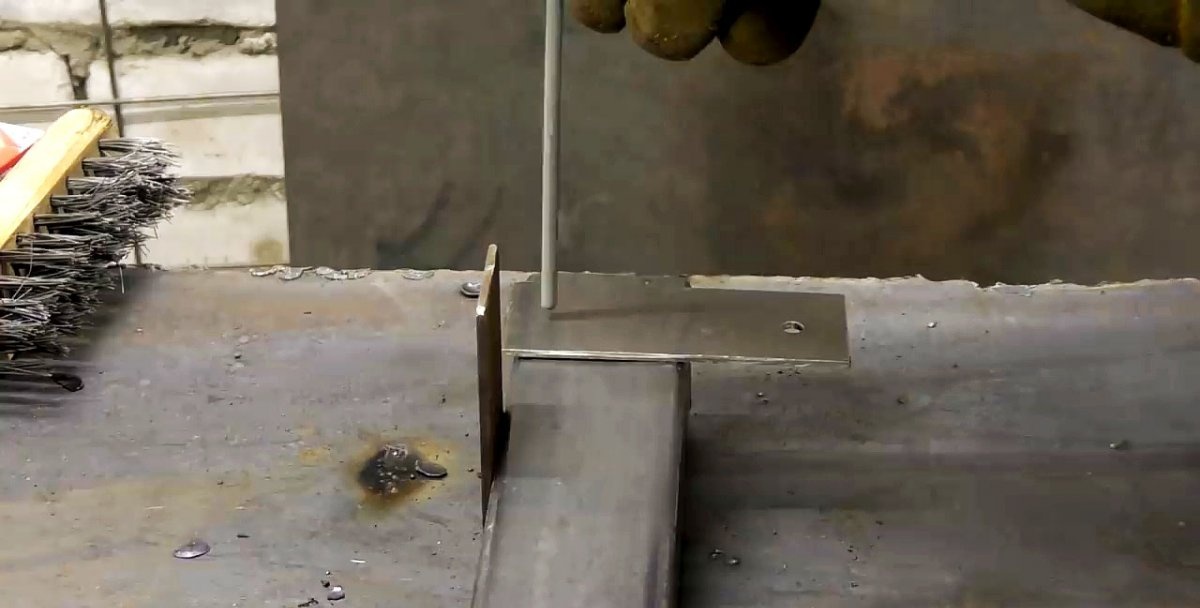
Ang pagkakaroon ng ilang karanasan sa seam welding, maaari mong agad na subukan ang pag-install ng mga electric rivet nang hindi binabarena ang tuktok na sheet. Ang pamamaraang ito ay angkop para sa spot welding thin sheets. Ang elektrod ay inilalagay sa kantong at gaganapin hanggang sa lumitaw ang katangian ng tunog ng pagsunog sa itaas na bahagi. Sa sandaling masunog ang sheet, kailangan mong dahan-dahang itaas ang elektrod, pagsasama-sama ng metal, upang isara ang nagresultang butas.
Kapag naglalagay ng mga electric rivet sa manipis na metal, maaari mong gamitin ang rutile electrodes. Sa mas seryosong workpiece, mas mabuti ang base coating. Kung hindi bababa sa 2 rivet ang ginawa, ang mga konektadong bahagi ay imposibleng masira sa anumang direksyon ng epekto. Ang pagluluto gamit ang mga rivet ay mas mabilis at mas matipid sa mga tuntunin ng pagkonsumo ng elektrod, kaya ang pamamaraan ay talagang kapaki-pakinabang.



Welding na may paunang paghahanda ng butas
Upang makakuha ng kinakailangang karanasan, ang isang baguhan na welder ay dapat magsimulang gumawa ng mga electric rivet sa pamamagitan ng unang pagbabarena ng isang butas sa tuktok na sheet ng metal. Kapag hinang ang bakal na 3 mm ang kapal, ang diameter nito ay dapat na 6-9 mm.

Ang elektrod ay inilalapat sa ilalim na workpiece sa pamamagitan ng isang butas sa tuktok na sheet. Kung ang manipis na bakal ay ginagamit, pagkatapos ay dapat itong magsimulang mag-apoy mula sa gitna, pagkatapos ay dahan-dahang ilipat at ipagpatuloy ang pagsasama-sama ng metal sa gilid, na gumagalaw paitaas sa isang bilog. Sa makapal na metal na may malaking butas, kailangan mong mag-apoy sa elektrod sa gilid, at kapag gumagalaw sa isang bilog, kung minsan ay lumipat patungo sa gitna.


Upang makakuha ng isang maaasahang rivet, kailangan mong sundin ang ilang mga patakaran:
- Upang mabilis na mapainit ang mas mababang workpiece, mas mahusay na itakda ang kasalukuyang sa 110A sa welding machine.
- Maglagay ng hindi bababa sa 2 rivet upang maiwasang mapilipit ang mga bahaging konektado.
- Pindutin nang mahigpit ang manipis na mga workpiece upang maiwasan ang pagkasunog ng tuktok na metal;
- Kung mas mataas ang cross-section ng metal, mas malaki ang diameter ng butas para sa pag-install ng rivet ay kinakailangan.
- Ang rivet ay naka-install nang sabay-sabay nang walang pag-pause. Salamat dito, ang lahat ng slag ay mangolekta sa itaas at maaari itong ibagsak, na lumilikha ng isang maayos na fungus.
Pag-install ng electric rivet sa pamamagitan ng pagsunog nang walang butas
Ang pagkakaroon ng ilang karanasan sa seam welding, maaari mong agad na subukan ang pag-install ng mga electric rivet nang hindi binabarena ang tuktok na sheet. Ang pamamaraang ito ay angkop para sa spot welding thin sheets. Ang elektrod ay inilalagay sa kantong at gaganapin hanggang sa lumitaw ang katangian ng tunog ng pagsunog sa itaas na bahagi. Sa sandaling masunog ang sheet, kailangan mong dahan-dahang itaas ang elektrod, pagsasama-sama ng metal, upang isara ang nagresultang butas.
Kapag naglalagay ng mga electric rivet sa manipis na metal, maaari mong gamitin ang rutile electrodes. Sa mas seryosong workpiece, mas mabuti ang base coating. Kung hindi bababa sa 2 rivet ang ginawa, ang mga konektadong bahagi ay imposibleng masira sa anumang direksyon ng epekto. Ang pagluluto gamit ang mga rivet ay mas mabilis at mas matipid sa mga tuntunin ng pagkonsumo ng elektrod, kaya ang pamamaraan ay talagang kapaki-pakinabang.


Panoorin ang video
Mga katulad na master class






Lalo na kawili-wili






Mga komento (2)
