Kare profilli bir borudan güzel bir petek bölmesi nasıl kaynak yapılır
Basamakların önündeki açıklığı iyileştirmek, sahanlığın girişini kapatmak veya diğer sorunları çözmek için petek kafesli bir bölme kurabilirsiniz. Çok onurlu ve temiz görünüyor, bu da geleneksel bir kaynak makinesini kullanarak profil borusundan kendiniz kaynak yapabileceğinize inanmayı zorlaştırıyor.

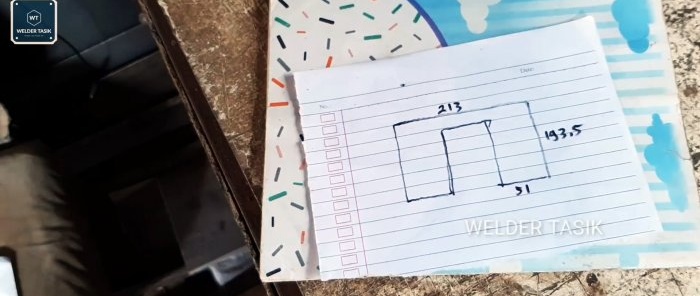
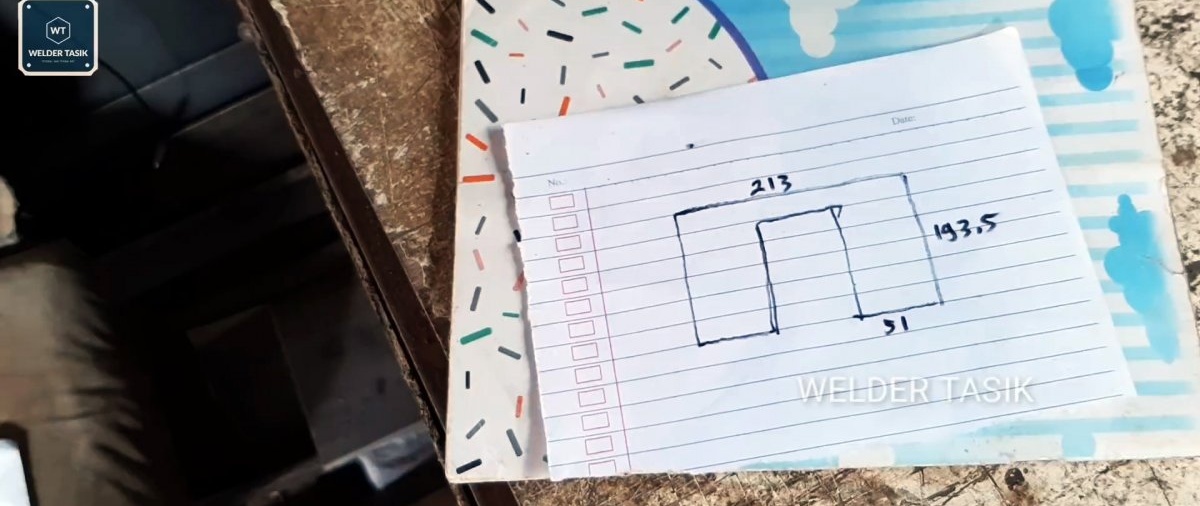
Bölme karmaşık geometrik şekillerden oluştuğu için imalatından önce kesin planlama yapılması gerekmektedir. Bunu yapmak için, içinden geçen açıklığın yüksekliğini ve genişliğini ve bölme üzerindeki konumunu hesaplamanız gerekir.
Hesaplama sonuçlarına göre bölme çerçevesi kaynaklanır. Bunun için 40x60 mm profil boru kullanılmaktadır.

Boşluklar ondan kesilir ve 45 derecede kesilir.


Bu, dik açılarda kaynak yaparken düzgün, kapalı bir dış köşe oluşturacaktır.Çerçevenin alt tarafı bir açıklıkla kesilmelidir, bu nedenle iki parça borudan oluşacaktır, aksi takdirde bir eşik elde edersiniz. Çerçeveyi eşit şekilde kaynaklamak için iş parçalarının aynı düzlemde hizalanmış 2 uzun boru üzerine döşenmesi ve elbette bir kare kullanılması gerekir.

Ortaya çıkan dikişler dikkatlice zımparalanmalı, çukurlar çabuk kuruyan macunla kapatılmalı ve kuruduktan sonra tekrar zımparalanmalıdır.

Daha sonra en önemli ve zor kısım geliyor. Bölmeyi dolduracak altıgen petek boyutunun hesaplanması gerekmektedir. Üretimleri için 40x40 mm'lik bir boru kullanılır. Hesaplanan boşluklar özel bir şekilde kesilmelidir. Bunu yapmak için, bir duvar boyunca 45 derecelik bir kesim yapılır, daha sonra en uç noktadan diğer duvar boyunca tekrar 45 derecelik bir kesim yapılır, ancak ters eğimle vb. Her iş parçasının her tarafında bu tür eğimli uçlar elde edilmelidir. Ayrıca iş parçasının bir kenarındaki köşelerin diğer ucunda ayna görüntüsüne sahip olması önemlidir.



Daha sonra iş parçalarını birleştirirken bunları birbirine kaynaklamak gerekir.


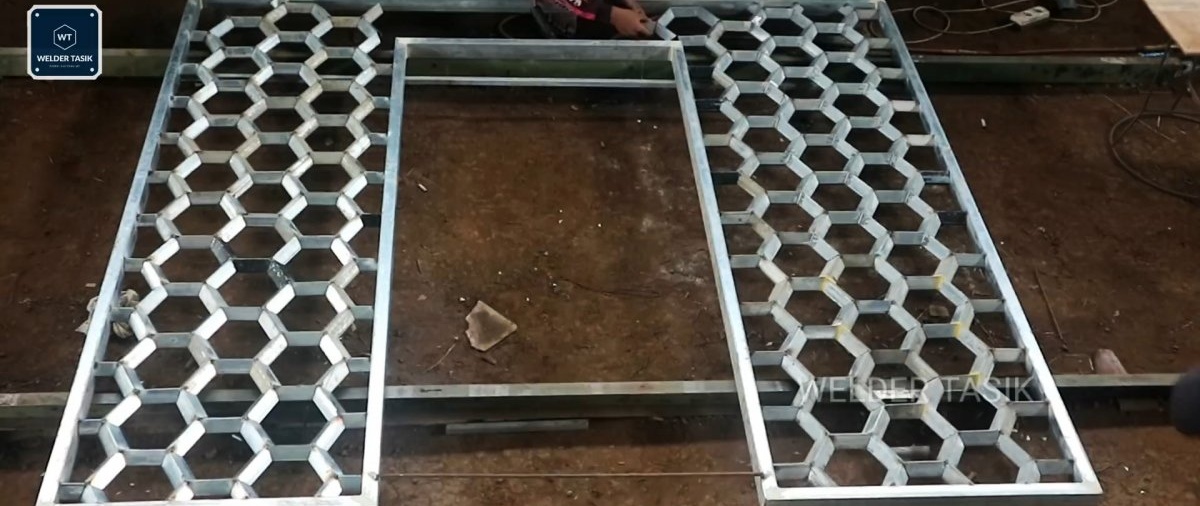
Uçların bu şekli petek içeren bir kafesle sonuçlanacaktır. Kaynak düz bir yüzeyde yapılır. Üç iş parçasının kesişim noktasına bir elektrot yerleştirmeniz yeterlidir.


Sürekli dikiş gerekli değildir. Izgarayı yaptıktan sonra bölme çerçevesine kaynak yapılması gerekir. Boruların kesilen kısımları petekler ile çerçeve arasındaki boşluklara kaynak yapılarak “yarım petekler” oluşturulmakta ve boşluklar tamamen kapatılmaktadır.



Daha sonra peteklerin birleşim yerlerini macunla kaplamanız gerekir. Bunu yapmak için parmağınızla ovalayın. Macun, kapatılmayan boşlukları kapatacaktır. Daha sonra zımparalanır, bölme astarlanır ve boyanır.



Nihai sonuç tüm beklentileri aşıyor:





Araçlar ve malzemeler:
- profil borusu 40x60 mm;
- profil borusu 40x40 mm;
- metal macun;
- astar;
- boya;
- Bulgarca;
- kaynak makinesi;
- kare;
- işaretleyici;
- rulet.
Bölme üretim süreci
Bölme karmaşık geometrik şekillerden oluştuğu için imalatından önce kesin planlama yapılması gerekmektedir. Bunu yapmak için, içinden geçen açıklığın yüksekliğini ve genişliğini ve bölme üzerindeki konumunu hesaplamanız gerekir.
Hesaplama sonuçlarına göre bölme çerçevesi kaynaklanır. Bunun için 40x60 mm profil boru kullanılmaktadır.

Boşluklar ondan kesilir ve 45 derecede kesilir.


Bu, dik açılarda kaynak yaparken düzgün, kapalı bir dış köşe oluşturacaktır.Çerçevenin alt tarafı bir açıklıkla kesilmelidir, bu nedenle iki parça borudan oluşacaktır, aksi takdirde bir eşik elde edersiniz. Çerçeveyi eşit şekilde kaynaklamak için iş parçalarının aynı düzlemde hizalanmış 2 uzun boru üzerine döşenmesi ve elbette bir kare kullanılması gerekir.

Ortaya çıkan dikişler dikkatlice zımparalanmalı, çukurlar çabuk kuruyan macunla kapatılmalı ve kuruduktan sonra tekrar zımparalanmalıdır.

Daha sonra en önemli ve zor kısım geliyor. Bölmeyi dolduracak altıgen petek boyutunun hesaplanması gerekmektedir. Üretimleri için 40x40 mm'lik bir boru kullanılır. Hesaplanan boşluklar özel bir şekilde kesilmelidir. Bunu yapmak için, bir duvar boyunca 45 derecelik bir kesim yapılır, daha sonra en uç noktadan diğer duvar boyunca tekrar 45 derecelik bir kesim yapılır, ancak ters eğimle vb. Her iş parçasının her tarafında bu tür eğimli uçlar elde edilmelidir. Ayrıca iş parçasının bir kenarındaki köşelerin diğer ucunda ayna görüntüsüne sahip olması önemlidir.



Daha sonra iş parçalarını birleştirirken bunları birbirine kaynaklamak gerekir.


Uçların bu şekli petek içeren bir kafesle sonuçlanacaktır. Kaynak düz bir yüzeyde yapılır. Üç iş parçasının kesişim noktasına bir elektrot yerleştirmeniz yeterlidir.


Sürekli dikiş gerekli değildir. Izgarayı yaptıktan sonra bölme çerçevesine kaynak yapılması gerekir. Boruların kesilen kısımları petekler ile çerçeve arasındaki boşluklara kaynak yapılarak “yarım petekler” oluşturulmakta ve boşluklar tamamen kapatılmaktadır.


Daha sonra peteklerin birleşim yerlerini macunla kaplamanız gerekir. Bunu yapmak için parmağınızla ovalayın. Macun, kapatılmayan boşlukları kapatacaktır. Daha sonra zımparalanır, bölme astarlanır ve boyanır.



Nihai sonuç tüm beklentileri aşıyor:




Videoyu izle
Benzer ana sınıflar






Özellikle ilginç






Yorumlar (3)
