İnşaat demiri için güçlü bir bükme makinesi nasıl yapılır
Bir temel veya güçlendirilmiş bant dökülürken donatı ile çalışırken farklı açılarda bükülmesi gerekir. Sadece çekiç ve örs kullanırsanız beton dökülmeden önceki hazırlık süreci günler alacaktır. Ev yapımı bir bükme makinesi kullanarak takviye ile çalışma hızını büyük ölçüde hızlandırabilirsiniz.

Makineyi monte etmeden önce, iş parçası olarak 40 mm'lik bir iş parçası kullanarak tornalama işi yapmanız gerekecektir. Bundan 15 mm'lik bir iç deliğe sahip 30 mm yüksekliğinde bir manşon yapılır. Ayrıca 2 mantar burcunu da öğütmeniz gerekir. İnce kısımlarının dış çapı, mevcut rulmanların iç bileziğinin çapına eşit olmalıdır. Mantar başlığının çapı 5-10 mm daha büyük yapılır. Burçlara 10 mm'lik bir delik delinir ve cıvata başlarının altına havşalı bir delik açılır. Ayrıca 15 mm'lik yuvarlak keresteden büyük bir burç içine parmağınızı da yapmanız gerekir.Deliğine kolayca sığması için hafifçe zımparalamanız gerekir.

Makine yatağı şerit veya kalın çelik levhadan yapılmıştır.

Farklı boyutlarda iki dikdörtgen boşluktan oluşur. Küçük olan, seçilen iki rulmanı barındıracak yeterli alana sahip olmalıdır. Büyük olan 30-40 mm daha geniş ve daha uzun yapılır. Küçük plakanın bir köşesi kesilip içe doğru yuvarlanır, böylece 40 mm çapında bir manşon ona 1-2 mm boşlukla takılabilir.

Çerçeve boşlukları birbirine katlanır ve yuvarlatılmış olanın tersi açıda kesilir, ardından sürekli bir dikişle kaynak yapılır ve kaynağa göre temizlenir.


Makine yatağına 3 adet delik açılmaktadır. Birincisi, büyük bir burç takmak için parmağın altını delmek.


Burç, üst plakanın yuvarlak köşesine 1-2 mm boşlukla oturacak şekilde köşedeki alt geniş plakada yapılır. Daha sonra baskı yataklarını M10 cıvatalara monte etmek için küçük plaka üzerine 2 kör delik açılır.

Kör delikler dişlidir. Daha sonra rulmanlı ve burçlu cıvatalar bunlara vidalanır.

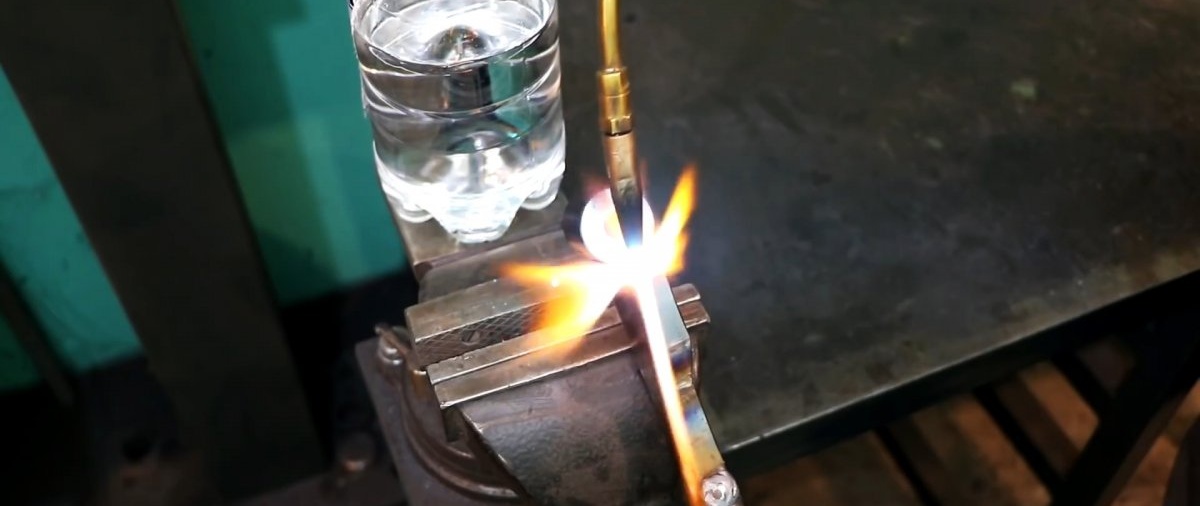
Çerçeveyi yapmak için kullanılan metalden bir omuz kesimi büyük burçlara kaynaklanmıştır. Üstüne aynı malzemeden yapılmış bir durdurucu kaynak yapılır. Kenarı manşondaki deliğe 12-15 mm kadar ulaşmamalıdır. Durdurmanın ucunda bir çentik kesmeniz gerekir. Daha sonra omuz yuvarlak bir kereste ile uzatılır. Hafif bir yukarı eğimle kaynak yapılır. Durdurucunun çentiklerinin gazlı kesici ile ısıtılması ve suda soğutularak sertleştirilmesi tavsiye edilir.





Saplı manşonun içine bir parmak sürülür ve çerçevedeki deliğe takılır.


Makine bir mengeneye sıkıştırılmıştır. Bükme için yataklar ile pim arasına takviye veya yuvarlak kereste yerleştirilir, ardından sap döndürülerek bükülür.



Malzemeler:
- 30 mm kesitli şerit veya plaka;
- dış çapı 40-50 mm olan rulmanlar – 2 adet;
- 40 mm çapında tornalama işleri için yuvarlak boşluk;
- yuvarlak kereste 15 mm;
- M10 altıgen cıvatalar – 2 adet.
Bükme makinesi üretim süreci
Makineyi monte etmeden önce, iş parçası olarak 40 mm'lik bir iş parçası kullanarak tornalama işi yapmanız gerekecektir. Bundan 15 mm'lik bir iç deliğe sahip 30 mm yüksekliğinde bir manşon yapılır. Ayrıca 2 mantar burcunu da öğütmeniz gerekir. İnce kısımlarının dış çapı, mevcut rulmanların iç bileziğinin çapına eşit olmalıdır. Mantar başlığının çapı 5-10 mm daha büyük yapılır. Burçlara 10 mm'lik bir delik delinir ve cıvata başlarının altına havşalı bir delik açılır. Ayrıca 15 mm'lik yuvarlak keresteden büyük bir burç içine parmağınızı da yapmanız gerekir.Deliğine kolayca sığması için hafifçe zımparalamanız gerekir.

Makine yatağı şerit veya kalın çelik levhadan yapılmıştır.

Farklı boyutlarda iki dikdörtgen boşluktan oluşur. Küçük olan, seçilen iki rulmanı barındıracak yeterli alana sahip olmalıdır. Büyük olan 30-40 mm daha geniş ve daha uzun yapılır. Küçük plakanın bir köşesi kesilip içe doğru yuvarlanır, böylece 40 mm çapında bir manşon ona 1-2 mm boşlukla takılabilir.

Çerçeve boşlukları birbirine katlanır ve yuvarlatılmış olanın tersi açıda kesilir, ardından sürekli bir dikişle kaynak yapılır ve kaynağa göre temizlenir.


Makine yatağına 3 adet delik açılmaktadır. Birincisi, büyük bir burç takmak için parmağın altını delmek.


Burç, üst plakanın yuvarlak köşesine 1-2 mm boşlukla oturacak şekilde köşedeki alt geniş plakada yapılır. Daha sonra baskı yataklarını M10 cıvatalara monte etmek için küçük plaka üzerine 2 kör delik açılır.

Kör delikler dişlidir. Daha sonra rulmanlı ve burçlu cıvatalar bunlara vidalanır.

Çerçeveyi yapmak için kullanılan metalden bir omuz kesimi büyük burçlara kaynaklanmıştır. Üstüne aynı malzemeden yapılmış bir durdurucu kaynak yapılır. Kenarı manşondaki deliğe 12-15 mm kadar ulaşmamalıdır. Durdurmanın ucunda bir çentik kesmeniz gerekir. Daha sonra omuz yuvarlak bir kereste ile uzatılır. Hafif bir yukarı eğimle kaynak yapılır. Durdurucunun çentiklerinin gazlı kesici ile ısıtılması ve suda soğutularak sertleştirilmesi tavsiye edilir.




Saplı manşonun içine bir parmak sürülür ve çerçevedeki deliğe takılır.


Makine bir mengeneye sıkıştırılmıştır. Bükme için yataklar ile pim arasına takviye veya yuvarlak kereste yerleştirilir, ardından sap döndürülerek bükülür.


Videoyu izle
Benzer ana sınıflar






Özellikle ilginç






Yorumlar (1)
