Paano gumawa ng tap mula sa rebar

Ang lathe ay isang unibersal na piraso ng kagamitan na nagbibigay-daan sa iyo upang magsagawa ng iba't ibang uri ng trabaho, kabilang ang paggawa ng mga gripo para sa threading. Tingnan natin kung paano ito gawin gamit ang isang M14x2.0 mm tap bilang isang halimbawa.

Ano ang kakailanganin mo:
- steel reinforcement na may mas malaking diameter kaysa sa tap size;
- makinang panlalik;
- hanay ng mga tool sa pag-ikot;
- drills 4 at 6.5 mm;
- emery;
- forge o gas burner.
I-tap ang proseso ng paggawa
Bago ka magsimulang mag-tap, kailangan mo munang tantyahin ang mga sukat, nang pag-isipan ang hindi bababa sa tinatayang pagguhit ng dulong bahagi nito. Ang circumference nito ay magiging 14 mm ang lapad. Upang makagawa ng mga gilid sa gilid nito, kailangan mong mag-drill ng 3 butas sa pantay na pagitan. Ang kanilang diameter ay magiging 6.5 mm. Kaya, ang workpiece ay dapat na may diameter na hindi bababa sa 19 mm, ngunit mas mabuti na 21-22 mm.
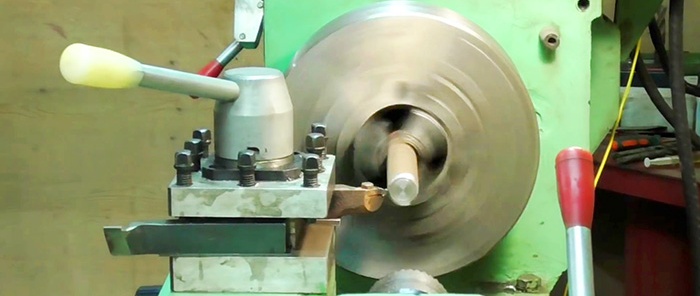
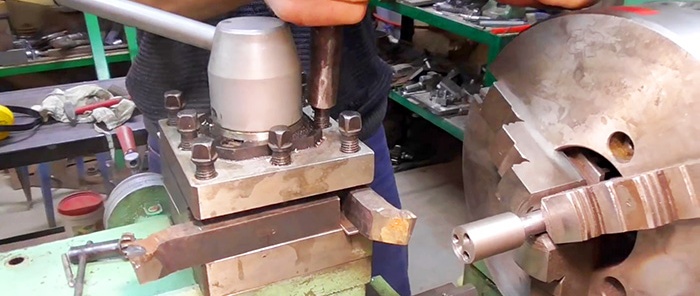
Sa isang lathe, kinakailangan upang i-on ang workpiece sa diameter ng disenyo, sa kasong ito 22 mm, at i-cut ito sa kinakailangang haba. Pagkatapos nito, ang isa sa mga dulo ay leveled at ang isang mababaw na uka na may diameter na 14 mm ay minarkahan dito gamit ang isang pamutol.

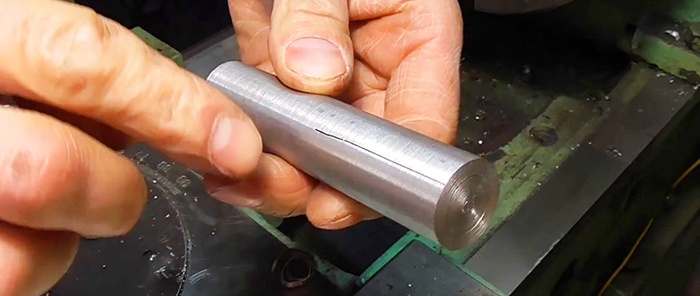
Ang pagkakaroon ng trimmed ang workpiece, kailangan mong i-clamp ito nang buo sa chuck at scratch 3 longitudinal marks sa kaliwang gilid ng bawat cam na may scriber.
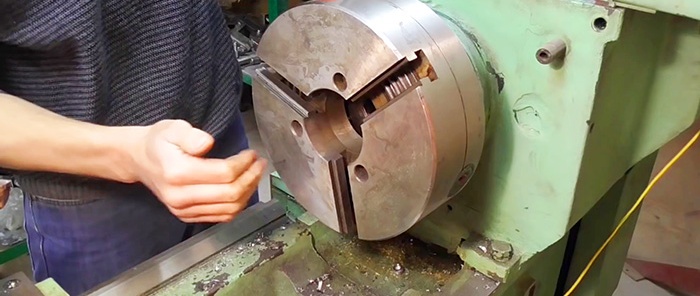
Pagkatapos ay kailangan mong mag-drill ng 3 butas sa dulo ng workpiece na may mga sentro na matatagpuan sa uka. Upang gawin ito, kailangan mong tanggalin ang kartutso at palitan ang mga panga nito. Maaabala nito ang pagkakahanay nito, at kapag na-compress, 2 cam ang magsasama-sama, at ang isa ay mananatiling magkahiwalay. Sa pamamagitan ng pag-clamping ng workpiece sa chuck, maaari mong makamit ang displacement nito.

Ito ay magbibigay-daan sa iyo upang gumawa ng isang shift kapag pagbabarena 3 dulo butas. Kapag nag-i-install ng workpiece at kasunod na pag-aalis, posible na mag-navigate sa pamamagitan ng mga paayon na gasgas. Ang mga butas ay unang ginawa gamit ang isang manipis na drill at pagkatapos ay drilled out sa 6.5 mm. Ang gitna ng mga butas ay dapat na nakahanay sa 14mm diameter circular groove sa dulo.

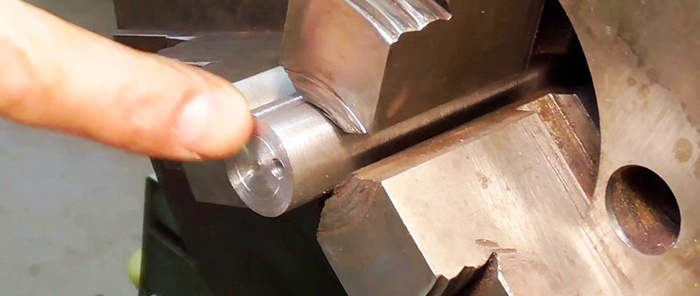
Pagkatapos ng pagbabarena, kailangan mong i-on ang workpiece at gilingin ang shank nito sa diameter ng umiiral na tap holder. Pagkatapos ang gilid na may mga butas ay machined sa diameter ng 16 mm. Ang chamfer ay agad na tinanggal.

Susunod, dahil ito ay isang M14 tap, ang mga thread ay pinutol sa workpiece sa mga pagtaas ng 2 mm. Kapag natapos na ang sinulid, kailangan mong gilingin ang shank gamit ang papel de liha upang magkasya ang parisukat ng may hawak ng gripo.


Pagkatapos nito, ang gilid ng gripo na may simula ng thread ay pinainit na mainit-init sa isang pampainit o may isang burner at inilubog sa tubig. Sa ganitong paraan ang buong bagay ay hindi tumigas, kaya mas malamang na masira ito sa panahon ng operasyon.
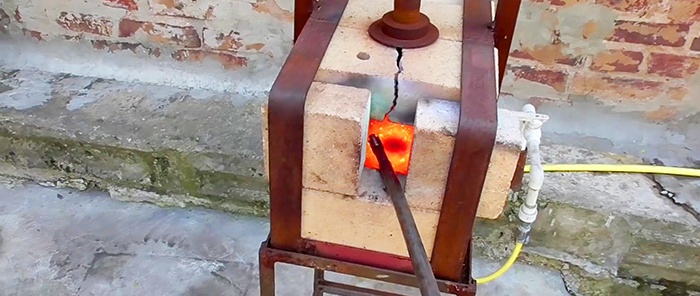


Pagkatapos ng hardening, kailangan mong patalasin ang mga lead sa gripo upang ito ay mai-screw sa workpiece na may 14 mm na butas.

Ang resultang tool ay maaaring gamitin para sa pagputol ng mga thread sa halos anumang workpiece.




Dahil hindi pa rin ito ginawa mula sa tamang bakal, unti-unti itong nauubos kapag nagtatrabaho sa mga ferrous na metal, ngunit tatagal ito ng hindi bababa sa biniling mga analogue mula sa China.
Panoorin ang video
Mga katulad na master class






Lalo na kawili-wili

Isang simpleng paraan upang maghinang ng aluminyo

Paano ibalik ang isang paniki

Drill sharpening device

Paano Gumawa ng Butas sa Pinatigas na Bakal na Walang Pagbabarena

Ang pinakasimpleng aparato para sa hasa ng mga kutsilyo sa 30 degrees

Paano mag-drill sa anumang high-speed na bakal na may tile drill
Mga komento (1)
