Magaan, murang DIY vise
Kapag nagsasagawa ng pagtutubero at gawaing karpintero, hindi mo magagawa nang walang bisyo. Ito ay medyo mahal na kagamitan, ang pagbili nito ay hindi praktikal para sa isang maliit na pagawaan sa bahay. Upang hindi gumastos ng pera sa isang bisyo sa pabrika, maaari mong gawin ang mga ito sa iyong sarili. Siyempre, ang isang gawang bahay na produkto ay hindi maihahambing sa isang tunay na bisyo sa mga tuntunin ng pagiging maaasahan, ngunit ginagawa nito ang trabaho nito, at higit sa lahat, ang pagbili ng mga materyales para sa paggawa nito ay nagkakahalaga ng hindi bababa sa 10 beses na mas mababa.

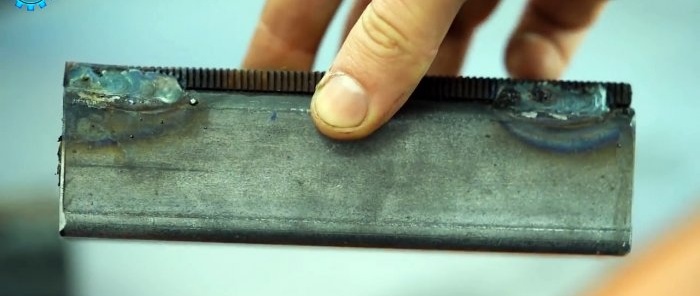
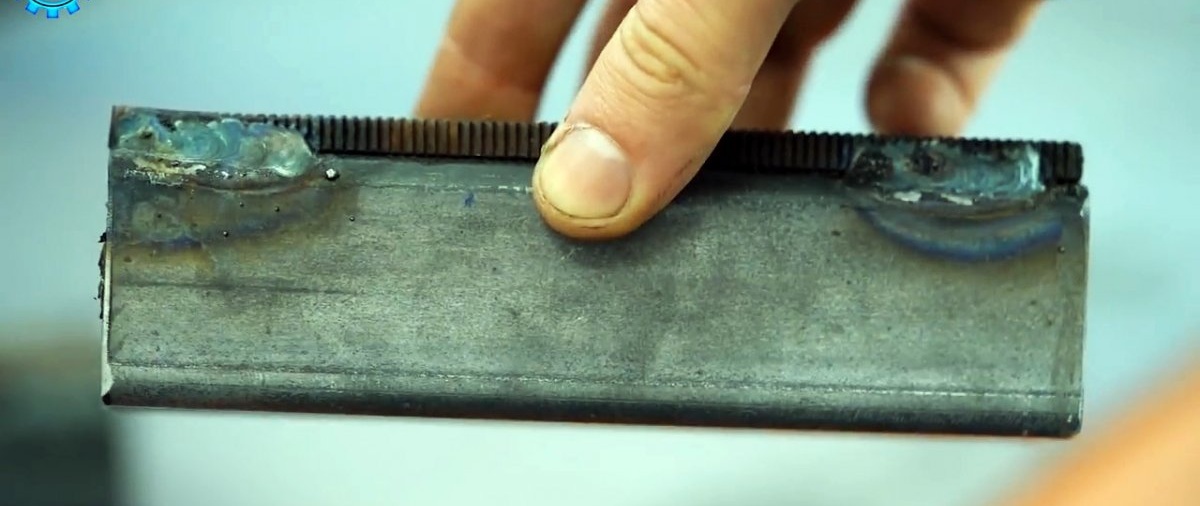
Upang gawin ang clamping jaws, 2 piraso ng flat file ang ginagamit.

Ang mga ito ay hinangin sa mga piraso ng profile pipe na may parehong haba.
Ang talampakan ng makina sa anyo ng isang rektanggulo ay pinutol mula sa sheet na bakal. Ang lapad nito ay dapat na tumutugma sa haba ng mga panga. Ang haba ng talampakan ay kinuha ng 10-15 cm higit pa sa nais na lapad ng salansan.

Ang isa sa mga panga ay inilalagay sa gilid ng talampakan at hinangin dito. Pagkatapos ang isang longitudinal cut na 11 mm ang lapad ay ginawa sa gitna ng base.Dapat itong magsimula mula sa welded sponge at magtapos ng 10-15 cm mula sa kabaligtaran na gilid.

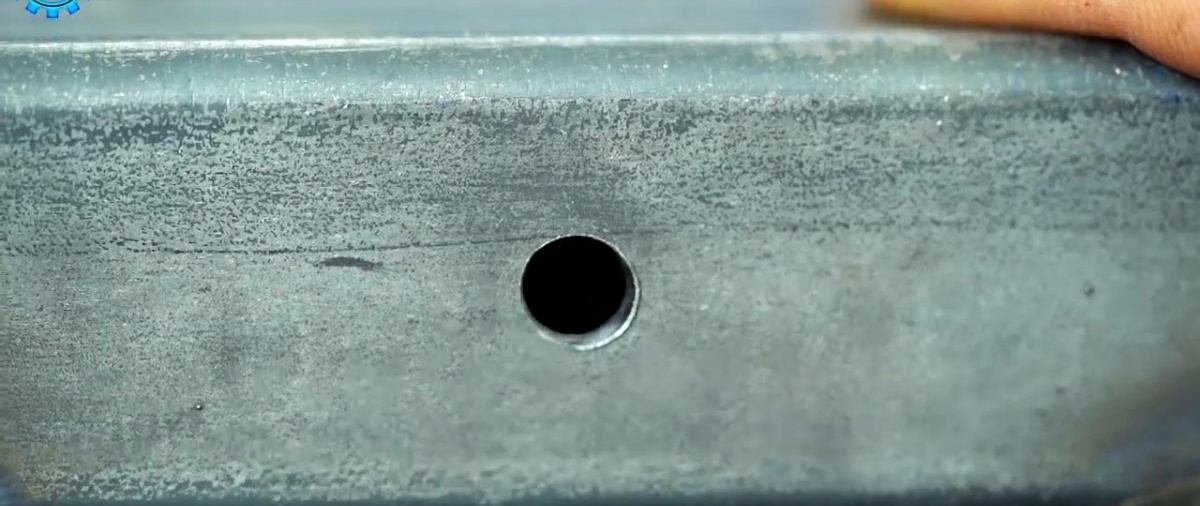
Sa ibabang bahagi ng pangalawang hindi nagamit na panga, ang isang butas ay drilled sa gitna, ngunit sa pamamagitan lamang ng isang pader. Pagkatapos ang isang bolt na may washer ay ipinasok sa puwang mula sa ibaba ng talampakan ng makina, at ito ay ipinasok sa butas sa panga. Pagkatapos nito, kailangan mong sumakay sa bolt na ito mula sa loob ng profile pipe na may washer at nut. Kailangan itong baluktot nang bahagya upang ang espongha ay dumulas pabalik-balik sa talampakan.


Sa gilid ng base sa tapat ng nakapirming panga, ang isang pinahabang nut ay hinangin sa tapat ng puwang. Kailangan mong gumamit ng stand sa ilalim nito upang itaas ang gitna nito sa kalahati ng lapad ng profile pipe. Ang isang mahabang pin ay screwed sa nut.



Sa tapat ng pin, sa gitna ng sliding jaw, ang isang butas ay drilled na may 10.5-12 mm drill. Ang isang pin ay ipinasok dito, at 2 nuts ay screwed papunta dito mula sa loob ng pipe upang hindi ito bumalik out.
Ang mga panga ng bisyo ay naka-compress, pagkatapos nito ay pinutol ang labis na haba ng pin. Ang isang M10 nut ay inilalagay sa dulo nito at hinangin. Pagkatapos ang M12 nuts ay welded, ngunit sa dulo. Ang natitirang seksyon ng pin ay ipinasok dito. Ang mga M10 nuts ay inilalagay sa mga dulo nito. Ang resulta ay isang knob.

Upang bigyan ang higpit ng istraktura, ang isang seksyon ng profile pipe ay dapat na welded sa base nito sa mahabang gilid. Papayagan din nito ang pangalawang slider ng panga na mag-slide nang hindi nahuhuli ng fastener sa ilalim. Pagkatapos nito, ang tool ay screwed sa work table.

Ang resultang bisyo ay hindi idinisenyo upang mapaglabanan ang mga epekto gamit ang isang sledgehammer sa mga workpiece na naka-clamp sa kanila, ngunit sila ay makayanan ang paghawak ng mga bahagi sa panahon ng paggiling, paglalagari, pagpaplano, atbp. Sa paglipas ng panahon, kung na-overload ang mga ito, maaaring maputol ang panukat na mga thread sa isang stud o extended nut, ngunit mabilis na nagbabago ang mga bahaging ito.Ang tool na ito ay talagang may kakayahang matagumpay na tumulong kapag nagsasagawa ng karamihan sa gawaing karpinterya at pagtutubero, kaya may katuturan ang paggawa nito.


Mga materyales:
- malaking flat file;
- profile pipe 40x40 mm o higit pa;
- sheet na bakal 4-10 mm;
- bolt M10;
- washer M10 - 2 mga PC.;
- nut M10 - 7 mga PC.;
- pinahabang nut M10;
- M10 pin;
- kulay ng nuwes M12.
Gumagawa ng bisyo
Upang gawin ang clamping jaws, 2 piraso ng flat file ang ginagamit.

Ang mga ito ay hinangin sa mga piraso ng profile pipe na may parehong haba.
Ang talampakan ng makina sa anyo ng isang rektanggulo ay pinutol mula sa sheet na bakal. Ang lapad nito ay dapat na tumutugma sa haba ng mga panga. Ang haba ng talampakan ay kinuha ng 10-15 cm higit pa sa nais na lapad ng salansan.
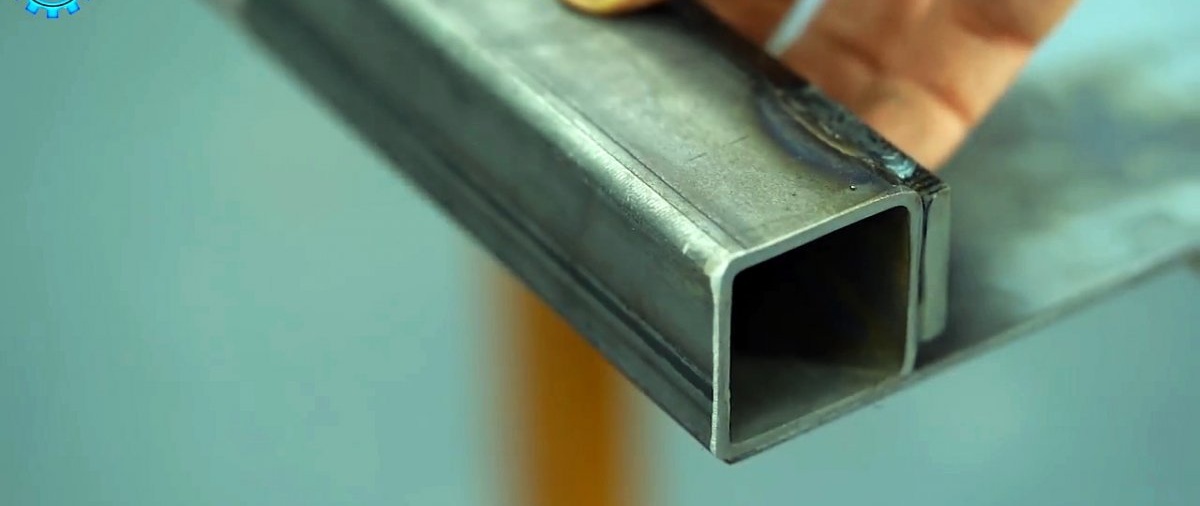
Ang isa sa mga panga ay inilalagay sa gilid ng talampakan at hinangin dito. Pagkatapos ang isang longitudinal cut na 11 mm ang lapad ay ginawa sa gitna ng base.Dapat itong magsimula mula sa welded sponge at magtapos ng 10-15 cm mula sa kabaligtaran na gilid.

Sa ibabang bahagi ng pangalawang hindi nagamit na panga, ang isang butas ay drilled sa gitna, ngunit sa pamamagitan lamang ng isang pader. Pagkatapos ang isang bolt na may washer ay ipinasok sa puwang mula sa ibaba ng talampakan ng makina, at ito ay ipinasok sa butas sa panga. Pagkatapos nito, kailangan mong sumakay sa bolt na ito mula sa loob ng profile pipe na may washer at nut. Kailangan itong baluktot nang bahagya upang ang espongha ay dumulas pabalik-balik sa talampakan.

Sa gilid ng base sa tapat ng nakapirming panga, ang isang pinahabang nut ay hinangin sa tapat ng puwang. Kailangan mong gumamit ng stand sa ilalim nito upang itaas ang gitna nito sa kalahati ng lapad ng profile pipe. Ang isang mahabang pin ay screwed sa nut.



Sa tapat ng pin, sa gitna ng sliding jaw, ang isang butas ay drilled na may 10.5-12 mm drill. Ang isang pin ay ipinasok dito, at 2 nuts ay screwed papunta dito mula sa loob ng pipe upang hindi ito bumalik out.
Ang mga panga ng bisyo ay naka-compress, pagkatapos nito ay pinutol ang labis na haba ng pin. Ang isang M10 nut ay inilalagay sa dulo nito at hinangin. Pagkatapos ang M12 nuts ay welded, ngunit sa dulo. Ang natitirang seksyon ng pin ay ipinasok dito. Ang mga M10 nuts ay inilalagay sa mga dulo nito. Ang resulta ay isang knob.

Upang bigyan ang higpit ng istraktura, ang isang seksyon ng profile pipe ay dapat na welded sa base nito sa mahabang gilid. Papayagan din nito ang pangalawang slider ng panga na mag-slide nang hindi nahuhuli ng fastener sa ilalim. Pagkatapos nito, ang tool ay screwed sa work table.

Ang resultang bisyo ay hindi idinisenyo upang mapaglabanan ang mga epekto gamit ang isang sledgehammer sa mga workpiece na naka-clamp sa kanila, ngunit sila ay makayanan ang paghawak ng mga bahagi sa panahon ng paggiling, paglalagari, pagpaplano, atbp. Sa paglipas ng panahon, kung na-overload ang mga ito, maaaring maputol ang panukat na mga thread sa isang stud o extended nut, ngunit mabilis na nagbabago ang mga bahaging ito.Ang tool na ito ay talagang may kakayahang matagumpay na tumulong kapag nagsasagawa ng karamihan sa gawaing karpinterya at pagtutubero, kaya may katuturan ang paggawa nito.

Panoorin ang video
Mga katulad na master class






Lalo na kawili-wili






Mga komento (2)
