3 paraan ng pagwelding ng malaking butas

Mahirap kahit para sa isang propesyonal na welder na magwelding ng malalaking butas gamit lamang ang isang elektrod, pabayaan ang isang baguhan. Samakatuwid, kung nagsisimula ka pa lamang na maunawaan ang mga pangunahing kaalaman ng arc welding, pagkatapos ay huwag pabayaan ang iba't ibang mga trick na gagawing mas madali upang makumpleto ang isang tiyak na gawain. Tingnan natin ang mga pamamaraan na maaaring magamit upang magwelding ng isang butas sa metal nang napakahusay.
1. Welding ng vertical hole gamit ang baras
Ang pamamaraang ito ay nangangailangan ng mataas na kalidad na steel bar. Maaari itong makuha sa pamamagitan lamang ng pag-tap sa electrode core gamit ang isang martilyo, pag-alis ng patong mula dito.

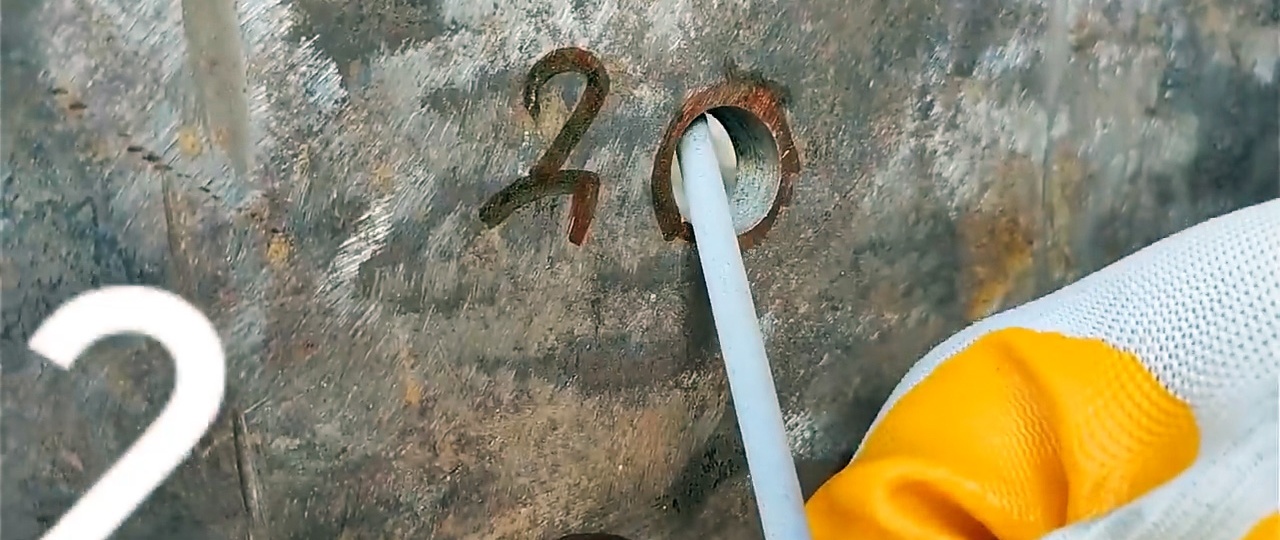
Ang gilid ng hinubad na core ay dapat ilapat sa dingding ng butas mula sa ibaba. Pagkatapos ay tapos na ang welding. Ang elektrod ay dapat ilagay sa puwang sa pagitan ng dingding ng butas at ng baras. Ginagawa ang spot welding. Hinawakan namin ang pamalo at ang dingding, at agad itong pinupunit habang mainit ito. Bilang isang resulta, ang isang pag-agos ng metal ay nananatili sa dingding, at ang butas ay bumababa nang naaayon.


Pagkatapos ang baras ay inilipat sa isang bagong punto, at ang parehong tack ay ginawa. Kailangan mong lumipat sa isang bilog hanggang sa lumitaw ang ibaba sa butas. Pagkatapos nito, pinainit namin ang elektrod nang buo, at pinupuno ang butas ng metal flush sa ibabaw ng workpiece.Kaya, ang pamalo sa una ay nagpapahintulot sa tinunaw na metal na hindi dumaloy pababa, at pagkatapos ay ang lahat ay tapos na nang simple.


2. Welding pahalang na butas
Kung ang butas ay ginawa sa isang patayong eroplano, kung gayon ang tinunaw na metal ay hindi na dadaloy pababa. Sa kasong ito, maaari mong ilipat ang elektrod sa isang bilog, hawakan ang mga dingding ng butas.

Kapag ang butas ay sapat na malaki, bago makumpleto ang unang buong pagliko, ang nakaraang bahagi ng tahi ay magkakaroon ng oras upang tumigas. Kaya, sa susunod na bilog, wala nang dumadaloy. Kapag ang butas ay malalim, hinang ay inilapat sa mga layer hanggang sa ito ay napuno.

3. Welding na may insert
Kung ang butas ay sapat na malaki, pagkatapos ay aabutin ng mahabang panahon upang hinangin ito ng isang baras, at ito ay hindi isang katotohanan na ito ay gagana dito. Sa kasong ito, mas mahusay na gumamit ng insert. Ang paggamit nito ay nagpapahintulot din sa pag-save ng mga electrodes.

Kinakailangang pumili ng isang metal rod na bahagyang mas malaki sa diameter kaysa sa butas. Ang gilid nito ay pinatalas sa isang kono. Pagkatapos ay paikliin ang baras upang tumugma sa lalim ng butas.

Ang resulta ay isang insert na, dahil sa pagkakaiba sa diameter, ay hindi nahuhulog mula sa reverse side. Hindi magiging mahirap na hinangin ito sa isang bilog, kahit na para sa isang baguhan na manghihinang.

Panoorin ang video
Katulad na mga master class












