Ang pinakasimpleng lathe na maaaring gawin sa loob ng 15 minuto
Para sa pinakasimpleng lathe sa tindahan kailangan mong magbayad ng ilang libong rubles. Ngunit maaari itong gawin mula sa isang drill nang walang gaanong gastos, at hindi mo kailangang maging isang mataas na kwalipikadong espesyalista upang gawin ito.

Bilang karagdagan sa drill, kakailanganin namin ang mga sumusunod na materyales, tool at accessories:
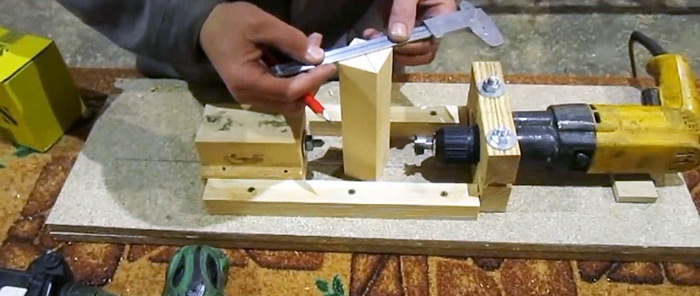
Gamit ang isang caliper, sinusukat namin ang cylindrical belt sa drill body, kung saan ikakabit namin ang tool at isentro ito sa headstock ng aming lathe.
Minarkahan namin ang isang kahoy na beam, na naka-secure sa workbench table na may clamp, at gumagamit ng drill na may core drill upang gumawa ng through hole na mas malapit sa isa sa mga gilid nito.

Sa kahabaan ng longitudinal axis ng beam, gumagamit kami ng circular saw upang i-cut ang jumper sa pagitan ng dulo at through hole, at ipagpatuloy ang hiwa sa katawan nito sa parehong distansya.Pinutol namin ang isang piraso ng troso na may butas ng kinakailangang haba.
Naglalagay kami ng mga marka sa isang dobleng piraso ng chipboard na may ibinigay na lapad at haba, na tumutuon sa butas sa bloke, na magsisilbing elemento ng kapangyarihan ng headstock.

Nag-aaplay kami ng isang maliit na pandikit sa ibabang dulo ng bloke at i-install ito sa frame - ang ibabaw ng chipboard, ayon sa mga paunang inilapat na marka, na tinitiyak na ito ay patayo sa longitudinal axis ng frame.
Ang pagkakaroon ng pag-install ng isang manipis na lath sa hiwa ng bloke, gumagamit kami ng isang drill upang gumawa ng dalawang drillings sa buong bloke at dalawang sheet ng chipboard. Pagkatapos ay tinanggal namin ang bloke at, ayon sa template, gumawa ng dalawang blind recesses, coaxial na may mga through hole. Naglalagay kami ng mga washers sa kanila upang madagdagan ang lakas at tigas ng lugar kung saan ang headstock ay nakakabit sa frame.

Nagpasok kami ng dalawang bolts ng angkop na haba na may malawak na washers sa ilalim ng mga ulo mula sa ilalim ng frame, tornilyo at higpitan ang mga nuts sa tuktok ng transverse beam, hindi nalilimutang maglagay ng malawak na washers sa ilalim ng mga ito.

Ipasok at higpitan namin ang isang seksyon ng bolt o stud rod sa drill chuck, i-on ang drill at patalasin ang libreng dulo nito gamit ang isang gilingan na may nakakagiling na disc. Matapos tapusin ang pagproseso, maglagay ng washer sa matulis na baras, i-tornilyo ang nut at ilagay ito sa isang tabi.


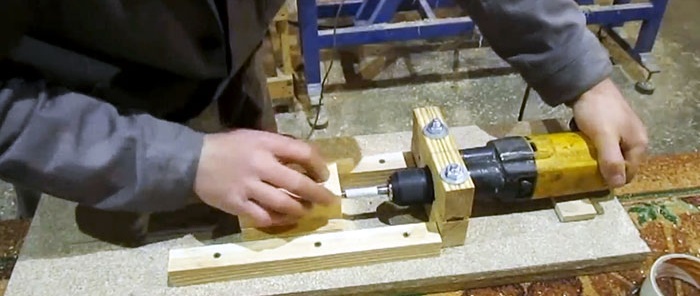
Gamit ang isang template, ini-install namin ang tailstock kasama ang longitudinal axis ng kama sa isang tiyak na distansya mula sa drill chuck, na sa aming kaso ay katulad sa cross-section sa isang inverted T-shaped beam. Naglalagay kami ng mga guide-limiters sa mga gilid - dalawang magkaparehong square-section bar, na naglalagay ng kaunting pandikit sa kanilang ilalim.

Gamit ang isang drill at isang drill bit, minarkahan namin ang mga lokasyon ng pag-install para sa mga turnilyo at i-screw ang mga ito gamit ang isang screwdriver, sa wakas ay sini-secure ang mga gabay sa frame.
Inaayos namin ang drill bit sa drill chuck, markahan ang lalim ng pagbabarena dito gamit ang tape, i-on ang tool at ilipat ang tailstock patungo sa drill upang makakuha ng butas ng kinakailangang lalim.
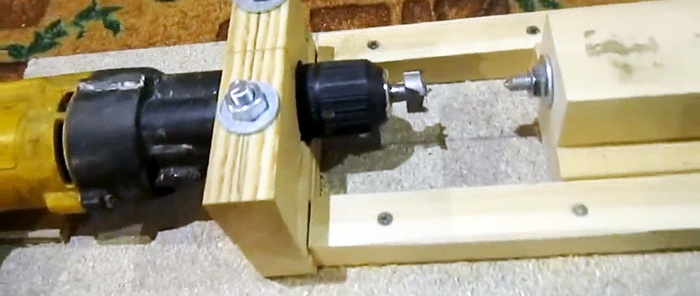
Nagpasok kami ng isang pre-prepared bolt rod na may isang matulis na dulo, isang washer at isang nut sa butas na butas. Ang yunit na ito ay idinisenyo upang igitna at hawakan ang workpiece.
Siguraduhin na ang gitna ng tailstock ay nakahanay sa gitna ng Forstner drill na naka-mount sa drill chuck. Upang gawin ito, ilipat ang tailstock sa harap at siguraduhing walang runout.

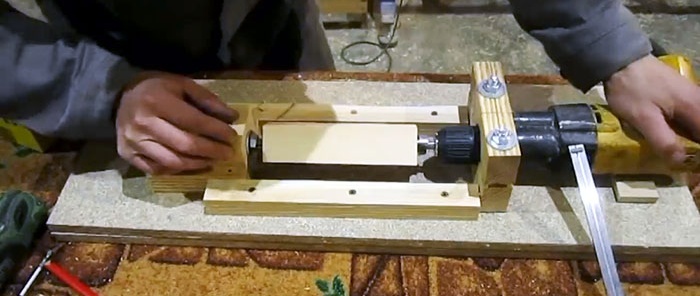
Ise-secure namin ang tailstock gamit ang mga turnilyo na naka-screwed sa isang anggulo upang mas mapaglabanan nila ang puwersa mula sa mga bahaging pinoproseso. Upang iproseso ang mga workpiece na may iba't ibang haba, maaari naming pahabain o paikliin ang sinulid na baras.
Upang subukan ang produktong gawang bahay, gumagamit kami ng blangko ng square-section. Ngunit bago ito ayusin sa makina, gumuhit kami ng mga diagonal sa mga dulo at tinutukoy ang mga sentro, ibig sabihin, ang mga attachment point.
Ang pagkakaroon ng ligtas na secure na workpiece, i-on ang drill at simulan upang gilingin ang umiikot na workpiece gamit ang isang pait, resting ito laban sa tool rest - ang longitudinal gabay.

Ang pagkakaroon ng ibinigay na workpiece ng kinakailangang hugis, ginigiling namin ito ng papel de liha at pinakintab ito ng isang piraso ng solidong kahoy. Upang alisin ang natapos na bahagi mula sa makina, gumamit ng wrench upang i-on ang nut sa tailstock stop upang ilayo ito at bitawan ang bahagi.

Bilang karagdagan sa drill, kakailanganin namin ang mga sumusunod na materyales, tool at accessories:
- mga kahoy na bloke ng iba't ibang mga seksyon;
- sheet ng chipboard;
- bolts, washers, nuts at turnilyo;
- caliper, square ruler at lapis;
- pendulum saw;
- gilingan at distornilyador;
- pandikit na baril;
- clamps;
- pait at papel de liha.
Ang proseso ng pagbabago ng isang drill sa isang lathe
Gamit ang isang caliper, sinusukat namin ang cylindrical belt sa drill body, kung saan ikakabit namin ang tool at isentro ito sa headstock ng aming lathe.
Minarkahan namin ang isang kahoy na beam, na naka-secure sa workbench table na may clamp, at gumagamit ng drill na may core drill upang gumawa ng through hole na mas malapit sa isa sa mga gilid nito.
Sa kahabaan ng longitudinal axis ng beam, gumagamit kami ng circular saw upang i-cut ang jumper sa pagitan ng dulo at through hole, at ipagpatuloy ang hiwa sa katawan nito sa parehong distansya.Pinutol namin ang isang piraso ng troso na may butas ng kinakailangang haba.
Naglalagay kami ng mga marka sa isang dobleng piraso ng chipboard na may ibinigay na lapad at haba, na tumutuon sa butas sa bloke, na magsisilbing elemento ng kapangyarihan ng headstock.
Nag-aaplay kami ng isang maliit na pandikit sa ibabang dulo ng bloke at i-install ito sa frame - ang ibabaw ng chipboard, ayon sa mga paunang inilapat na marka, na tinitiyak na ito ay patayo sa longitudinal axis ng frame.
Ang pagkakaroon ng pag-install ng isang manipis na lath sa hiwa ng bloke, gumagamit kami ng isang drill upang gumawa ng dalawang drillings sa buong bloke at dalawang sheet ng chipboard. Pagkatapos ay tinanggal namin ang bloke at, ayon sa template, gumawa ng dalawang blind recesses, coaxial na may mga through hole. Naglalagay kami ng mga washers sa kanila upang madagdagan ang lakas at tigas ng lugar kung saan ang headstock ay nakakabit sa frame.
Nagpasok kami ng dalawang bolts ng angkop na haba na may malawak na washers sa ilalim ng mga ulo mula sa ilalim ng frame, tornilyo at higpitan ang mga nuts sa tuktok ng transverse beam, hindi nalilimutang maglagay ng malawak na washers sa ilalim ng mga ito.
Ipasok at higpitan namin ang isang seksyon ng bolt o stud rod sa drill chuck, i-on ang drill at patalasin ang libreng dulo nito gamit ang isang gilingan na may nakakagiling na disc. Matapos tapusin ang pagproseso, maglagay ng washer sa matulis na baras, i-tornilyo ang nut at ilagay ito sa isang tabi.
Gamit ang isang template, ini-install namin ang tailstock kasama ang longitudinal axis ng kama sa isang tiyak na distansya mula sa drill chuck, na sa aming kaso ay katulad sa cross-section sa isang inverted T-shaped beam. Naglalagay kami ng mga guide-limiters sa mga gilid - dalawang magkaparehong square-section bar, na naglalagay ng kaunting pandikit sa kanilang ilalim.
Gamit ang isang drill at isang drill bit, minarkahan namin ang mga lokasyon ng pag-install para sa mga turnilyo at i-screw ang mga ito gamit ang isang screwdriver, sa wakas ay sini-secure ang mga gabay sa frame.
Inaayos namin ang drill bit sa drill chuck, markahan ang lalim ng pagbabarena dito gamit ang tape, i-on ang tool at ilipat ang tailstock patungo sa drill upang makakuha ng butas ng kinakailangang lalim.
Nagpasok kami ng isang pre-prepared bolt rod na may isang matulis na dulo, isang washer at isang nut sa butas na butas. Ang yunit na ito ay idinisenyo upang igitna at hawakan ang workpiece.
Siguraduhin na ang gitna ng tailstock ay nakahanay sa gitna ng Forstner drill na naka-mount sa drill chuck. Upang gawin ito, ilipat ang tailstock sa harap at siguraduhing walang runout.
Ise-secure namin ang tailstock gamit ang mga turnilyo na naka-screwed sa isang anggulo upang mas mapaglabanan nila ang puwersa mula sa mga bahaging pinoproseso. Upang iproseso ang mga workpiece na may iba't ibang haba, maaari naming pahabain o paikliin ang sinulid na baras.
Upang subukan ang produktong gawang bahay, gumagamit kami ng blangko ng square-section. Ngunit bago ito ayusin sa makina, gumuhit kami ng mga diagonal sa mga dulo at tinutukoy ang mga sentro, ibig sabihin, ang mga attachment point.
Ang pagkakaroon ng ligtas na secure na workpiece, i-on ang drill at simulan upang gilingin ang umiikot na workpiece gamit ang isang pait, resting ito laban sa tool rest - ang longitudinal gabay.
Ang pagkakaroon ng ibinigay na workpiece ng kinakailangang hugis, ginigiling namin ito ng papel de liha at pinakintab ito ng isang piraso ng solidong kahoy. Upang alisin ang natapos na bahagi mula sa makina, gumamit ng wrench upang i-on ang nut sa tailstock stop upang ilayo ito at bitawan ang bahagi.
Panoorin ang video
Mga katulad na master class






Lalo na kawili-wili

Paano itago ang isang self-tapping screw sa kahoy

Paano ibalik ang isang kutsilyo kung masira ang hawakan

7 mga paraan upang mapagkakatiwalaang ayusin ang mga napunit na bisagra ng chipboard

Paano gumawa ng malakas na hawakan ng file gamit ang plastic

Tatlong kapaki-pakinabang na trick kapag nagtatrabaho sa kahoy

Isang simpleng gazebo sa 1 araw
Mga komento (0)
