Bir boruda kolayca hassas kesim nasıl yapılır?
Çeşitli ev yapımı ürünler yaparken bazen yuvarlak boruları delmek gerekli hale gelir. Böyle bir işlemi geleneksel bükümlü matkaplar kullanarak gerçekleştirmek oldukça zordur çünkü bu, özenli bir ön hazırlık gerektirecektir. Bu durumdan nasıl çıkılır?

Uygun çapta halka şeklinde bir kesiciniz varsa (göbek, içi boş veya halka şeklinde matkap için başka bir isim), kavisli yüzeylerle, özellikle silindirik olanlarla çalışmak çok daha kolay ve daha verimli hale gelir.
Ayrıca matkap gibi bir alet tahrikine, farklı çaplarda birkaç normal bükümlü matkaplara ve çalışırken ucu soğutmak için bir araca da ihtiyacımız olacak. Bu, özel bir kesme sıvısı, uygun makine yağı veya örneğin WD-40 evrensel yağlayıcı olabilir.

Borunun yüzeyinin delinmesi kesinlikle çap boyunca yönlendirilmelidir, aksi takdirde olumlu bir nihai sonuç elde etmek mümkün olmayacaktır.
1.Borunun ucunu, çapın ürünün duvarları ile kesiştiği yeri bir işaretleyici kullanarak işaretleriz (bunun için birçok yöntem ve cihaz vardır).
2. Boruyu, işaretlerden biri tam olarak üstte olacak şekilde takın. Bir mezura kullanarak, genatrix boyunca gerekli mesafeyi ölçün ve bir işaretleyici ile işaretleyin.

3. Boruyu bir tezgah mengenesine kelepçeliyoruz ve işaretli noktayı bir çekirdek ve bir çekiç kullanarak çekiçliyoruz.

4. Boruyu mengenede ters tarafa çevirin, birincinin karşısındaki noktayı işaretleyin ve işaretleyin.
5. İnce bir matkap ve matkap kullanarak borunun belirlenen iki noktasında delikler açın.
6. Daha sonra, bir üst kılavuz ve bir alt merkezleme deliği olduğundan, bunları daha büyük çaplı bir matkapla tek geçişte deliyoruz.

7. Matkap aynasındaki bükümlü matkabı merkezleme matkabı olan bir taç ile değiştirdikten sonra, kılavuz delikleri yatay olacak şekilde boruyu bir mengenede 90 derece çevirin. Bu, taçla çalışırken daha fazla kuvvet uygulamanıza olanak tanır.

8. Halka şeklindeki matkap çalışma sırasında çok ısındığından, soğutmak ve işlemi kolaylaştırmak için çalışan dişleri ve bitişik çanak kayışını bir daire içinde WD-40 evrensel yağlayıcıyla cömertçe yağlayın.

9. Taç merkezleme matkabımızı boruda önceden hazırlanmış olan deliğe sokup zaman zaman taca gres ekleyerek işleme başlıyoruz.

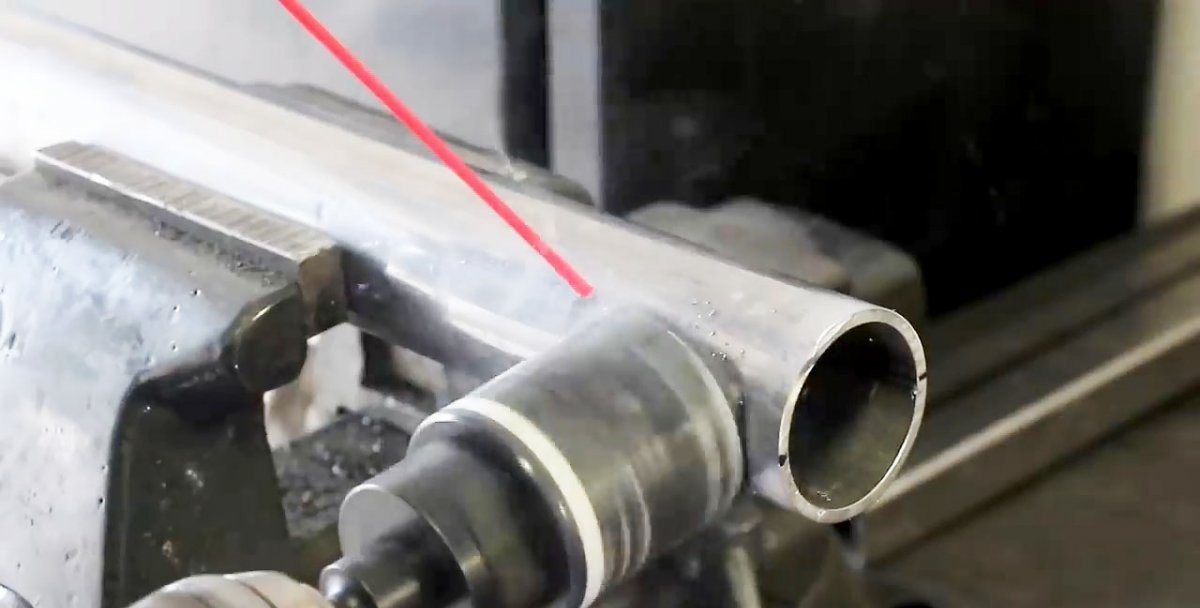
10. Taç borunun karşı tarafından çıktıktan sonra, konfigürasyonda aynı çaptaki boruyla tam olarak eşleşmesi gereken ve ilgili kontrolle onaylanan bir kesik elde ederiz.

on bir.Uçlarında şekilli kesikler bulunan eşit uzunlukta birkaç boru gerekiyorsa, o zaman boru iş parçasında birbirinden eşit mesafede merkezleme delikleri açarız ve bir karotlu matkap kullanarak tek tek gerekli boşlukları elde ederiz.

Halka şeklindeki matkabın dış çapının ve işlenen borunun kesinlikle aynı olması gerektiğini hatırlatırız.

Gerekecek
Uygun çapta halka şeklinde bir kesiciniz varsa (göbek, içi boş veya halka şeklinde matkap için başka bir isim), kavisli yüzeylerle, özellikle silindirik olanlarla çalışmak çok daha kolay ve daha verimli hale gelir.
Ayrıca matkap gibi bir alet tahrikine, farklı çaplarda birkaç normal bükümlü matkaplara ve çalışırken ucu soğutmak için bir araca da ihtiyacımız olacak. Bu, özel bir kesme sıvısı, uygun makine yağı veya örneğin WD-40 evrensel yağlayıcı olabilir.

Taç kullanarak delme işlemi için algoritma
Borunun yüzeyinin delinmesi kesinlikle çap boyunca yönlendirilmelidir, aksi takdirde olumlu bir nihai sonuç elde etmek mümkün olmayacaktır.
1.Borunun ucunu, çapın ürünün duvarları ile kesiştiği yeri bir işaretleyici kullanarak işaretleriz (bunun için birçok yöntem ve cihaz vardır).
2. Boruyu, işaretlerden biri tam olarak üstte olacak şekilde takın. Bir mezura kullanarak, genatrix boyunca gerekli mesafeyi ölçün ve bir işaretleyici ile işaretleyin.

3. Boruyu bir tezgah mengenesine kelepçeliyoruz ve işaretli noktayı bir çekirdek ve bir çekiç kullanarak çekiçliyoruz.

4. Boruyu mengenede ters tarafa çevirin, birincinin karşısındaki noktayı işaretleyin ve işaretleyin.
5. İnce bir matkap ve matkap kullanarak borunun belirlenen iki noktasında delikler açın.
6. Daha sonra, bir üst kılavuz ve bir alt merkezleme deliği olduğundan, bunları daha büyük çaplı bir matkapla tek geçişte deliyoruz.

7. Matkap aynasındaki bükümlü matkabı merkezleme matkabı olan bir taç ile değiştirdikten sonra, kılavuz delikleri yatay olacak şekilde boruyu bir mengenede 90 derece çevirin. Bu, taçla çalışırken daha fazla kuvvet uygulamanıza olanak tanır.

8. Halka şeklindeki matkap çalışma sırasında çok ısındığından, soğutmak ve işlemi kolaylaştırmak için çalışan dişleri ve bitişik çanak kayışını bir daire içinde WD-40 evrensel yağlayıcıyla cömertçe yağlayın.
9. Taç merkezleme matkabımızı boruda önceden hazırlanmış olan deliğe sokup zaman zaman taca gres ekleyerek işleme başlıyoruz.

10. Taç borunun karşı tarafından çıktıktan sonra, konfigürasyonda aynı çaptaki boruyla tam olarak eşleşmesi gereken ve ilgili kontrolle onaylanan bir kesik elde ederiz.

on bir.Uçlarında şekilli kesikler bulunan eşit uzunlukta birkaç boru gerekiyorsa, o zaman boru iş parçasında birbirinden eşit mesafede merkezleme delikleri açarız ve bir karotlu matkap kullanarak tek tek gerekli boşlukları elde ederiz.

Referans için
Halka şeklindeki matkabın dış çapının ve işlenen borunun kesinlikle aynı olması gerektiğini hatırlatırız.
Videoyu izle
Benzer ana sınıflar

Matkapları keskinleştirmek için hızlı bir şekilde bir cihaz nasıl yapılır

Plastik boru delme makinesi

Yuvarlak matkaplarla kare delikler nasıl yapılır, yöntem

Ahşap ürünleri frezelemek için matkap ataşmanı

Bir elektrik motoru şaftı torna olmadan düz olarak nasıl delinir?

Yuvarlak bir iş parçasında bir yan deliğin doğru şekilde delinmesi
Özellikle ilginç

Sıkışmışsa küresel vana nasıl kapatılır

Alüminyumu lehimlemenin basit bir yolu

Herhangi bir tıraş makinesini kolayca nasıl keskinleştirirsiniz?

Kırık Bir Cıvata veya Saplama Derin Bir Delikten Nasıl Çıkarılır

Kırık bir cıvatayı veya saplamayı sökmenin yedi yolu

Kilitten anahtar parçası nasıl çıkarılır
Yorumlar (2)
