4 na epektibong paraan upang magwelding ng 1 mm na makapal na metal mula sa mga bihasang welder
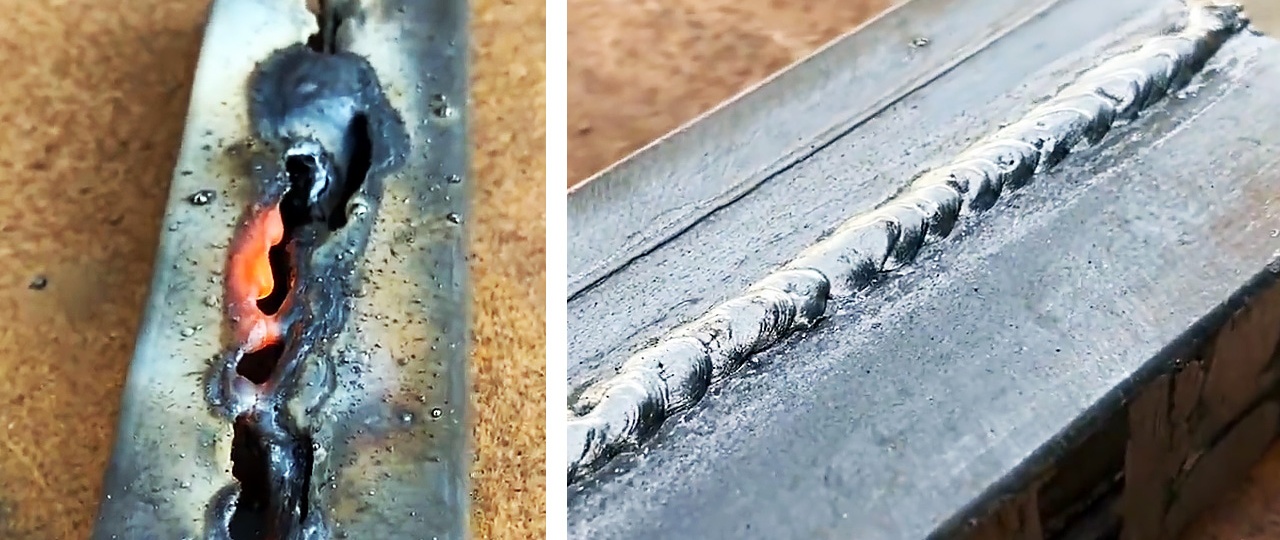
Kapag hinang ang manipis na metal, ang mga pamamaraan na ginamit kapag sumali sa napakalaking workpiece ay hindi gumagana. Ang enerhiya ng electric arc ay nasusunog lamang sa manipis na metal at sa halip na isang weld, ang mga butas ay nabuo. Ngunit kung alam mo ang mga lihim ng mga nakaranasang welder, kung gayon kahit na ang isang baguhan ay makayanan ang welding metal na 1 mm ang kapal.
Kakailanganin
Mga materyales at kasangkapan:
- mga seksyon ng mga profile pipe na may kapal ng pader na 1 mm;
- kagamitan sa hinang;
- Bulgarian;
- metal na brush;
- martilyo.
Mga welding electrodes para sa mga pangkalahatang layunin sa AliExpress sa isang diskwento - http://alii.pub/606j2h
Mga proseso ng manipis na metal welding gamit ang mga lihim ng mga nakaranasang welder
Kapag nagtatrabaho sa manipis na metal, ang kasalukuyang hinang ay dapat na mas mababa hangga't maaari, tulad ng dapat na diameter ng mga electrodes. Nakakatulong ito na bawasan ang haba ng arc at contact patch, na nagpapahintulot sa welding na mangyari sa mas mababang temperatura. Gayunpaman, maaaring hindi ito sapat upang maiwasan ang pagkasunog sa pamamagitan ng manipis na metal.
Ang mga nakaranasang welder ay gumagamit ng isa pang pagkakataon para sa mataas na kalidad na hinang ng metal na 1 mm ang kapal - ang tilapon ng dulo ng elektrod sa panahon ng proseso ng hinang, na nagbibigay-daan upang makabuluhang bawasan ang temperatura sa lugar ng pagtatrabaho.
Ang lahat ng mga paraan ng hinang manipis na metal ay may kasamang paghahanda: ang mga gilid ng mga workpiece na hinangin ay dapat na maingat na inihanda - ang kalawang, grasa at anumang iba pang mga deposito ay dapat alisin gamit ang isang gilingan, isang metal brush, atbp. Ang mga gilid ay inilipat hangga't maaari. . Ang lahat ng ito ay gagawing mas madali ang proseso ng hinang.
Paraan 1

Pagkatapos ng pag-aapoy ng arko, kinakailangan na gumawa ng mga reciprocating na paggalaw sa dulo ng elektrod kasama ang pinagsamang welded. Bukod dito, ang mga paggalaw ay dapat na mabilis, ngunit hindi maselan, na may kaunting pagbagal sa pakikipag-ugnay sa dulo ng isang nabuo nang hinang.

Bilang resulta, ang mga magkasanib na lugar na hindi pa konektado ay ihahanda para sa proseso ng hinang, at ang bahagi ng enerhiya ng arko ay ililipat sa nabuo nang welding seam, na magpoprotekta sa manipis na metal na hinangin mula sa pagkasunog.

Paraan 2
Kinakailangang ilipat ang dulo ng elektrod sa maliliit na pagtalon sa direksyon ng magkasanib na welded. Sa kasong ito, ang "tumalon" ay dapat na mababa upang hindi mapatay ang arko. Ang paggalaw ng elektrod na ito ay nagpapahintulot sa iyo na pana-panahong bawasan ang temperatura ng proseso ng hinang at protektahan ang manipis na metal mula sa pagkasunog.

Paraan 3
Ang patuloy na paggalaw ng elektrod sa kahabaan ng joint na hinangin sa pinakamataas na posibleng bilis nang hindi binabago ang haba ng arko. Sa kasong ito, ang mabilis na paggalaw ng elektrod ay hindi nagpapahintulot sa manipis na metal na mag-overheat, na pinoprotektahan ang metal mula sa pagkasunog. Ang bilis ng paggalaw ng elektrod sa kahabaan ng joint ay limitado lamang sa pamamagitan ng pagpigil sa pagtagos ng metal.

Paraan 4

Pabilog na pag-ikot ng elektrod na may paggalaw kasama ang welded seam. Sa kasong ito, ang isang mas malaking lapad ng hinang ay nakuha at ang enerhiya ng arko ay ipinamamahagi sa isang mas malaking lugar, na binabawasan ang sobrang pag-init ng manipis na metal at pinoprotektahan ito mula sa mga paso.

Mga welding electrodes para sa mga pangkalahatang layunin sa AliExpress sa isang diskwento - http://alii.pub/606j2h
Panoorin ang video

Katulad na mga master class












