Mga parisukat na butas sa metal, na ginawa sa garahe

Ang mga locksmith, mekaniko, mahilig sa kotse at ordinaryong tao na marunong gumamit ng mga tool, sa panahon ng kanilang trabaho ay madalas na nakakaharap ng mga sitwasyon kung saan maaaring kailanganin nilang gumawa ng square hole sa isa o ibang metal (bakal) na bahagi o produkto. Ang pagbili ng mga espesyal na kagamitan o pag-order ng katulad na trabaho mula sa isang pabrika ay medyo mahal. Mayroong alternatibong badyet - paggawa ng isang espesyal na suntok mula sa mga materyales na magagamit sa lahat.
Mga tool at materyales na ginamit
Upang makakuha ng mataas na kalidad na mga square hole kakailanganin mo ang mga sumusunod na produkto at tool:- reinforcing rod o ang kapalit nito (ginawa sa isang mahusay na grado ng bakal) 20-30 cm ang haba ng kinakailangang diameter (pinili upang ang isang parisukat ng mga kinakailangang sukat ay maaaring "kabit" sa bilog nito);
- bisyo;
- pananda;
- pinuno;
- calipers;
- bilog na file
- hand grinder ("gilingan") na may metal na gulong;
- lalagyan ng metal na may tubig;
- propane torch;
- drill o drilling machine;
- martilyo.
Gumagawa ng suntok
Sa reinforcing rod, ang isa sa mga gilid (bilog) ay minarkahan sa anyo ng isang "inscribed" na parisukat ng mga kinakailangang sukat. Susunod, ang reinforcement ay naka-clamp sa isang vice parallel sa "jaws" nito at, gamit ang isang gilingan, ay giling sa 4 na gilid sa kinakailangang laki. Upang makakuha ng maximum na katumpakan, ginagamit ang isang caliper, na ginagawang posible upang suriin ang kasalukuyang sukat ng bahagi.

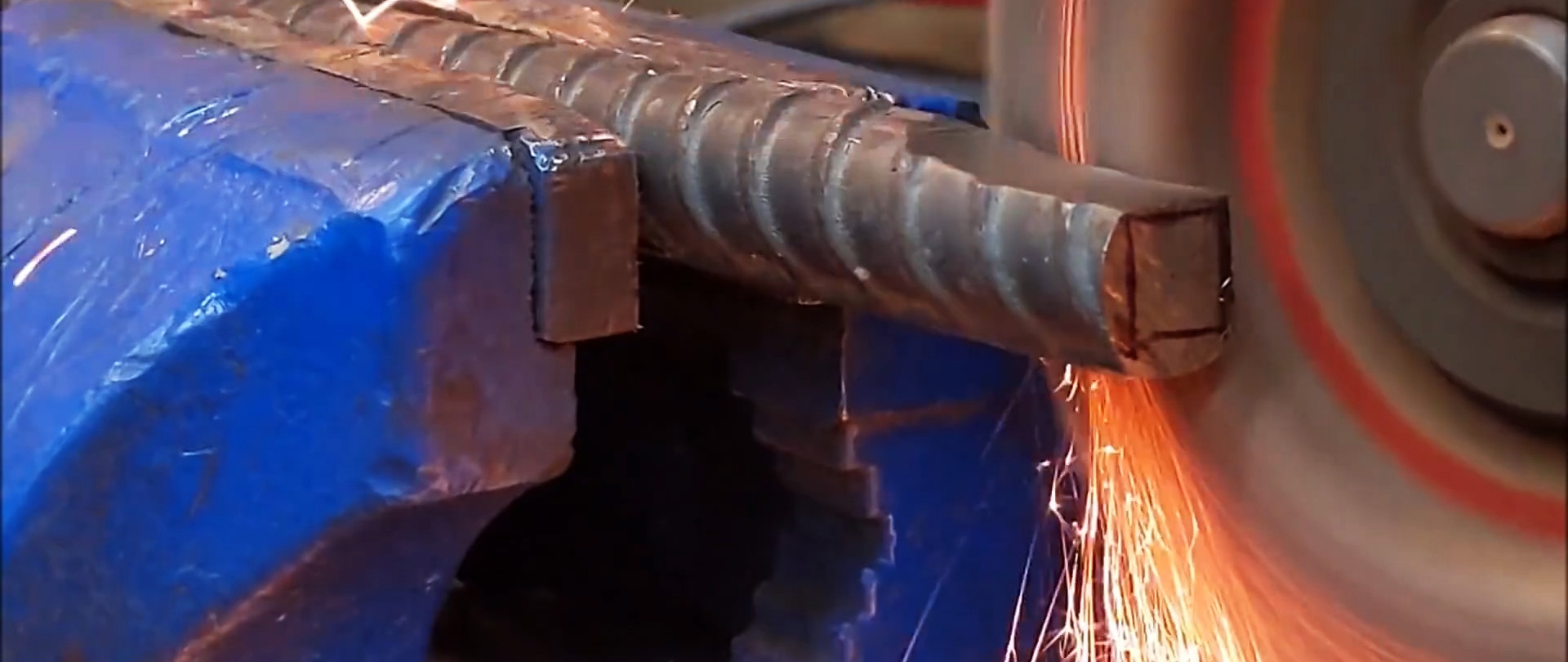
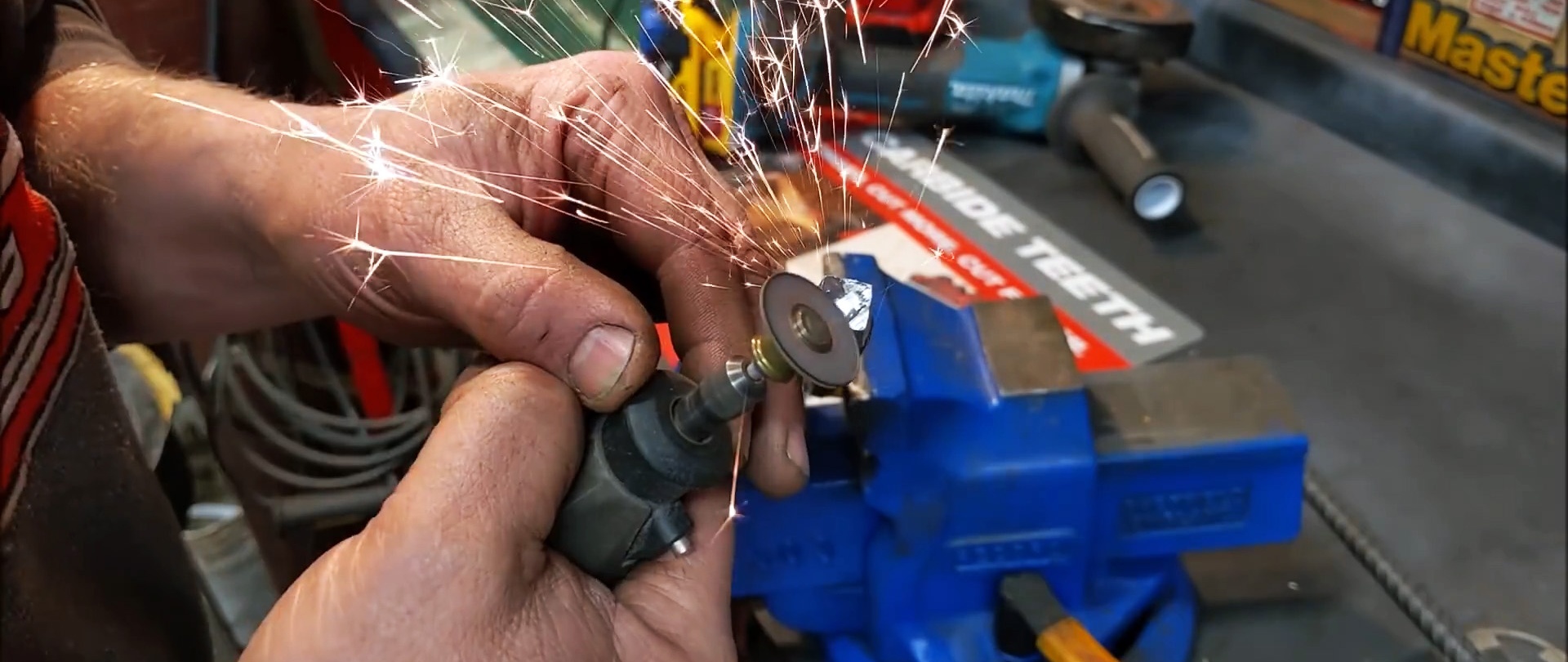
Ang pagkakaroon ng isang parisukat na uri ng workpiece sa isang piraso ng reinforcing bar, kinakailangan na "patalasin" ito sa isang espesyal na paraan, gamit ang isang napakaliit na bilog ng gilingan at isang bilog na file. Kakailanganin na patayo na ayusin ang bahagi sa isang bisyo, at unti-unting lumikha ng kalahating bilog sa pagitan ng mga katabing vertices ng parisukat. Ang isang bilog na depresyon ay dapat mabuo sa gitna ng dulong bahagi ng produkto.

Matapos ang mga tuktok ng parisukat (ang dulong bahagi ng bahagi) ay naging matalim na "spires", kinakailangan na ayusin ang bahagi nang pahalang sa isang bisyo, at patigasin ang bahagi gamit ang isang regular na propane torch, kung saan ang parisukat na bahagi ng ang produkto ay pinainit hanggang sa mamula, at pagkatapos ay pinalamig ng tubig.


Pagkatapos ng naturang pagproseso, ang parisukat na bahagi ng bahagi (punch) ay nagiging mas malakas at mas mahigpit.
Paggawa ng mga square hole
Sa tamang lugar, ang workpiece kung saan kailangang gawin ang isang square hole ay drilled gamit ang isang drill o drilling machine na may drill ng diameter na "magkasya" sa nais na parisukat ng isang tiyak na laki. Pagkatapos nito, ang workpiece ay inilalagay o na-secure sa isang maaasahang, malakas na ibabaw (halimbawa, isang bisyo, isang malawak na sheet ng metal, atbp.), At gamit ang nagresultang square punch at martilyo, ang nais na butas ay ginawa. Ang workpiece mismo ay dapat ilagay upang ang bahagi kung saan ang parisukat na butas ay hindi katabi ng pinakaibabaw ng base.


Ang mga hampas ng martilyo ay isinasagawa sa gitna ng reinforcing bar at may katamtamang puwersa. Kaya, ang isang parisukat ay "na-knocked" mula sa isang bilog na butas, at ang "labis" na metal ay pinipiga lamang ng mga suntok ng suntok.

Mahalagang malaman na maaari kang gumawa ng suntok hindi lamang "matalas" sa lahat ng apat na gilid. at may isa. Sa kasong ito, ito ay magmumukhang isang ordinaryong pait, at kapag pinatumba ang isang parisukat sa workpiece, kakailanganin itong paikutin ng 90 degrees sa bawat suntok ng martilyo. Bilang karagdagan, habang ginagamit ang naturang suntok, ito ay nagiging mapurol at kakailanganing patalasin paminsan-minsan.


Panoorin ang video
Katulad na mga master class






Lalo na kawili-wili






