Bükmeden keserek bir köşe veya profil borusunda mükemmel bir kıvrım nasıl yapılır
Bükme makinesi olmadan metali bükmeye çalışmak genellikle başarısızlıkla sonuçlanır. Bu tür bir ekipmanın yokluğunda, kırışmayı veya katlanmayı önlemek için ürünü kıvrımdan kesmeniz ve ardından kaynak yapmanız yeterlidir. Bu, bükmeden daha uzun sürer, ancak özellikle her şeyi hesaplanan oranlara uygun olarak doğru yaparsanız sonucun daha kaliteli olması garanti edilir.
Neye ihtiyacınız olacak:
- karton;
- kare;
- pusula;
- işaretleyici;
- makas;
- Bulgarca;
- kaynak;
- yardımcısı.
Doğru virajı yapma süreci
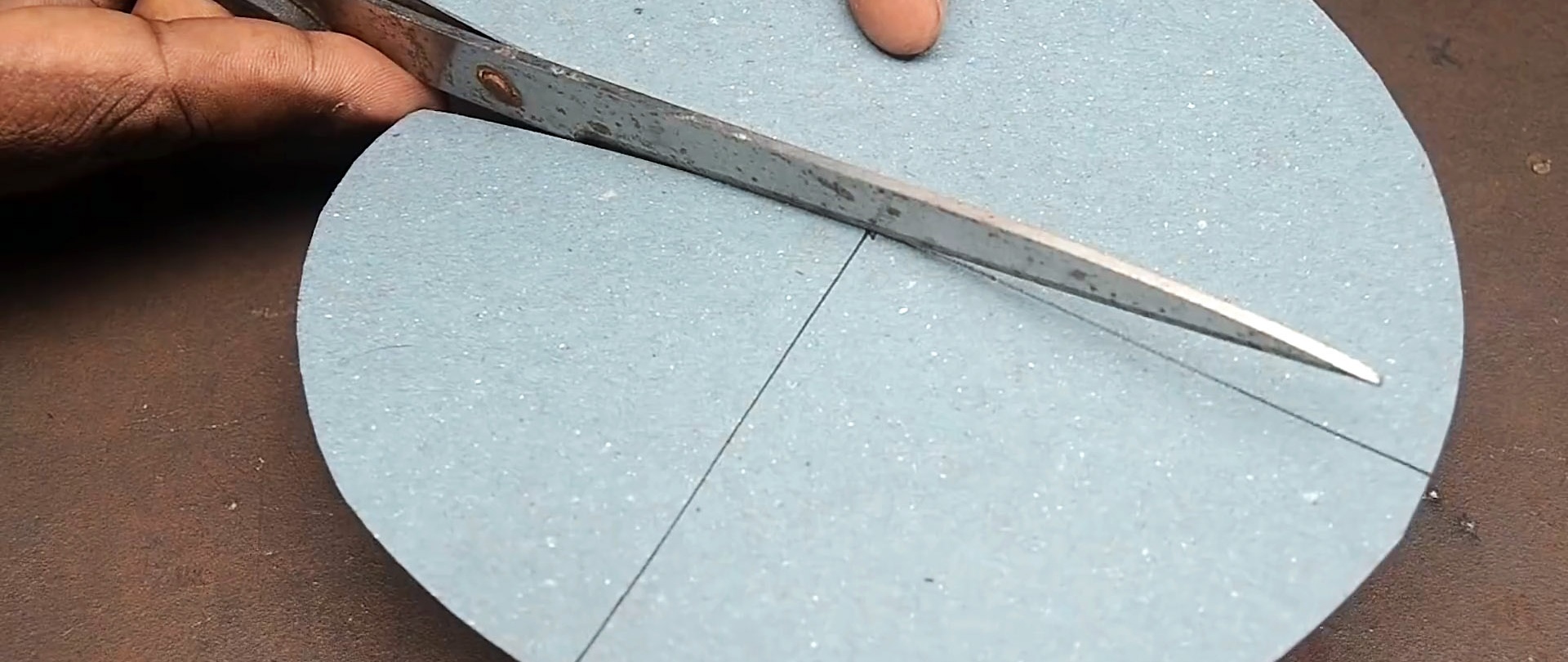
Öncelikle köşe örneğini kullanarak işaretleme ve kırpma teknolojisini ele alalım. Kartondan 150 mm çapında bir daire kesmeniz gerekiyor.

4 eşit sektöre bölünmesi gerekiyor. Birinin makasla kesilmesi gerekiyor.
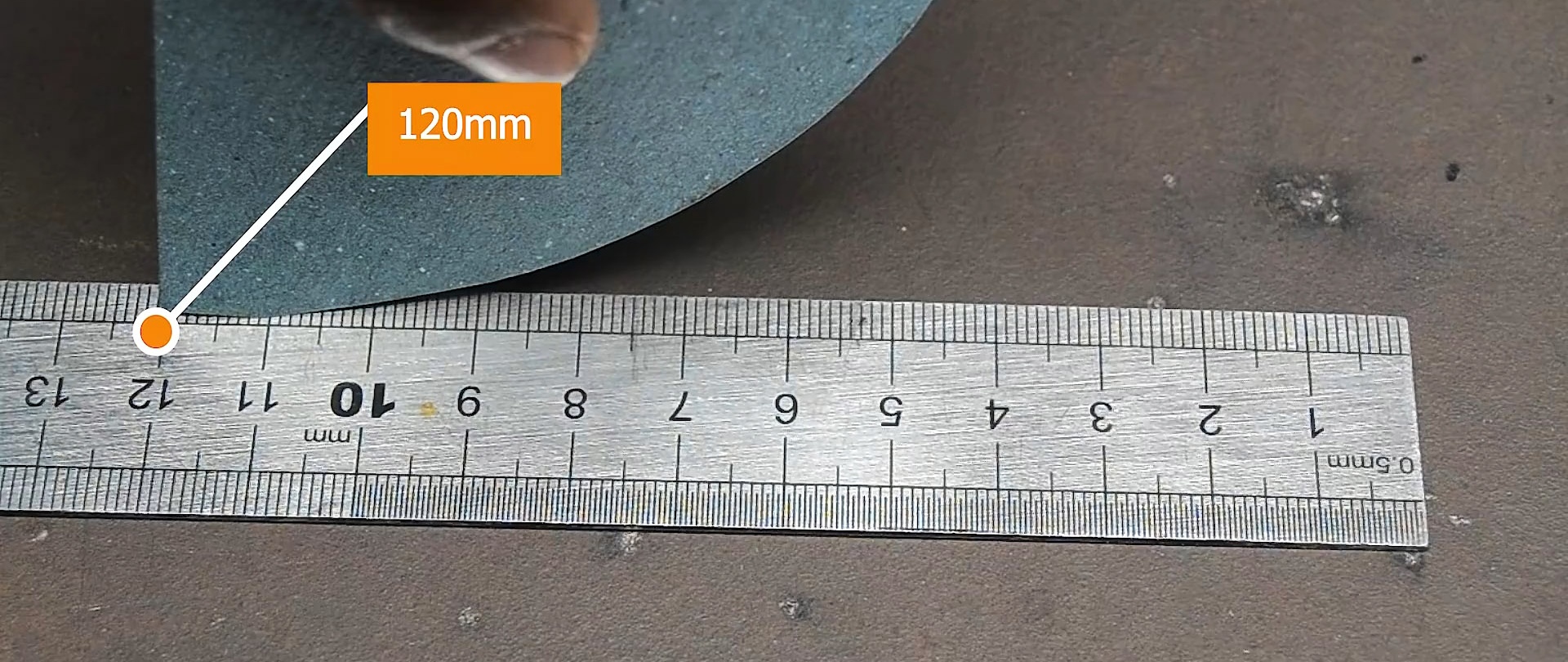
Sektörün çevresi bir cetvel üzerinde ölçülür; 120 mm'dir.
Daha sonra köşenin genişliğini ölçmeniz gerekir. Bu mesafe, dairenin yan tarafındaki kesilmiş karton desenin pürüzsüz kenarı boyunca işaretlenir.

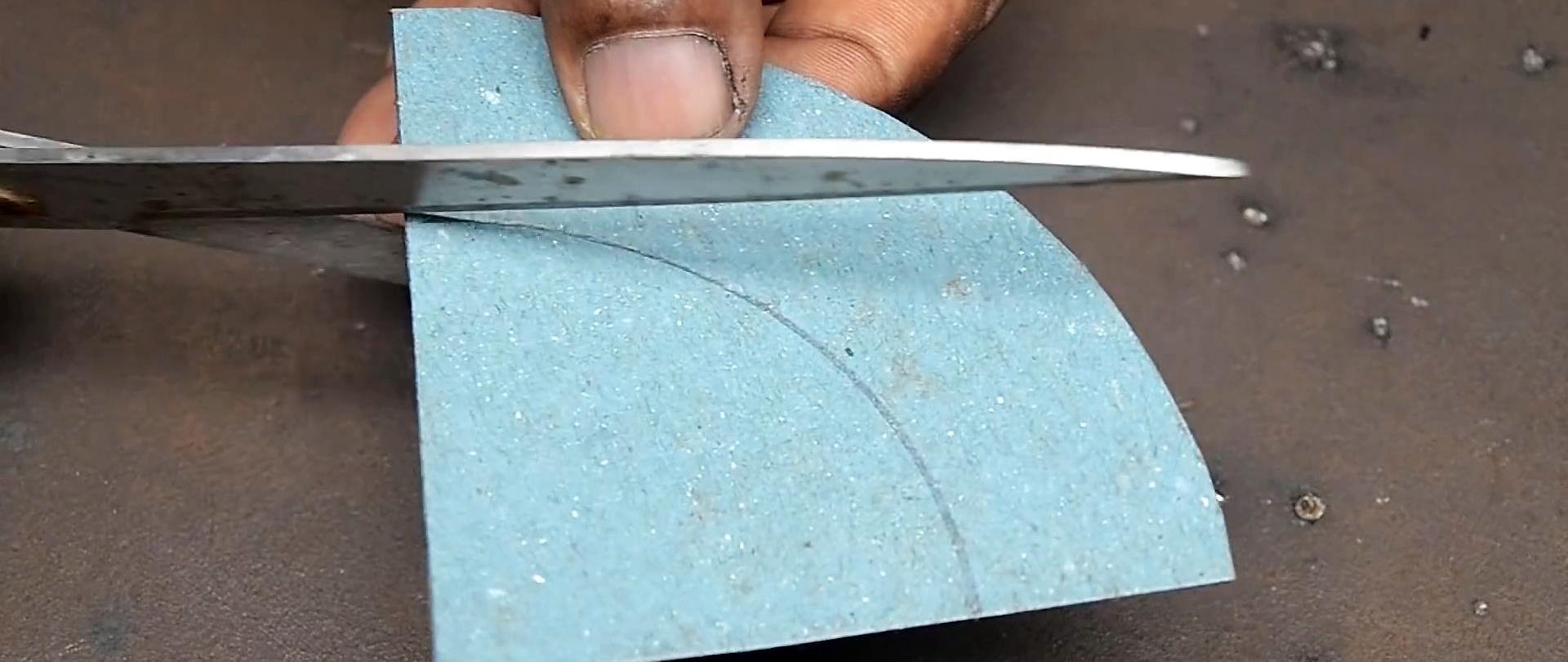
Pusula, iğne sektörün köşesinde olacak şekilde hareket ettirilir ve kalem işaretli noktaya çarpar.Bu konumda şablonun üzerine bir daire çizmeniz gerekir. Ortaya çıkan çizgi boyunca kesilir.
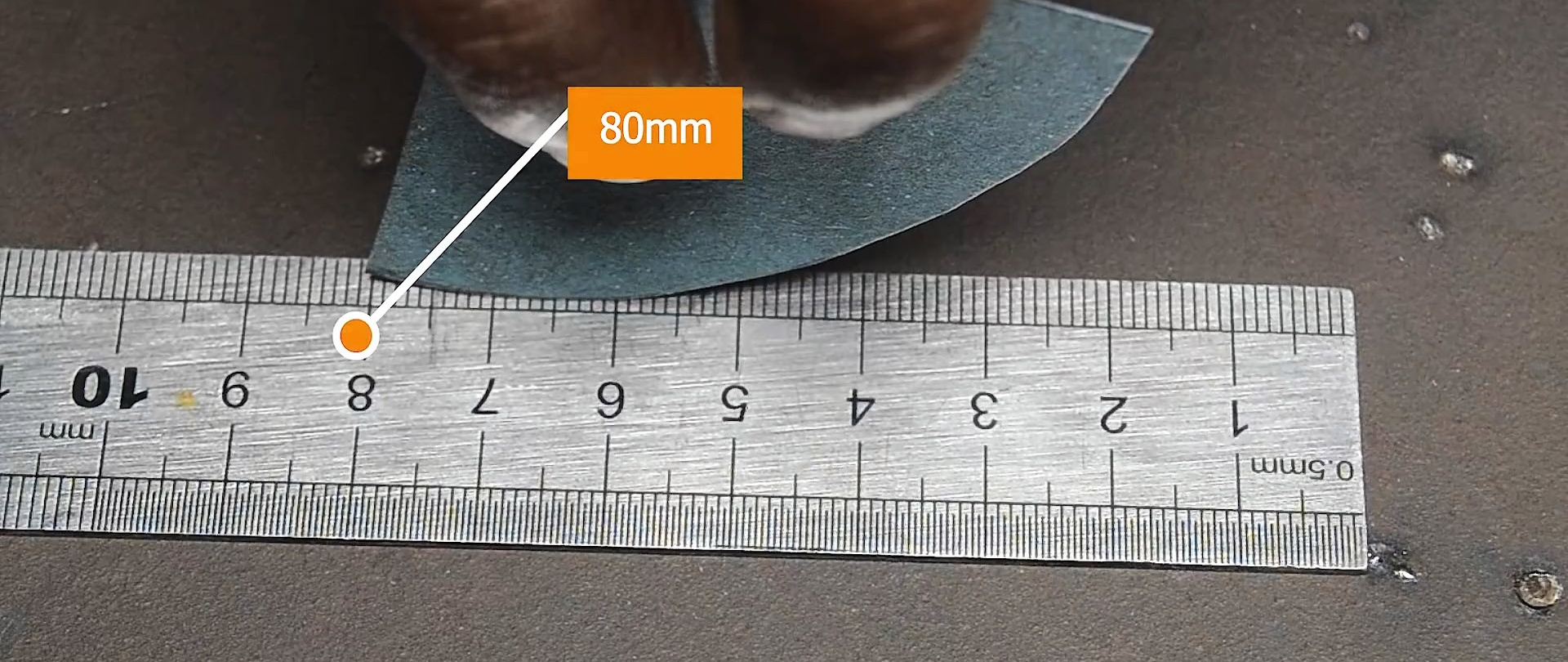
Daha sonra kesimden sonra şablonun çevresini ölçmeniz gerekir. Bu durumda 120 mm'den 80 mm'ye çıktı. Bükme için metal ne kadar geniş olursa, ikinci dairenin uzunluğu o kadar kısa olacaktır.
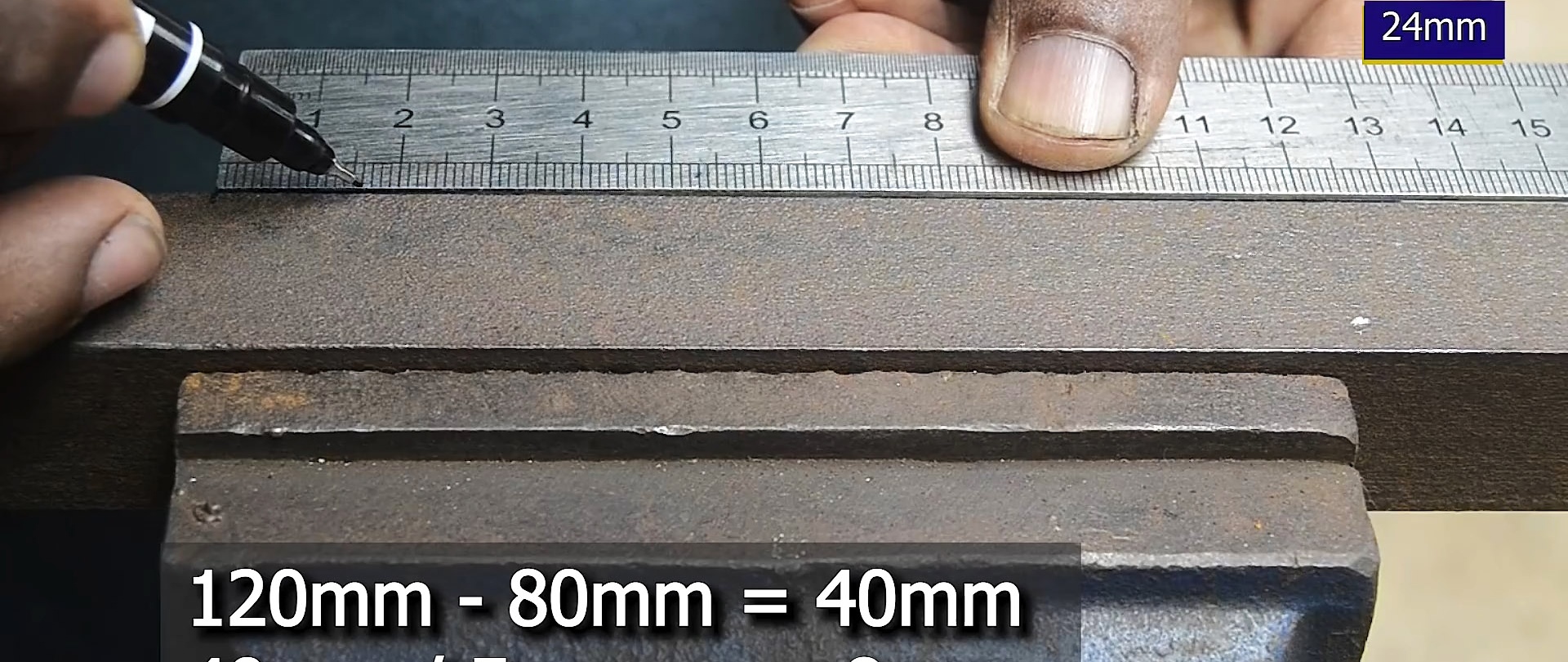
Artık etiketler hesaplanıyor. Bunu yapmak için, kesimden sonra elde edilen 80 mm, orijinal çevre olan 120 mm'den çıkarılır. Son fark 5'e bölünür. Bu özel durumda 40/5 = 8 mm. Bu etiket ayarlama adımıdır.
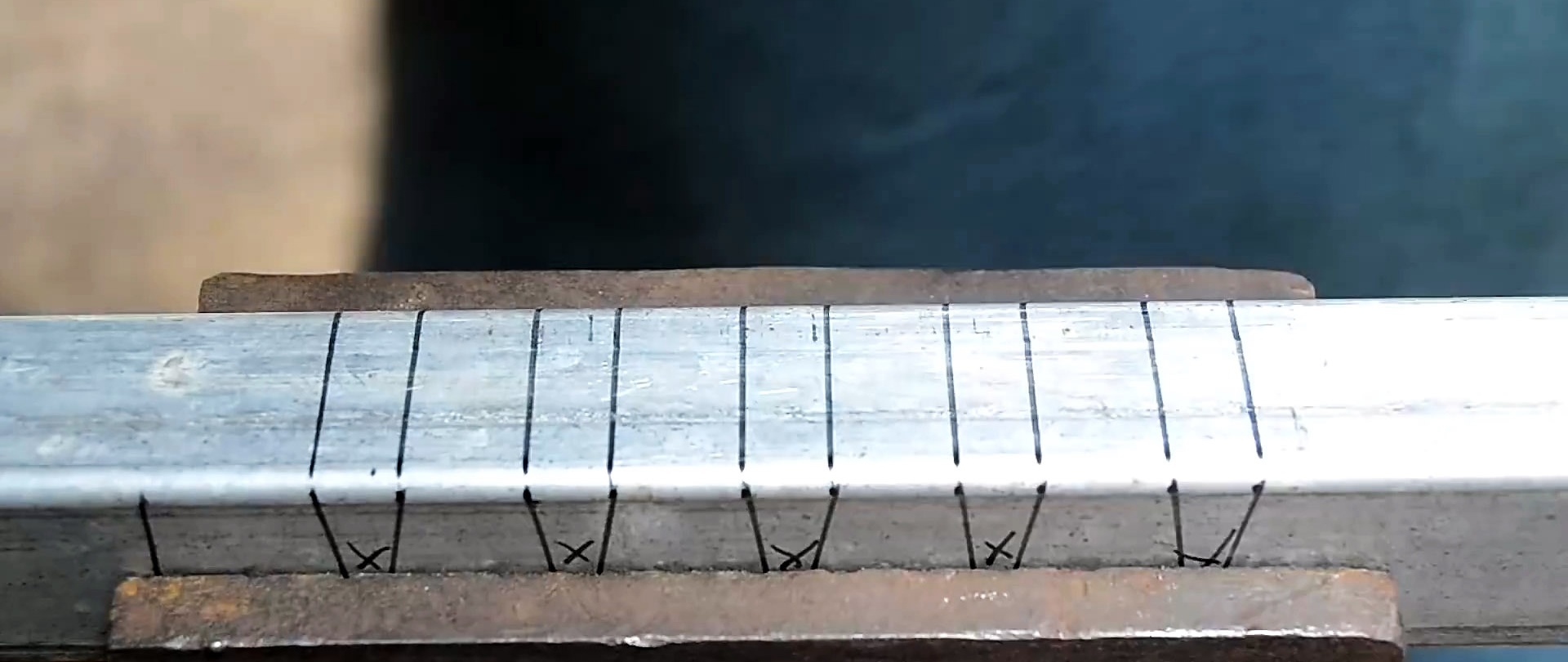
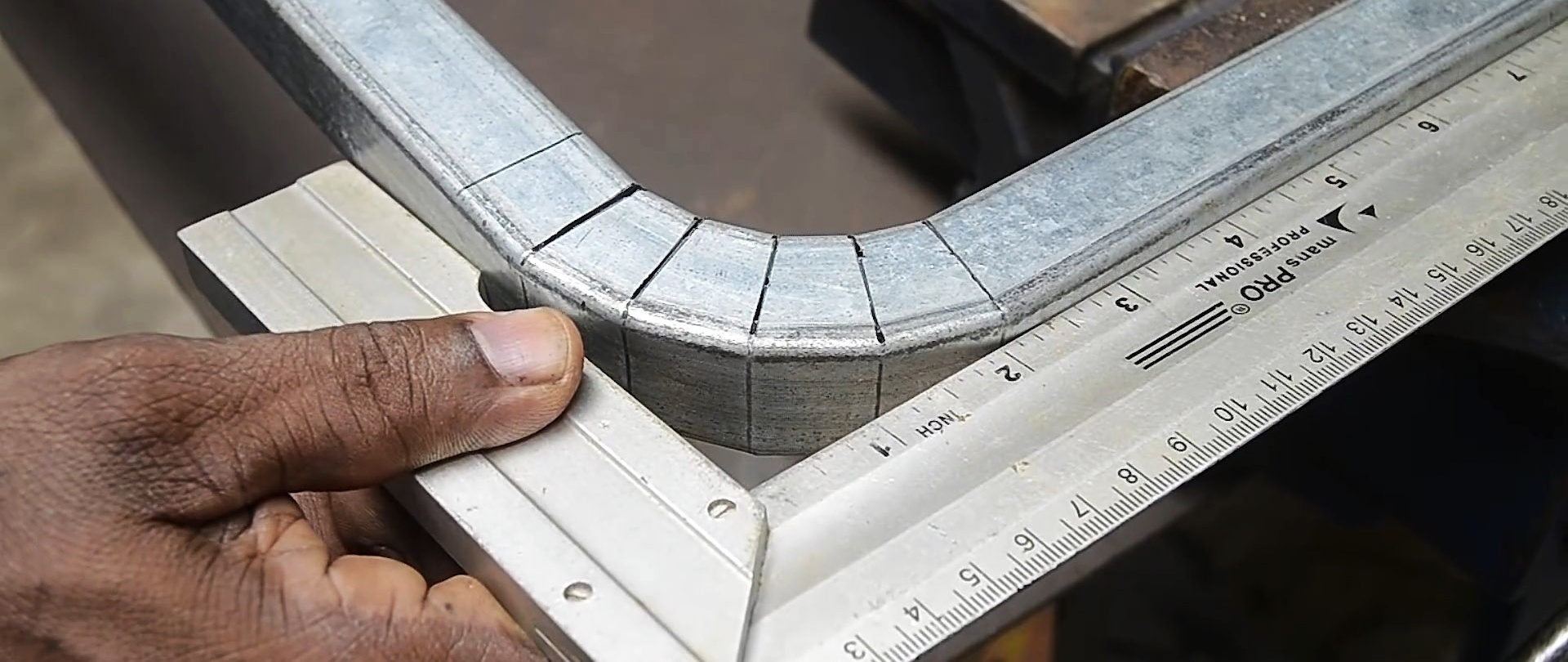
Köşenin gelecekteki virajının iç kısmına, hesaplanan adımdan başlayarak 10 işaret koymanız gerekir. Başlangıçta sıfır yapılır. Bu örnekteki geri kalan kısımlar 16, 24, 36, 44, 56, 64, 76, 84, 96, 104 mm mesafede girintilidir. Basit. Sıfır işaretinden sonraki ilk işaret her zaman 2 adım girintilidir. Daha sonra 1 ve 1,5 adımı değiştirmeniz gerekir.
Virajın dışına 5 işaret koymanız gerekiyor. Hesaplanan dairelerin uzunluğundaki farkın yarısına eşit bir orijinden itibaren bir girinti ile yapılırlar. Bu örnekte 40 mm idi yani aralık 20 mm olacaktır.

İçteki 5 işaretten diğer tarafa en yakın yan noktalara 2 çizgi çizmeniz gerekiyor. Daha sonra ortaya çıkan takozlar kesilir.

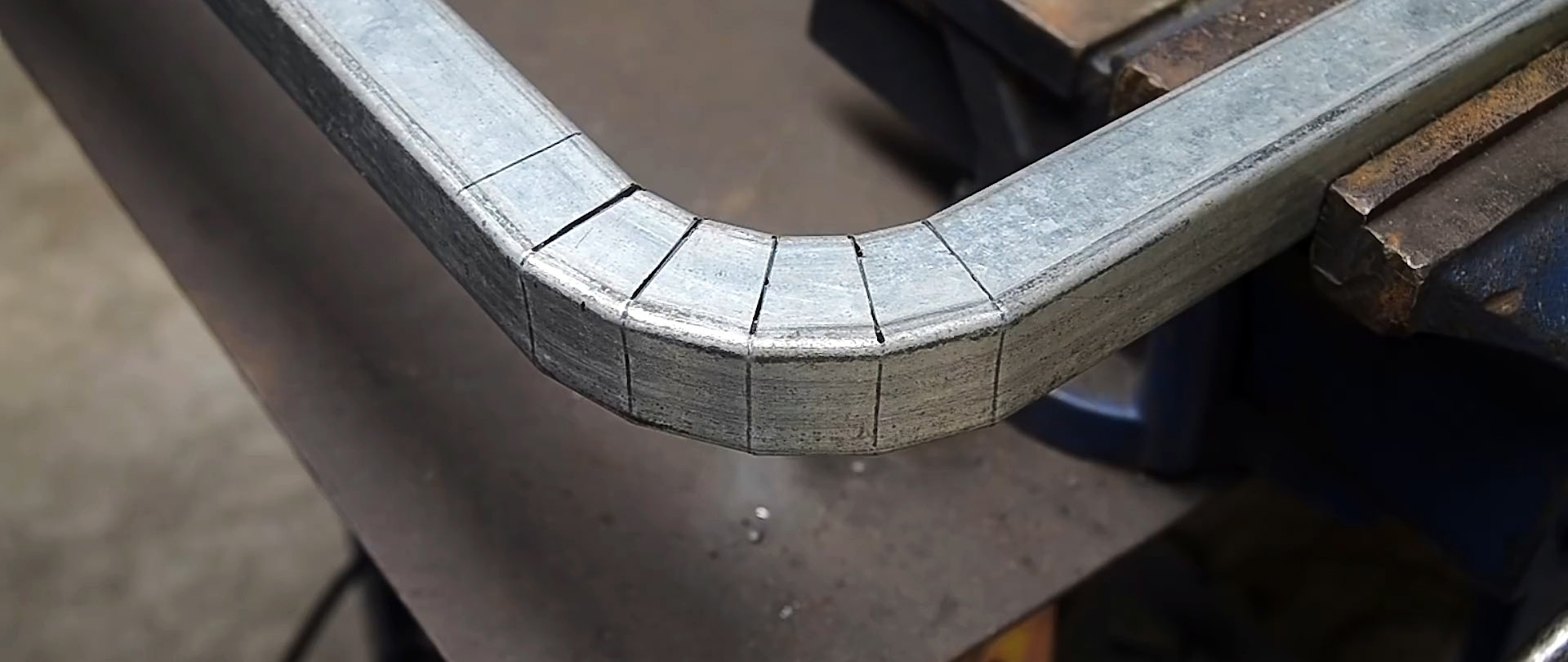
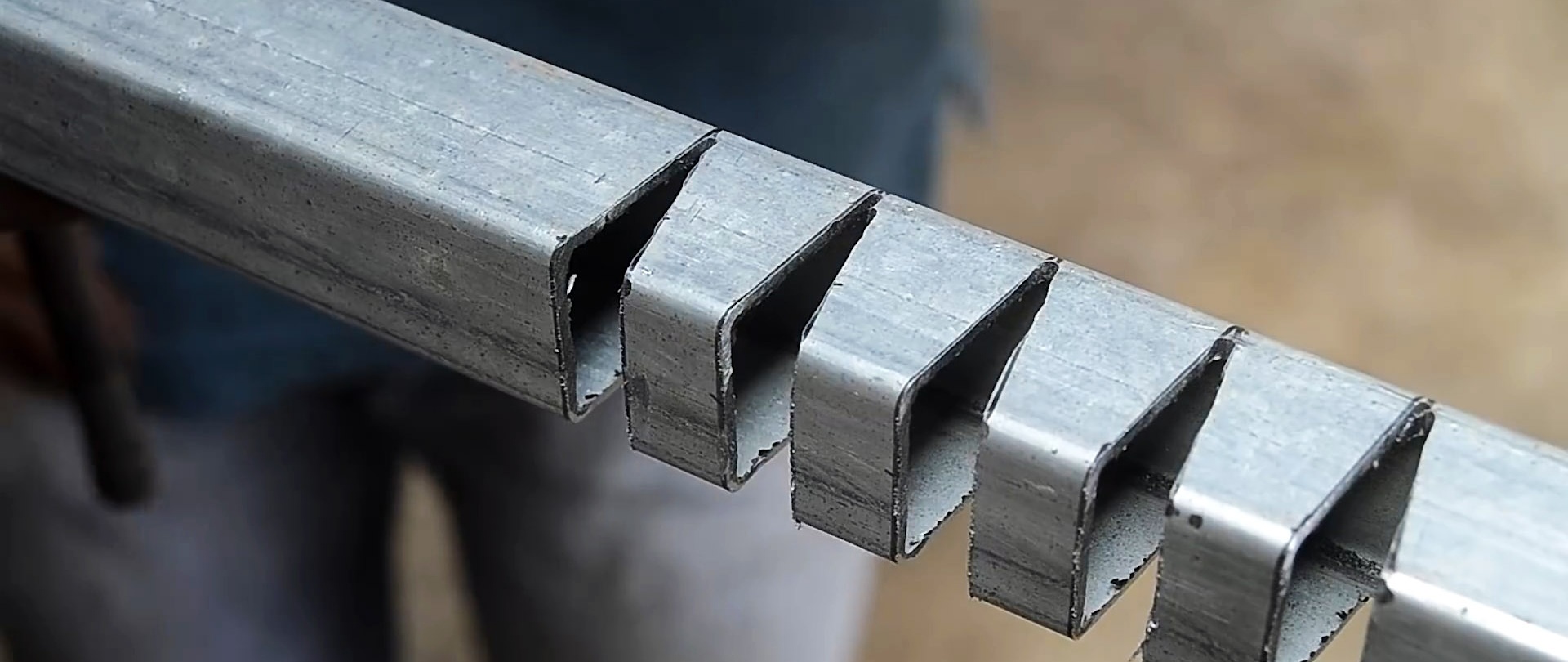
Bundan sonra köşe, kesikler buluşana kadar bükülür. Sonuç 90 derecelik bir açı olacaktır.

Geriye kalan tek şey boşlukları kaynaklamak ve dikişleri zımparalamak.



Profil borusunu da aynı şekilde bükebilirsiniz. Tek fark, kesim için takozların karşı duvara çizilmesinin gerekli olmasıdır.

Büküldükten sonra boşluklar da kaynak yapılır ve taşlanır. Bu hesaplamaları hatırladıktan sonra, köşeleri ve profil borularını her genişlikte ideal olarak bükebileceksiniz.

Videoyu izle
Benzer ana sınıflar












