Paano gumawa ng isang malakas na kutsilyo para sa metal
Ang produktong gawang bahay na ito ay pumuputol ng mga metal bar nang mas mabilis at mas madali kaysa sa lagari ng kamay para sa metal. Ang produksyon nito ay hindi nangangailangan ng mga espesyal na materyales, espesyal na kagamitan o mataas na kwalipikasyon.

Bago simulan ang trabaho, ihahanda namin ang mga sumusunod na materyales at produkto:
Ginagawa namin ang homemade base mula sa dalawang sulok na bakal na 50 × 50 × 6 mm at 400 mm ang haba. Inilalagay namin ang mga ito sa mga istante nang patayo sa isang patag na ibabaw, at isara ang mga pahalang sa kahabaan at i-brew ang mga ito.


Isinasara namin ang isang dulo nang patayo sa isang bakal na plato, sa kabilang banda ay gumagawa kami ng isang tapyas na may gilingan at hinangin din ang plato.

Nililinis namin at gilingin ang mga welds.


Sa ilalim na dulo ng base ay hinangin namin ang mga hugis-parihaba na plato na 8 mm ang kapal na may protrusion na 10 mm sa paligid ng perimeter.


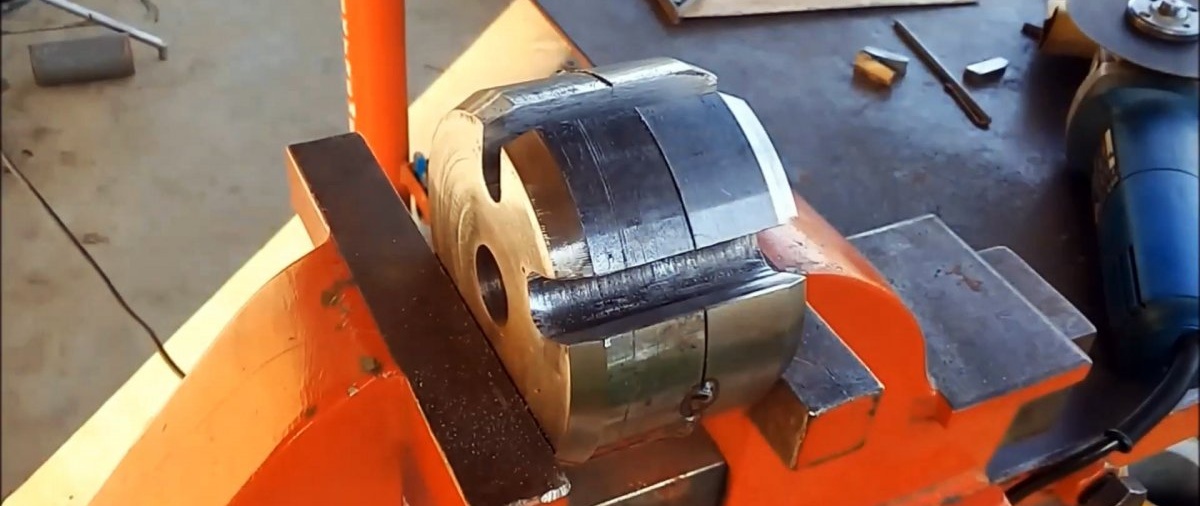
Pinoproseso namin ang dalawang bilog na bakal ng grade 40ХГМ na may diameter na 100 mm at taas na 35 mm.Pinutol namin at gilingin ang mga ito sa kinakailangang laki. Sa isang dulo gumawa kami ng isang malawak na tapyas at mag-drill ng isang butas sa gitna.


Upang iproseso ang mga workpiece nang magkasama, hinangin namin ang mga ito sa dalawang lugar, pagkonekta at pagsentro sa kanila.

Sa tuktok ng bevel inilalagay namin ang mga core sa layo na 35 mm kasama ang chord - ito ang mga sentro ng hinaharap na mga butas na may diameter na 16 at 11 mm, na ginawa sa isang drilling machine. Gamit ang isang parisukat at isang scriber, gumuhit kami ng mga radial tangent na linya mula sa mga drilled hole hanggang sa gitnang isa sa dalawang dulo at ikonekta ang mga ito sa isang generatrix.


Gamit ang isang gilingan, pinutol namin ang dalawang radial grooves ayon sa mga marka mula sa ibabaw ng mga bilog hanggang sa kaukulang butas. Giling namin ang mga grooves gamit ang isang hand file at alisin ang mga welded tacks.
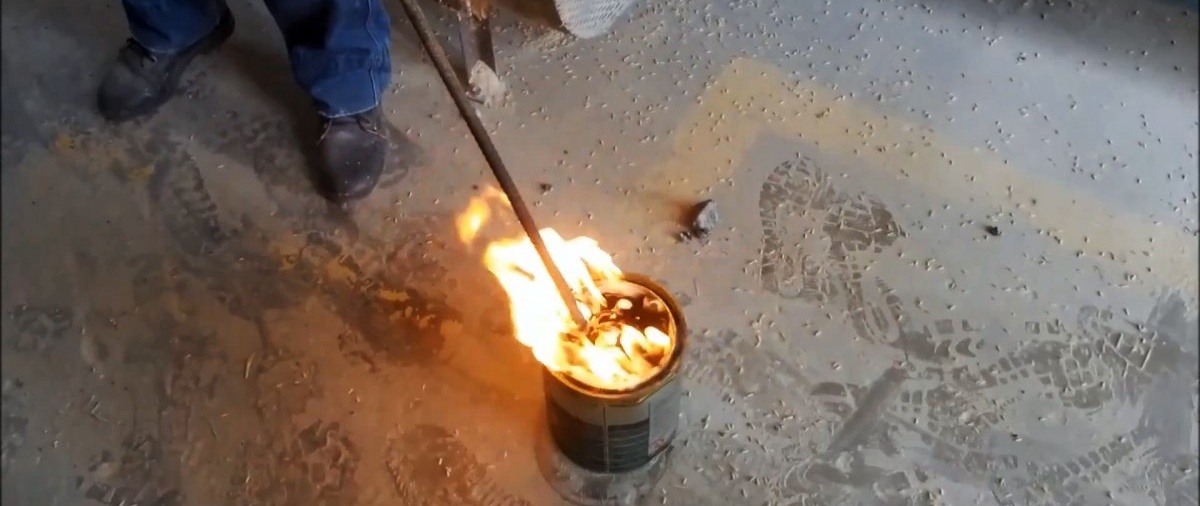
Pinainit namin ang mga blangko sa oven hanggang sa pula at mabilis na ibababa ang mga ito sa isang garapon ng langis. Panatilihin namin ang mga ito doon nang ilang sandali, pagkatapos ay inilabas at pinalamig sa hangin.


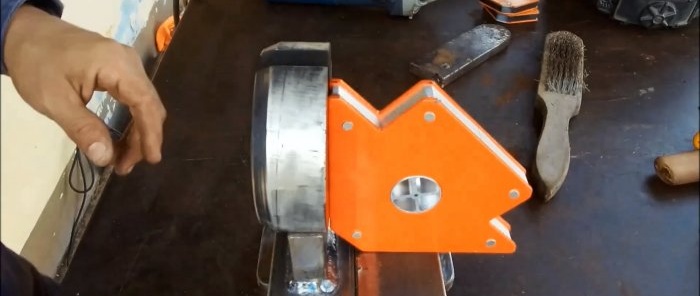
Nililinis namin ang mga bilog mula sa madilim na mga deposito at inilapat ang isa sa mga ito sa isang hugis-parihaba na plato 80 × 50 × 20 mm upang ang generatrix ng bilog ay nag-uugnay sa mga sulok. Gamit ang isang scriber sa plato, gumuhit kami ng isang pabilog na arko mula sa sulok hanggang sa sulok at pinutol ang isang recess na may gilingan.

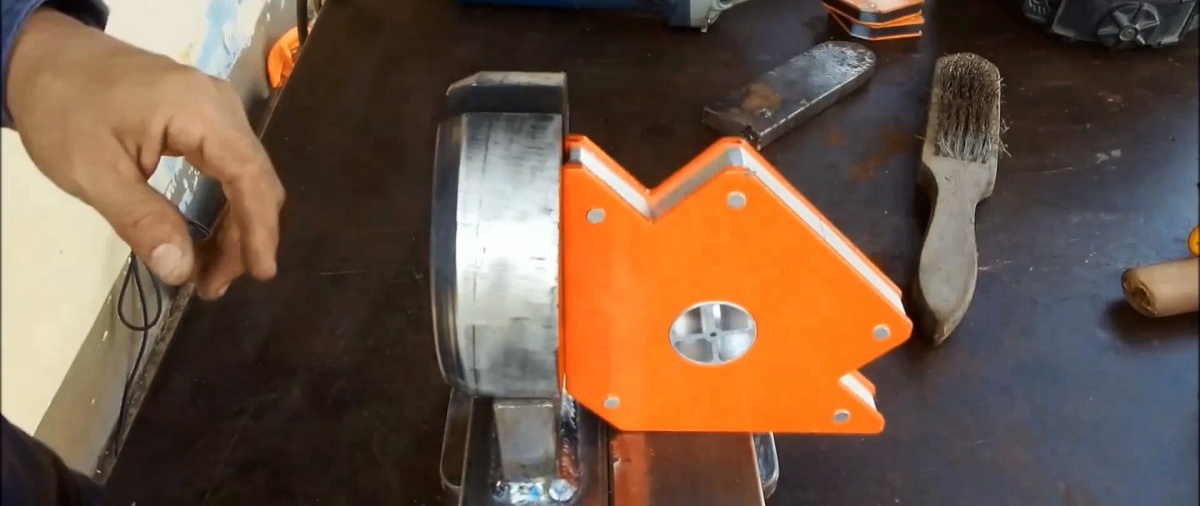
Ini-install namin ang plato sa sulok ng base parallel sa mahabang gilid at hinangin ito doon. Inilalagay namin ang isa sa mga bilog sa recess, itinuro ang malawak na uka nang diretso, at hinangin din ito.
Simulan natin ang pag-assemble ng lever drive. Sa isang steel plate na 230 × 45 mm, nag-drill kami ng isang 12 mm na butas mula sa isang gilid, at sa kabilang banda ay gumawa kami ng recess para sa panlabas na diameter ng bilog at hinangin ito doon.


Sa dalawang plate na bakal na 12 mm ang kapal, 180 mm ang haba at 50 mm ang lapad sa isang dulo, 35 mm sa kabilang dulo, mag-drill ng 12 mm na butas mula sa makitid na bahagi. Sa isang plato ng parehong kapal, 250 mm ang haba at 45 mm ang lapad, gumawa kami ng dalawang butas na 12 mm at isa sa 25 mm ayon sa mga marka.

Gamit ang isang bolt, washers at nut, pinagsama-sama namin ang tatlong bahaging ito, naglalagay ng mahabang plato sa pagitan ng dalawang maikli, na inilalagay namin sa kanilang malawak na dulo sa base at hinangin.


Gamit ang isang pares ng mga plate na 110 × 25 mm na may dalawang 12 mm na butas sa mga dulo, ikinonekta namin ang pingga ng gumagalaw na bilog gamit ang pingga ng manual drive.


Sa dulo nito, hanggang sa malaking butas, pinutol namin ang isang uka na may gilingan, nagpasok ng isang steel rod-lever na may bingaw sa dulo at sinigurado ito sa pamamagitan ng hinang.
Pinintura namin ang mga nakatigil na bahagi ng isang kulay, at ang mga gumagalaw na bahagi ay isa pa.


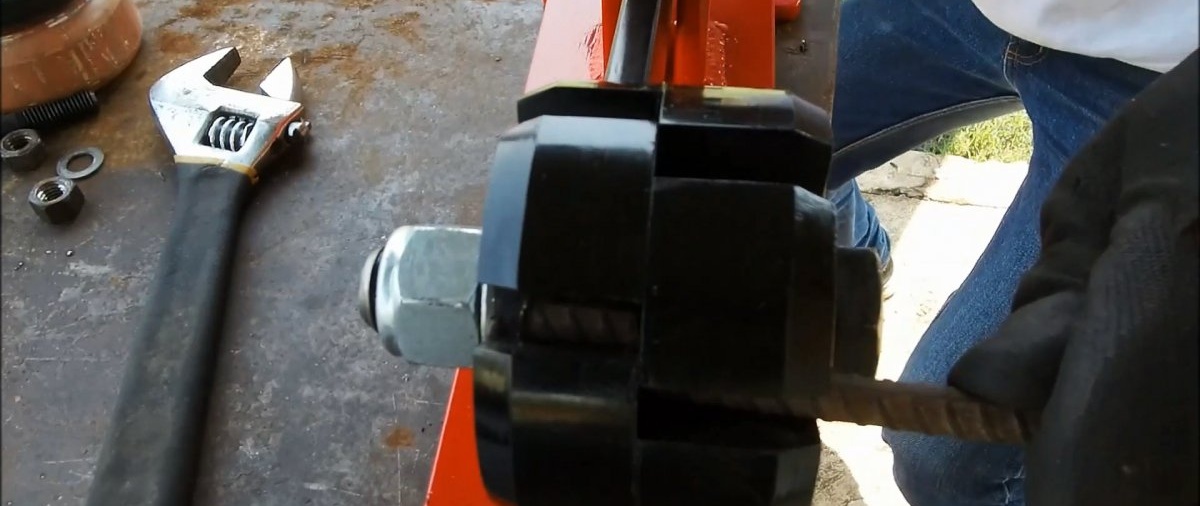
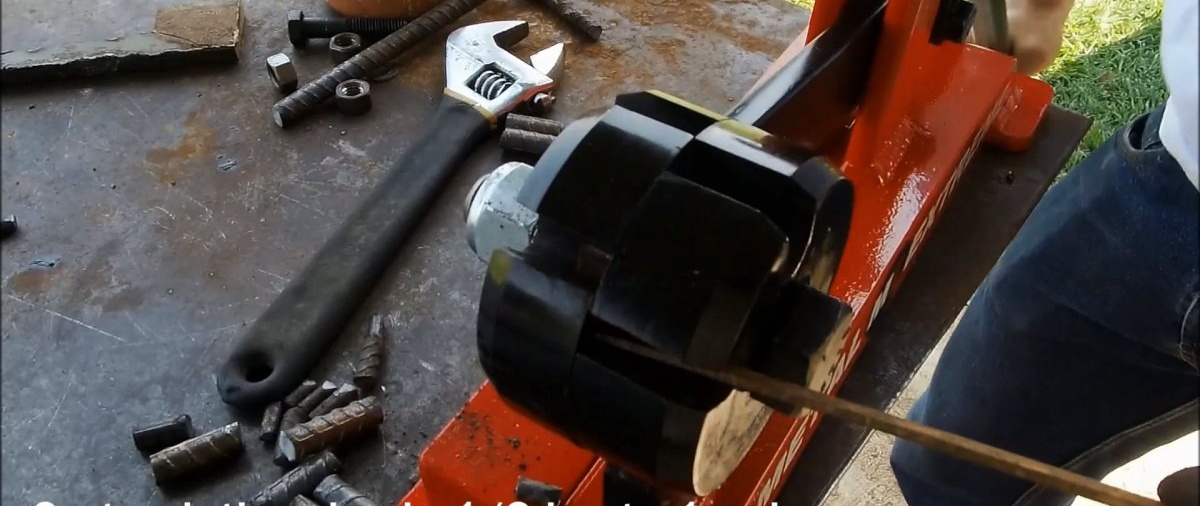
Matapos matuyo ang pintura, tipunin namin at subukan ang aparato sa pagkilos, pagputol ng mga baras, reinforcement at mga plato.

Bukod dito, naglalagay kami ng manipis na materyal sa isang makitid na uka, at makapal na materyal sa isang malawak.



Kakailanganin
Bago simulan ang trabaho, ihahanda namin ang mga sumusunod na materyales at produkto:
- pantay na anggulo;
- sheet metal ng iba't ibang kapal;
- bilog na bakal;
- pagsusubo ng langis;
- bakal na baras;
- bolts, nuts, washers;
- pintura sa dalawang kulay.
- Kakailanganin mo rin ang isang welding machine, lathe at drilling machine, isang gilingan, isang file, isang pugon para sa pagpainit ng metal, mga wrenches, isang spray gun, atbp.
Proseso ng paggawa ng kutsilyo
Ginagawa namin ang homemade base mula sa dalawang sulok na bakal na 50 × 50 × 6 mm at 400 mm ang haba. Inilalagay namin ang mga ito sa mga istante nang patayo sa isang patag na ibabaw, at isara ang mga pahalang sa kahabaan at i-brew ang mga ito.


Isinasara namin ang isang dulo nang patayo sa isang bakal na plato, sa kabilang banda ay gumagawa kami ng isang tapyas na may gilingan at hinangin din ang plato.

Nililinis namin at gilingin ang mga welds.


Sa ilalim na dulo ng base ay hinangin namin ang mga hugis-parihaba na plato na 8 mm ang kapal na may protrusion na 10 mm sa paligid ng perimeter.


Pinoproseso namin ang dalawang bilog na bakal ng grade 40ХГМ na may diameter na 100 mm at taas na 35 mm.Pinutol namin at gilingin ang mga ito sa kinakailangang laki. Sa isang dulo gumawa kami ng isang malawak na tapyas at mag-drill ng isang butas sa gitna.


Upang iproseso ang mga workpiece nang magkasama, hinangin namin ang mga ito sa dalawang lugar, pagkonekta at pagsentro sa kanila.

Sa tuktok ng bevel inilalagay namin ang mga core sa layo na 35 mm kasama ang chord - ito ang mga sentro ng hinaharap na mga butas na may diameter na 16 at 11 mm, na ginawa sa isang drilling machine. Gamit ang isang parisukat at isang scriber, gumuhit kami ng mga radial tangent na linya mula sa mga drilled hole hanggang sa gitnang isa sa dalawang dulo at ikonekta ang mga ito sa isang generatrix.

Gamit ang isang gilingan, pinutol namin ang dalawang radial grooves ayon sa mga marka mula sa ibabaw ng mga bilog hanggang sa kaukulang butas. Giling namin ang mga grooves gamit ang isang hand file at alisin ang mga welded tacks.
Pinainit namin ang mga blangko sa oven hanggang sa pula at mabilis na ibababa ang mga ito sa isang garapon ng langis. Panatilihin namin ang mga ito doon nang ilang sandali, pagkatapos ay inilabas at pinalamig sa hangin.

Nililinis namin ang mga bilog mula sa madilim na mga deposito at inilapat ang isa sa mga ito sa isang hugis-parihaba na plato 80 × 50 × 20 mm upang ang generatrix ng bilog ay nag-uugnay sa mga sulok. Gamit ang isang scriber sa plato, gumuhit kami ng isang pabilog na arko mula sa sulok hanggang sa sulok at pinutol ang isang recess na may gilingan.

Ini-install namin ang plato sa sulok ng base parallel sa mahabang gilid at hinangin ito doon. Inilalagay namin ang isa sa mga bilog sa recess, itinuro ang malawak na uka nang diretso, at hinangin din ito.
Simulan natin ang pag-assemble ng lever drive. Sa isang steel plate na 230 × 45 mm, nag-drill kami ng isang 12 mm na butas mula sa isang gilid, at sa kabilang banda ay gumawa kami ng recess para sa panlabas na diameter ng bilog at hinangin ito doon.


Sa dalawang plate na bakal na 12 mm ang kapal, 180 mm ang haba at 50 mm ang lapad sa isang dulo, 35 mm sa kabilang dulo, mag-drill ng 12 mm na butas mula sa makitid na bahagi. Sa isang plato ng parehong kapal, 250 mm ang haba at 45 mm ang lapad, gumawa kami ng dalawang butas na 12 mm at isa sa 25 mm ayon sa mga marka.

Gamit ang isang bolt, washers at nut, pinagsama-sama namin ang tatlong bahaging ito, naglalagay ng mahabang plato sa pagitan ng dalawang maikli, na inilalagay namin sa kanilang malawak na dulo sa base at hinangin.


Gamit ang isang pares ng mga plate na 110 × 25 mm na may dalawang 12 mm na butas sa mga dulo, ikinonekta namin ang pingga ng gumagalaw na bilog gamit ang pingga ng manual drive.


Sa dulo nito, hanggang sa malaking butas, pinutol namin ang isang uka na may gilingan, nagpasok ng isang steel rod-lever na may bingaw sa dulo at sinigurado ito sa pamamagitan ng hinang.
Pinintura namin ang mga nakatigil na bahagi ng isang kulay, at ang mga gumagalaw na bahagi ay isa pa.


Matapos matuyo ang pintura, tipunin namin at subukan ang aparato sa pagkilos, pagputol ng mga baras, reinforcement at mga plato.

Bukod dito, naglalagay kami ng manipis na materyal sa isang makitid na uka, at makapal na materyal sa isang malawak.
Panoorin ang video
Mga katulad na master class

Paano gumawa ng isang malakas na bisyo mula sa isang diyamante screw jack

Paano gumawa ng hydraulic press mula sa isang bottle jack

Do-it-yourself motor drill mula sa trimmer

Matatanggal na aparato para sa pagputol ng mga bilog sa sheet metal na may

Paano gumawa ng mini metal bending machine

Paano gumawa ng isang maaasahang bisyo mula sa natitirang metal
Lalo na kawili-wili

Isang simpleng paraan upang maghinang ng aluminyo

Paano ibalik ang isang paniki

Drill sharpening device

Paano Gumawa ng Butas sa Pinatigas na Bakal na Walang Pagbabarena

Ang pinakasimpleng aparato para sa hasa ng mga kutsilyo sa 30 degrees

Paano mag-drill sa anumang high-speed na bakal na may tile drill
Mga komento (1)
