Ang lansihin ng isang bihasang manghihinang kapag hinang ang manipis na metal 0.3 mm
Ang pag-welding ng manipis na metal na 0.3 mm ang kapal, lalo na ang galvanized, ay medyo mahirap at hindi ligtas na gawain kahit na para sa isang may karanasan na welder, dahil ang zinc fumes ay napakalason at ang proseso ng welding ay dapat isagawa sa labas o sa isang well-ventilated na lugar, mas mabuti na may sapilitang bentilasyon. . Dapat kang magsuot ng canvas o leather na guwantes o guwantes sa iyong mga kamay.

Manipis na proseso ng welding ng metal. Ang lansihin ng isang bihasang welder
Kapag hinang ang manipis na metal, may mga mahigpit na paghihigpit sa dami ng kasalukuyang hinang (dapat nasa hanay na 30-50 A), ngunit ito ay nagpapahirap sa paghawak ng electric arc. Kinakailangan din na gumamit ng mga manipis na electrodes na may diameter na 1.6 hanggang 2.0 mm. Kasama ang linya ng hinang, ang zinc coating ay dapat alisin, halimbawa, gamit ang wire brush, at lahat ng mga contaminant sa anyo ng alikabok, dumi, langis, pintura, proteksiyon na pelikula at iba pang mga coatings.

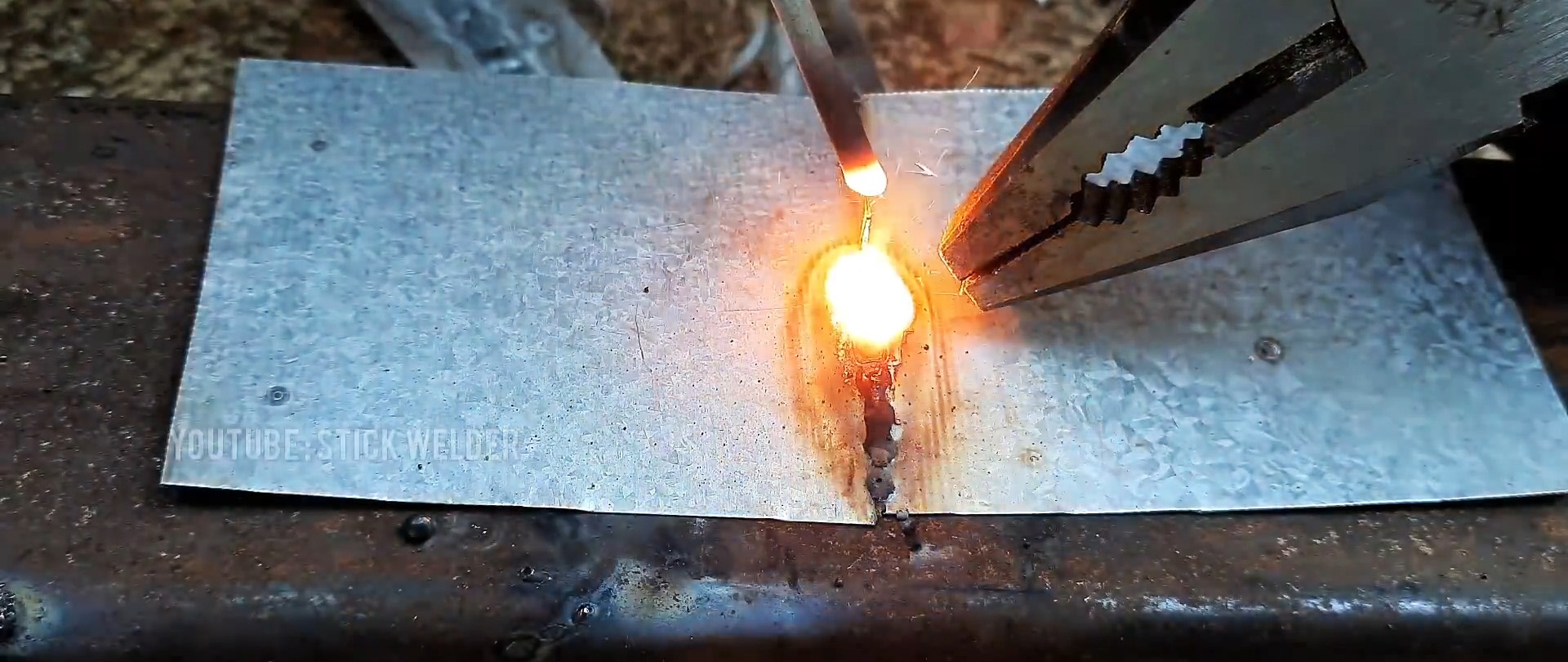
Upang hindi masunog sa pamamagitan ng manipis na metal, kinakailangan na hinangin ito hindi sa isang tuluy-tuloy na tahi nang hindi pinupunit ang elektrod, ngunit paulit-ulit na may isang minimum na agwat sa pagitan ng mga workpiece na hinangin. Mas mainam sa kasong ito na gumamit ng reverse polarity, na nagtataguyod ng mas kaunting pagdikit ng elektrod at binabawasan ang posibilidad ng pagkasunog sa pamamagitan ng manipis na metal.
Mga welding electrodes para sa mga pangkalahatang layunin sa AliExpress sa isang diskwento - http://alii.pub/606j2h
Ayon sa kaugalian, maraming mga pamamaraan ang ginagamit para sa hinang manipis na metal. Ang pinakamalaking paghihirap ay lumitaw kapag hinang ng butt ang naturang metal. Karaniwan, kahit na ang isang bihasang welder ay hindi laging nakakagawa ng butt welding, at higit pa para sa isang baguhan. Ang pagsunog ng metal sa disenyo nito ay 100% garantisado sa simula, kahit na may pasulput-sulpot na paggabay sa elektrod.

Ang magkakapatong na proseso ng welding ng dalawang manipis na piraso ng metal ay ginagawang medyo mas madali ang gawain. Ang isang bihasang welder ay maaaring halos palaging magsagawa ng overlap welding, ngunit para sa isang baguhan, kahit na ang pagpipiliang ito ay magpapakita ng isang tiyak na kahirapan. Ang gawain ay medyo mas madali dahil sa ang katunayan na ang lugar ng contact ng mga bahagi na hinangin ay tumataas.

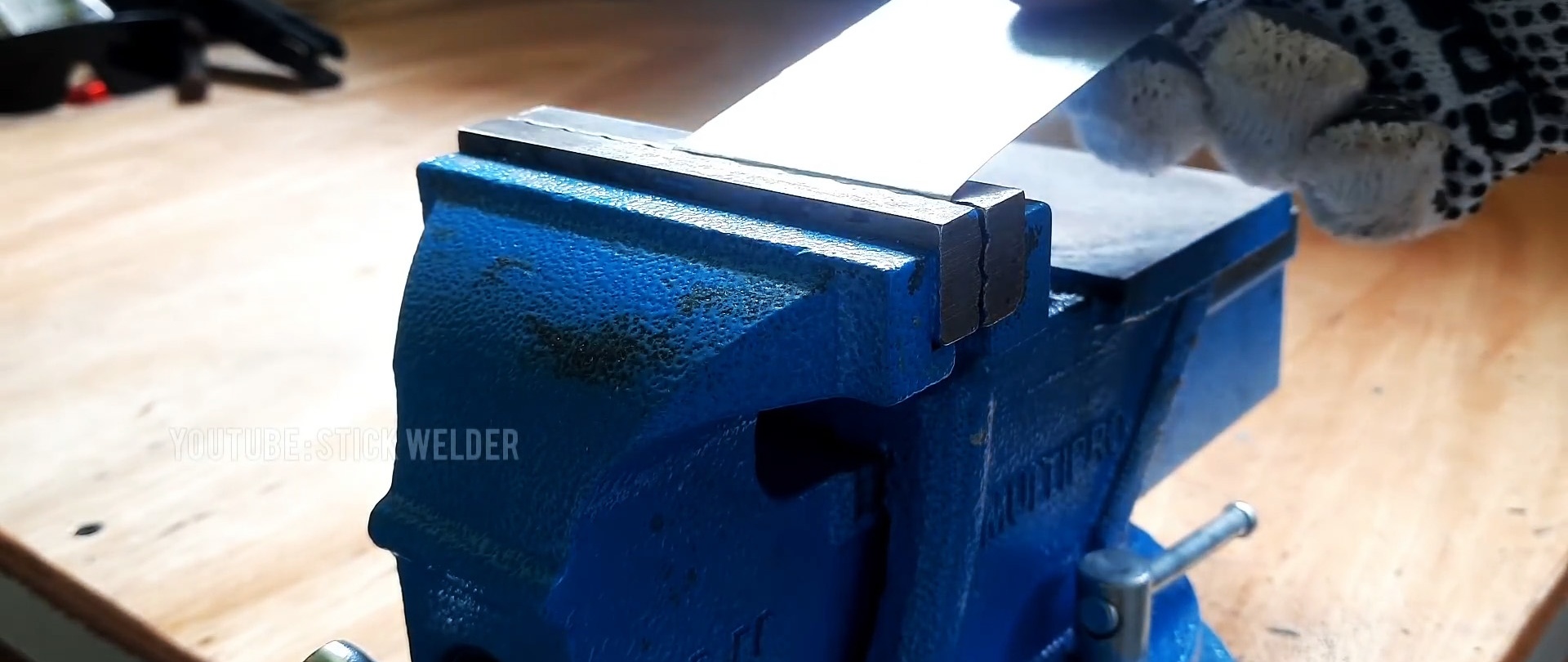
Ang pinaka-angkop na paraan para sa pagsali sa manipis na mga sheet ng metal ay hinang na may flanging ng mga gilid ng mga bahagi na hinangin. Upang gawin ito, markahan namin ang mga gilid ng mga workpiece na welded at magsagawa ng flanging, gamit, halimbawa, isang bench vice.
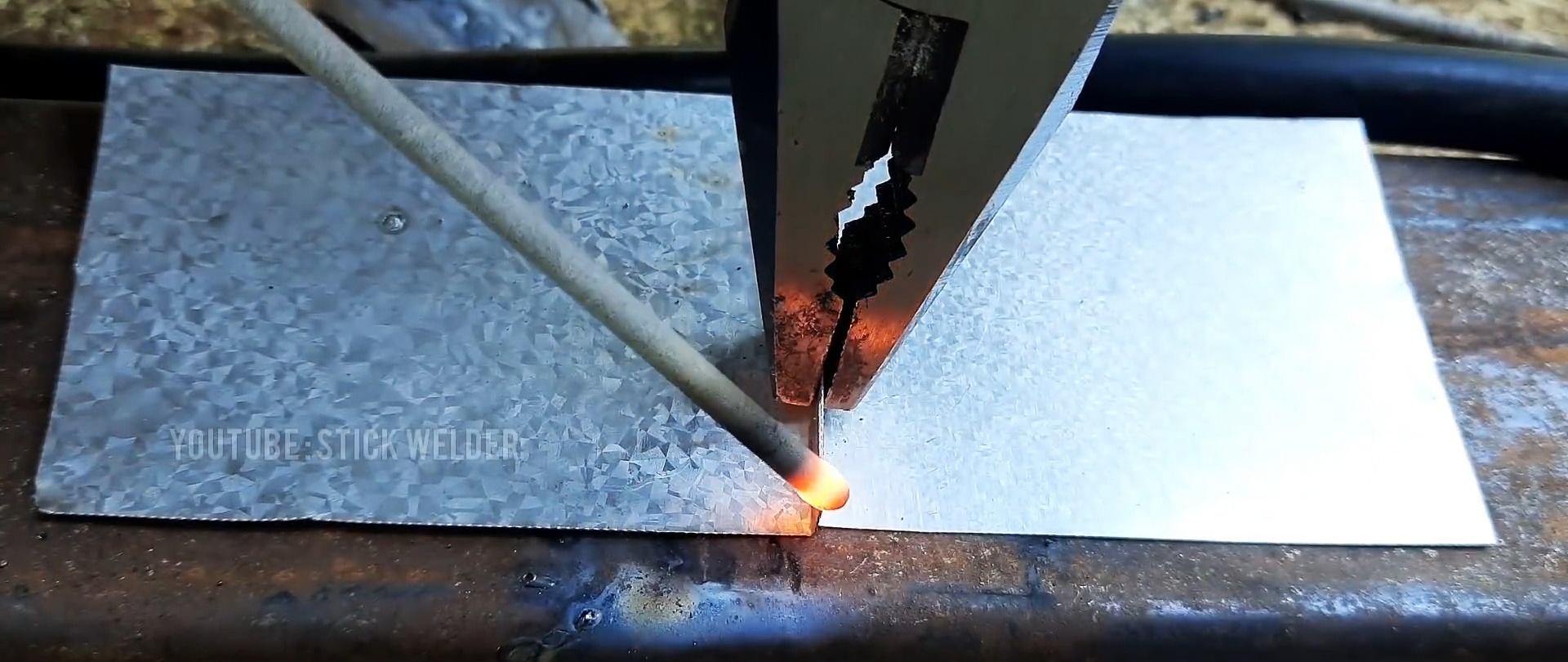
Pagkatapos, ang paghawak at pagpindot sa mga bahagi na hinangin ng parehong mga flanges na may mga pliers, nagsasagawa kami ng isang pasulput-sulpot na proseso ng hinang ang mga flanges.
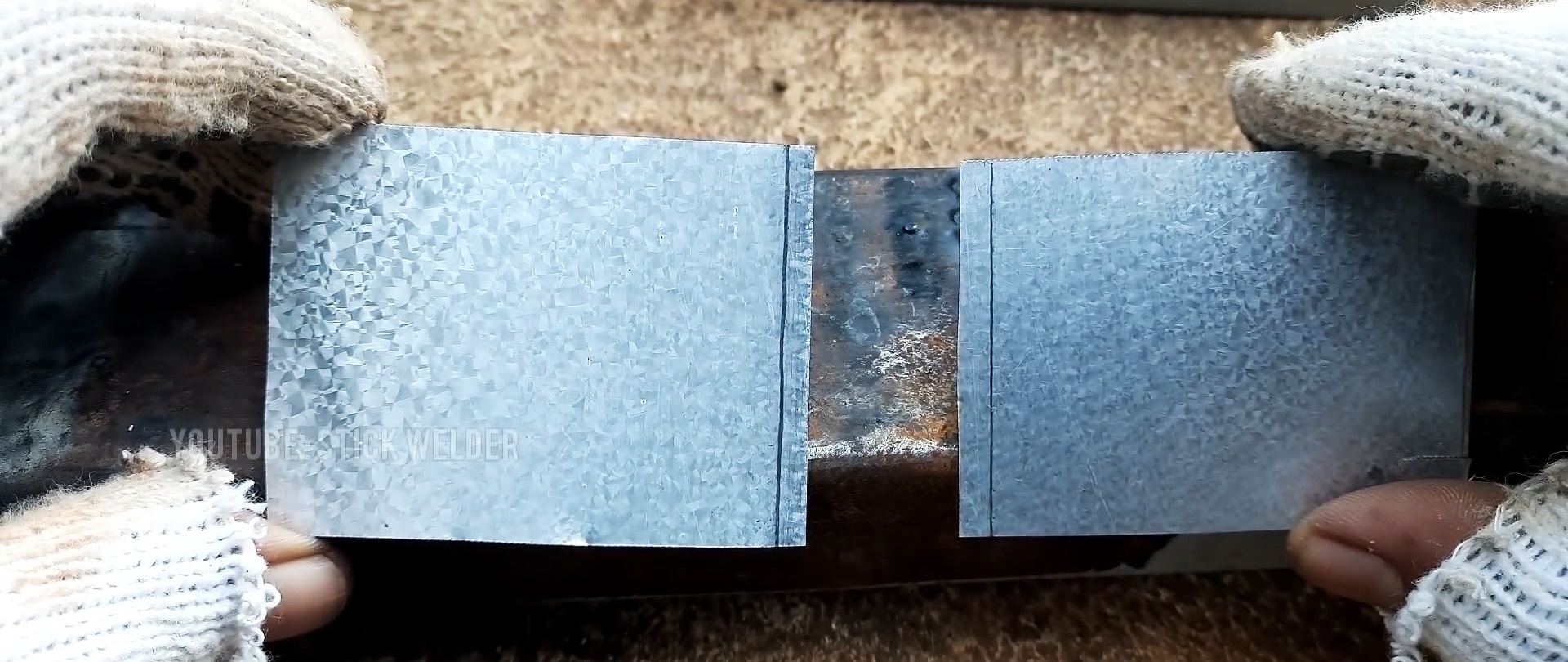
Sa kasong ito, ang manipis na metal ay tila lumapot at sa halip na hinang ang dalawang sheet na may kapal na 0.3 mm bawat isa, hinangin namin ang isang sheet ng dobleng kapal (0.6 = 0.3 + 0.3 mm).

Mga welding electrodes para sa mga pangkalahatang layunin sa AliExpress sa isang diskwento - http://alii.pub/606j2h
Panoorin ang video
Katulad na mga master class












