Hurda arabalardan boru eyerlerini kesmek için bir cihaz nasıl yapılır

Bazı kullanılmış otomobil parçaları boyutsal doğruluğunu neredeyse hiç kaybetmez. Bu faktörü, yuvarlak boruların kenarlarını kesmek ve daha sonra bunları çeşitli açılarda birleştirmek için kullanışlı bir araç yapmak için kullanırız.
Gerekecek
Malzemeler:- kullanılmış pistonlar ve amortisör;
- kullanılan köşe ve kanal;
- metal tabak;
- sprey boya;
- cıvatalar, somunlar, kelebek somunlar, rondelalar;
- çekirdek matkap;
- kelepçe;
- yuvarlak çelik boru.
AliExpress'te indirimli yüksek kaliteli matkaplar - http://alii.pub/5zwmxz
Aletler: sarkaçlı şerit testere, taşlama, freze, torna ve delme makinaları, kaynak, taşlama, kalıp, matkap, ölçme ve markalama takımları vb.Otomobil parçalarından alet yapma süreci
Piston pimleri için amortisör çubuğunun çapına yakın delik çaplarına sahip iki eski piston seçiyoruz.

Çelik köşe raflarından iki özdeş şerit kesip her tarafını 65x250 mm ölçülerinde frezeliyoruz.

Amortisör gövdesini üst kısımdan kesip piston çubuğunu çekip çıkarıyoruz, silerek kurutuyoruz ve çapı 22 mm olacak şekilde ölçüyoruz.

Daha sonra kullanmak üzere seçtiğimiz 20,32 mm ve 22,08 mm'ye eşit olan pistonlardaki parmak deliklerinin çaplarını ölçüyoruz.

İpliği çubuktan çıkarıyoruz ve istenilen boyutta yenisini kesiyoruz, bir tarafını belirli bir uzunlukta daha küçük bir çapa kadar taşlıyoruz.

Açılı raflardan elde edilen her iki plakayı da bir kenarından yuvarlayıp taşlıyoruz.

Yuvarlamanın tabanında deliğin ortasında delik açıyoruz.

Seçilen pistonun alt kısmına piston deliklerinin eksenine dik bir çap çiziyoruz. Uçlardan ve açılan deliklerden çapı 20,27 mm olarak ölçüyoruz.

Bir plaka üzerine, aralarındaki mesafe 20,27 mm olacak şekilde uzun kenarlara paralel çizgiler çiziyoruz.
Plakanın kenarından eşit mesafe geri adım atarak, her seferinde bir delik, ardından ilkinden belirli bir mesafede iki delik daha açarak çizgileri deliyoruz.
Bir freze makinesinde, bu delikler arasında, deliklerin çapına eşit genişlikte uzunlamasına yönde yuvalar açıyoruz.


Kanaldan bir parça kesip, sırtı uzunlamasına yarıksız bir plaka üzerine yerleştiriyoruz ve pistonu yerleştirdiğimiz delikleri hizalayarak plakayı yarıklarla yerleştiriyoruz.
Amortisör çubuğunu pistonun içine sokup bir ucunu keskinleştiriyoruz. Pistonu plakanın üzerinde tutarak, kanal ayaklarında yatay çizgiler görünene kadar dikey eksen etrafında döndürün.
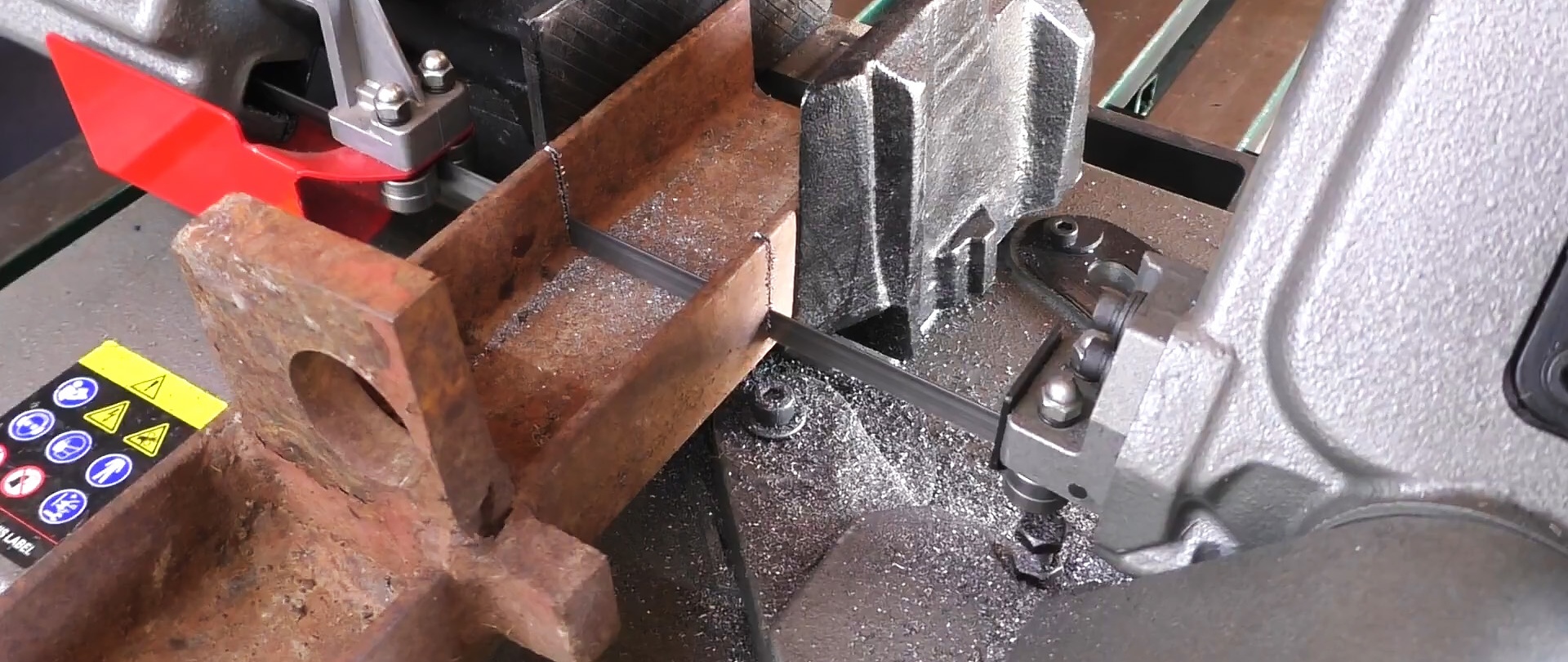
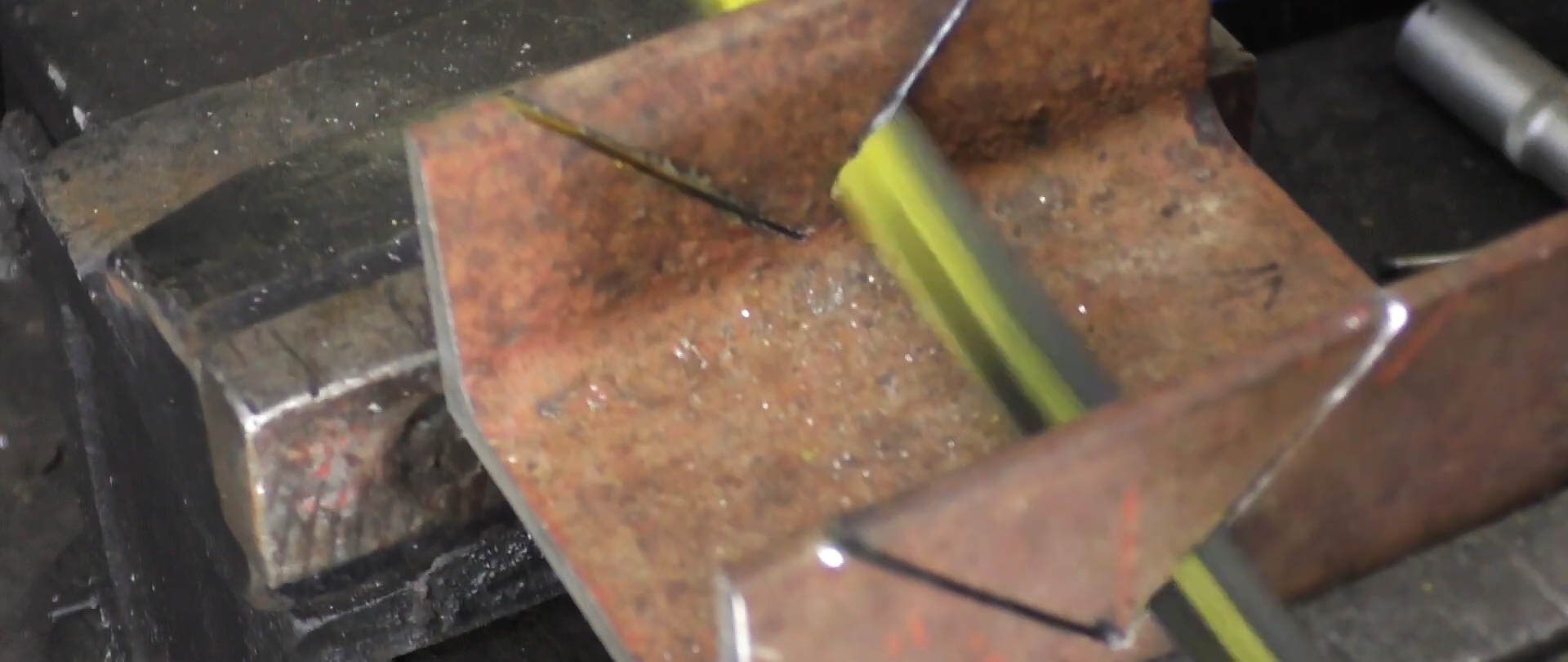
Bu çizgilere dayanarak kanal ayaklarında tüm yüksekliğine 90 derecelik açıyla çentikler kesiyoruz. Kenarları ve köşeleri yuvarlamak ve pası çıkarmak için bir öğütücü kullanın.
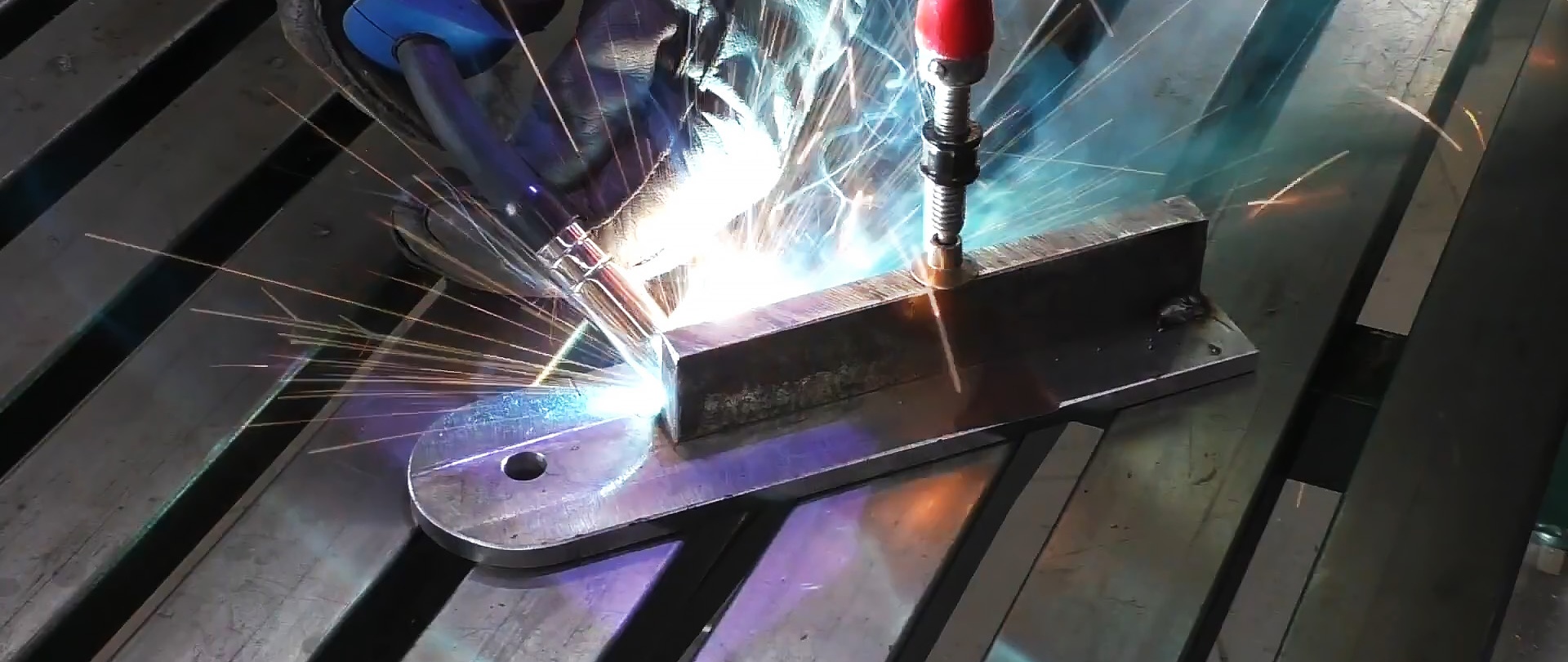
Çelik bir şeridi, düz uçtan hafifçe geri çekilerek, yarıksız plakaya uzunlamasına "kenardan" kaynaklıyoruz.Plakanın diğer tarafında, bacaklarda girintili, ancak düz tarafa kaydırılmış dikey bir kanala kaynak yapıyoruz. Kaynaklı montajı ve plakayı yuvalarla boyarız.
İki özdeş cıvatayı, kafaları üçüncü bir cıvata ile birbirine paralel olacak ve aynı yöne yönlendirilecek şekilde kaynaklayarak bağlarız. Rondelalı cıvataları içeriden pistondaki deliklere yerleştiriyoruz.
Pistonun altından çıkan cıvataların çubuklarına yuvalı bir plaka yerleştirip kelebek somun ve rondelalarla sabitliyoruz.
Amortisör çubuğunu pistonun deliklerine yerleştiriyoruz ve karot matkabını dişlerin üzerine vidalayıp sıkıyoruz.
Plakaları deliklerden cıvata, rondela ve somunlarla bağlarız. Prensip olarak cihazımız kullanıma hazırdır.

Cihazı bir mengeneye sabitliyoruz. Üst plakayı alt plakaya göre gerekli açıda döndürüyoruz ve bağlantı cıvatasını anahtarlarla sıkıyoruz.

Yuvarlak boruyu kanalın oluklarına bir kelepçe ile sabitliyoruz. Matkabı bir amortisör ve aynasına kelepçelenmiş bir karot matkabı ile açıyoruz. Matkabı ileri doğru besliyoruz ve matkap borunun kenarını oluşturuyor.

Plakaların birbirine göre konumunu değiştirerek boruların kenarlarını istenilen açıda bağlantıya hazırlayabiliriz.


Videoyu izle
Benzer ana sınıflar












