Cách làm máy uốn kim loại mini
Sở hữu một chiếc máy uốn trong xưởng tại nhà của bạn sẽ khá hữu ích. Nó có thể được sử dụng để uốn các tấm thiếc và nhôm mỏng cho nhiều nhu cầu khác nhau.

Vì chúng ta sẽ làm việc với vật liệu mỏng nên lực uốn sẽ không quá lớn. Có tính đến các yếu tố này, chúng tôi chọn vật liệu:

Để thực hiện tất cả các thao tác, bạn sẽ cần một máy khoan có đường kính 3,5 và 6,5 mm, cưa vòng, thiết bị hàn, phó và kẹp.
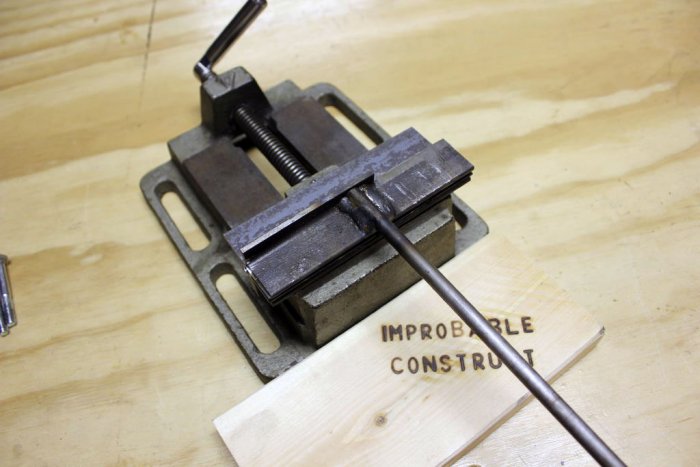
Chúng tôi cắt góc 25x25 mm bằng cưa vòng thành năm phần: ba phần dài 125 mm và hai phần dài 62,5 mm. Chúng tôi cũng cắt một đoạn dài 250 mm từ một thanh thép có đường kính 8 mm để làm tay cầm.

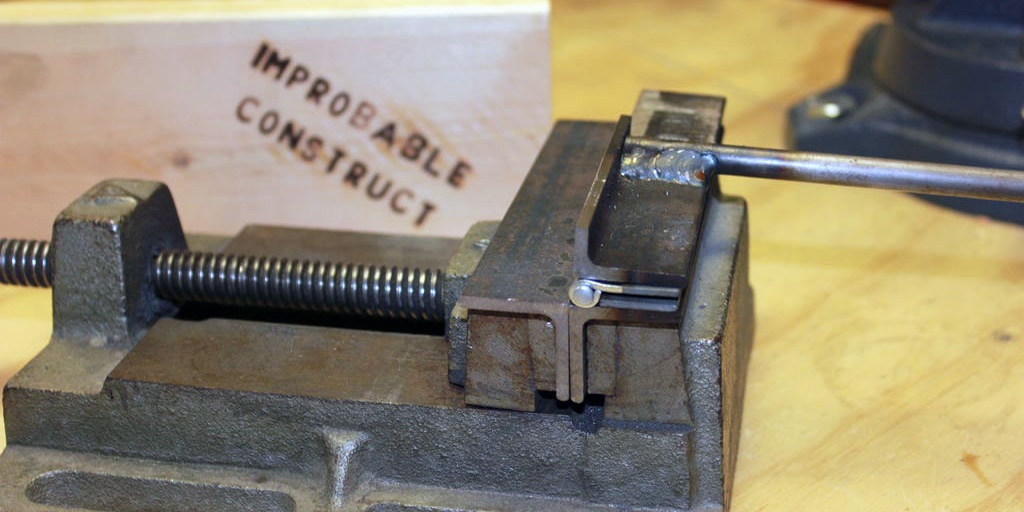
Chúng tôi gấp hai góc thép 125 mm với kệ của chúng xuống và kẹp chúng vào một cái kẹp. Chúng tôi đặt cái thứ ba lên một trong hai cái, kẹp vào một cái kẹp sao cho mặt ngoài của kệ thẳng đứng trùng với đường nối của hai góc dưới và chúng tôi nén chúng bằng kẹp.

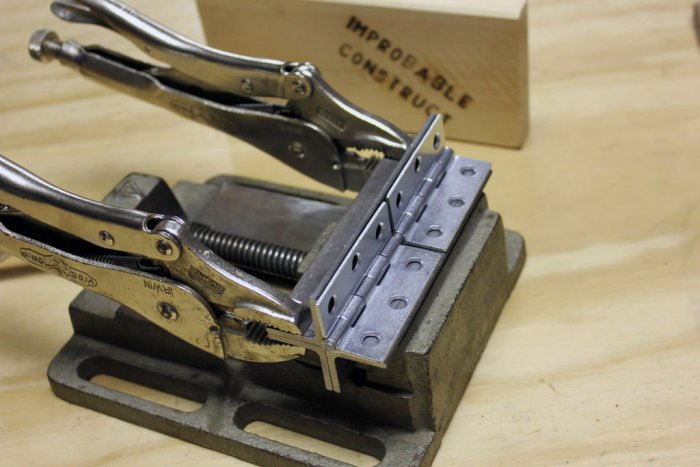
Chúng tôi đặt các vòng bản lề ở góc trong được tạo thành bởi ba yếu tố. Chúng tôi ấn chặt chúng vào kệ và hàn chúng vào kim loại thông qua các lỗ cho ốc vít. Chúng tôi đảm bảo rằng bản lề có thể gập và mở ra một cách tự do.

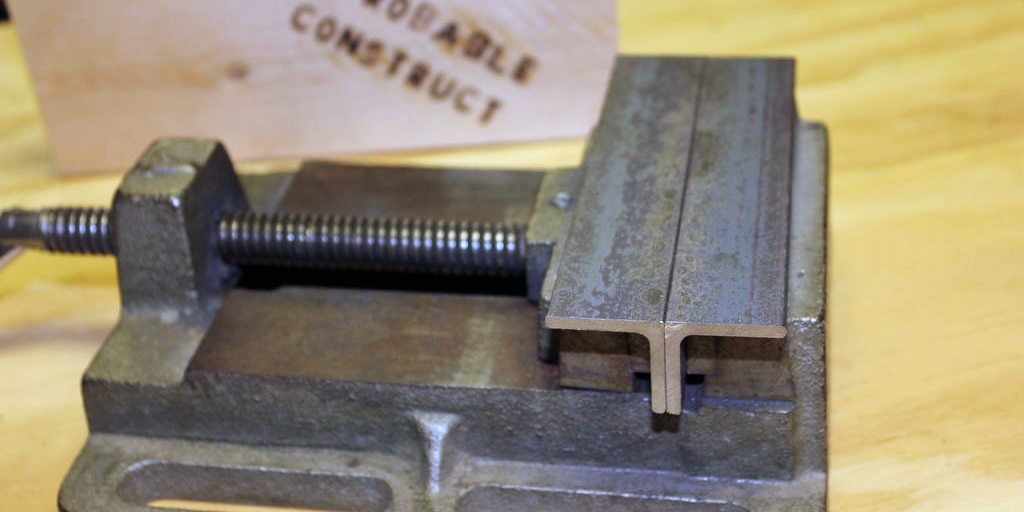
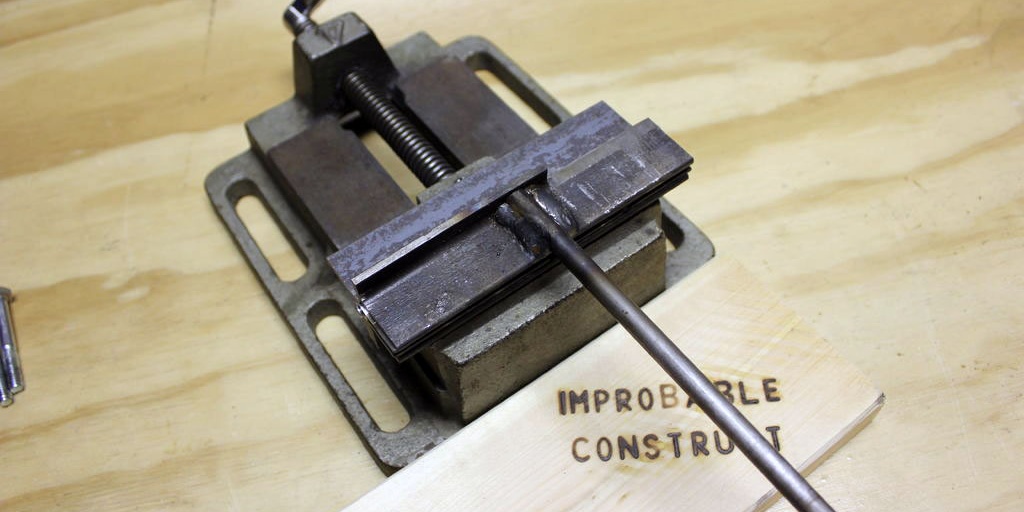
Chúng tôi gấp bản lề lại và đặt ngang một thanh thép ở giữa vào kệ dọc và hàn nó vào kệ ngang từ bên ngoài.


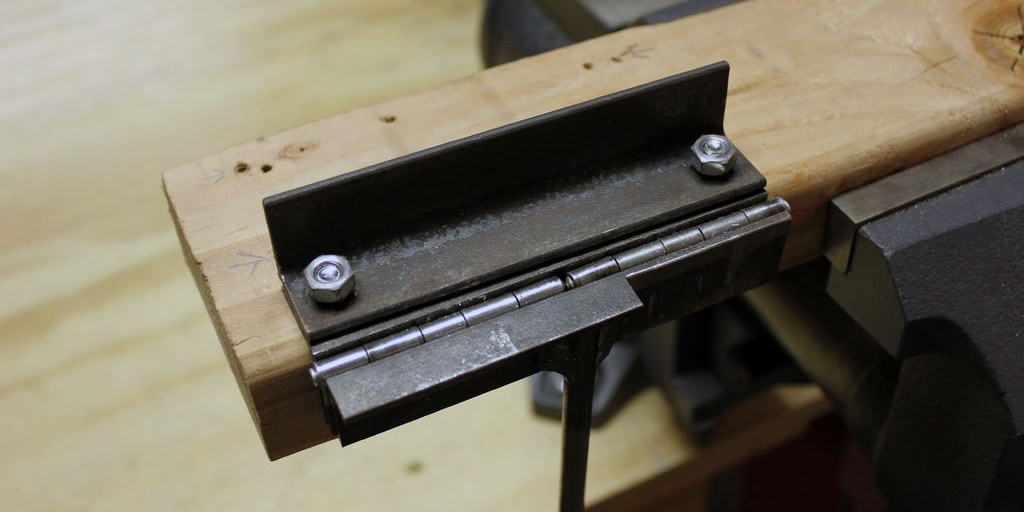
Trên kệ góc không có tay cầm, khoan ở giữa, cách hai đầu 12 mm, một lỗ có đường kính 6,5 mm. Chúng tôi đặt phần tử này trên góc dọc của dầm gỗ gần một đầu hơn sao cho giá có các lỗ ở trên cùng. Sử dụng góc này làm mẫu, chúng tôi khoan hai lỗ xuyên qua trên dầm, được kẹp ở đầu kia bằng một cái kẹp.

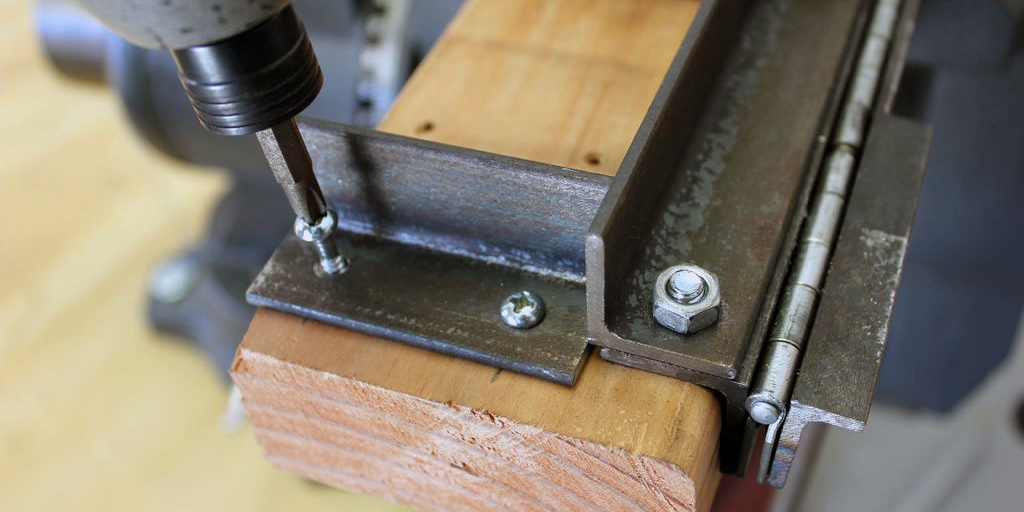
Ở góc thứ ba, sử dụng cùng một mũi khoan, chúng ta cũng tạo hai lỗ ở cùng khoảng cách với nhau như ở góc thứ hai. Nó sẽ được gắn vào nó sao cho góc của nó hướng ra khỏi bản lề. Nhưng chúng ta dịch chuyển tâm của các lỗ ở góc thứ ba sang mép của kệ ngang theo độ dày của vật liệu uốn.


Trong trường hợp của chúng tôi, giá trị dịch chuyển phải là 1,6 mm.
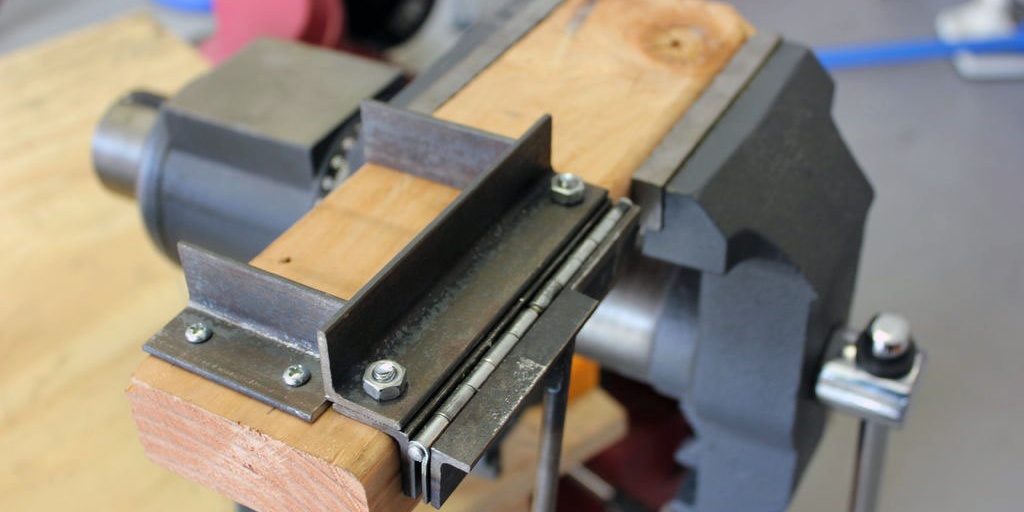
Ở hai khoảng trống góc ngắn, chúng tôi khoan các lỗ có đường kính 3,5 mm ở các cạnh và vặn chúng vào dầm gỗ sao cho chúng tựa vào góc lớn cố định theo chiều dọc và tạo góc 90 độ với nó.



Máy của chúng tôi đã sẵn sàng để làm việc.
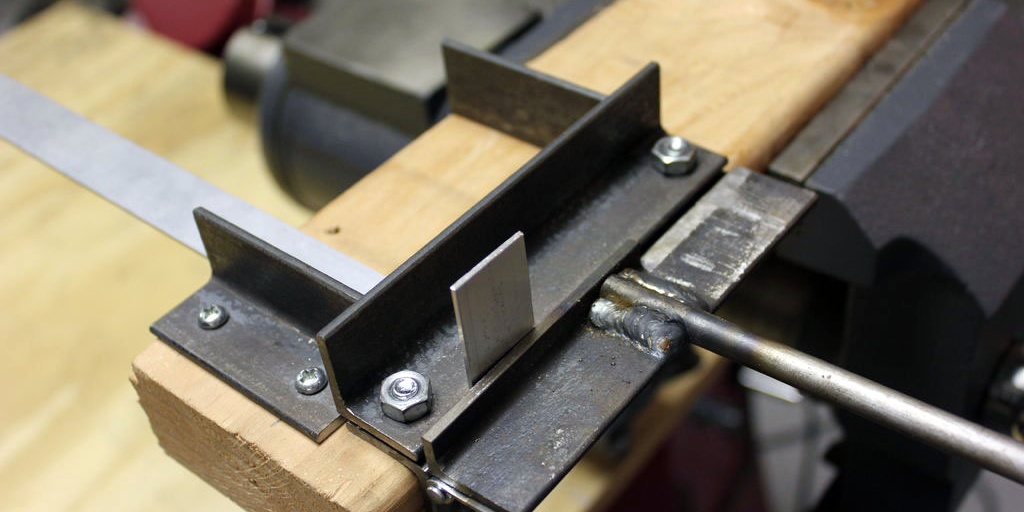
Chúng tôi nới lỏng các đai ốc cố định các góc và chèn một dải kim loại vào khoảng trống hình thành giữa chúng, dải này cần được uốn cong. Để uốn cong đều, ấn dải vào góc dẫn hướng.

Sau đó, siết chặt các đai ốc, tránh vặn quá chặt đai ốc ở xa và làm lệch góc kẹp. Khoảng cách giữa các góc phải giống nhau dọc theo toàn bộ chiều dài của chúng.
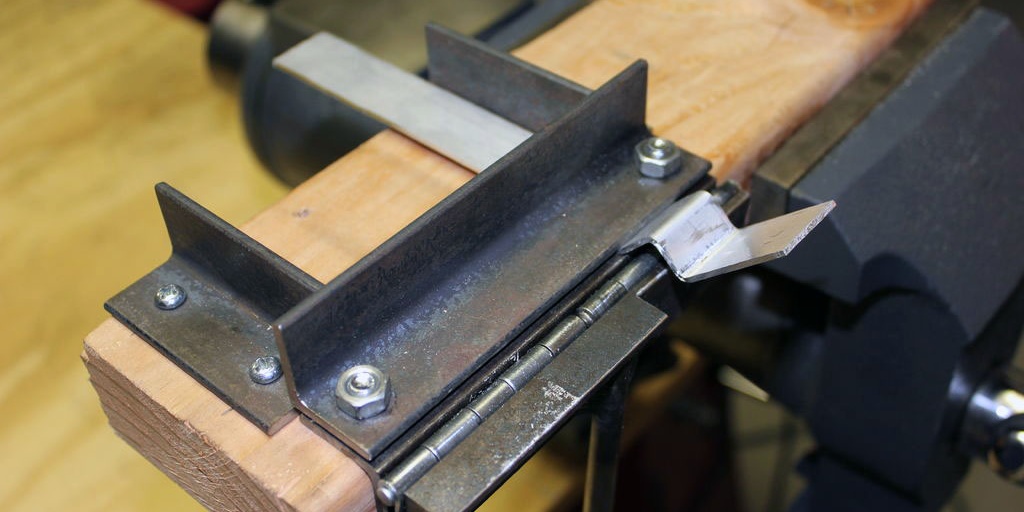
Chúng tôi nâng tay cầm vẫn đang treo thẳng đứng hướng xuống dưới lên vị trí nằm ngang. Trong quá trình di chuyển nó từ vị trí thứ nhất sang vị trí thứ hai, kim loại sẽ uốn cong.

Nới lỏng các đai ốc và giải phóng vật liệu bị uốn cong. Sau đó, chúng tôi lấy nó ra khỏi máy nếu quá trình uốn hoàn tất hoặc chúng tôi di chuyển nó sang vị trí khác và tiếp tục các thao tác uốn.


Bài viết gốc bằng tiếng Anh
Sẽ cần
Vì chúng ta sẽ làm việc với vật liệu mỏng nên lực uốn sẽ không quá lớn. Có tính đến các yếu tố này, chúng tôi chọn vật liệu:
- góc 25×25 mm, dài 500 mm;
- thanh có đường kính 8 mm và chiều dài 250 mm;
- hai vòng treo 25×60 mm;
- hai bu lông 6×50 mm có đai ốc;
- bốn ốc vít;
- dầm gỗ 50×100×300 mm.

Để thực hiện tất cả các thao tác, bạn sẽ cần một máy khoan có đường kính 3,5 và 6,5 mm, cưa vòng, thiết bị hàn, phó và kẹp.
Quy trình sản xuất máy uốn mini
Chúng tôi cắt góc 25x25 mm bằng cưa vòng thành năm phần: ba phần dài 125 mm và hai phần dài 62,5 mm. Chúng tôi cũng cắt một đoạn dài 250 mm từ một thanh thép có đường kính 8 mm để làm tay cầm.

Chúng tôi gấp hai góc thép 125 mm với kệ của chúng xuống và kẹp chúng vào một cái kẹp. Chúng tôi đặt cái thứ ba lên một trong hai cái, kẹp vào một cái kẹp sao cho mặt ngoài của kệ thẳng đứng trùng với đường nối của hai góc dưới và chúng tôi nén chúng bằng kẹp.

Chúng tôi đặt các vòng bản lề ở góc trong được tạo thành bởi ba yếu tố. Chúng tôi ấn chặt chúng vào kệ và hàn chúng vào kim loại thông qua các lỗ cho ốc vít. Chúng tôi đảm bảo rằng bản lề có thể gập và mở ra một cách tự do.

Chúng tôi gấp bản lề lại và đặt ngang một thanh thép ở giữa vào kệ dọc và hàn nó vào kệ ngang từ bên ngoài.

Trên kệ góc không có tay cầm, khoan ở giữa, cách hai đầu 12 mm, một lỗ có đường kính 6,5 mm. Chúng tôi đặt phần tử này trên góc dọc của dầm gỗ gần một đầu hơn sao cho giá có các lỗ ở trên cùng. Sử dụng góc này làm mẫu, chúng tôi khoan hai lỗ xuyên qua trên dầm, được kẹp ở đầu kia bằng một cái kẹp.

Ở góc thứ ba, sử dụng cùng một mũi khoan, chúng ta cũng tạo hai lỗ ở cùng khoảng cách với nhau như ở góc thứ hai. Nó sẽ được gắn vào nó sao cho góc của nó hướng ra khỏi bản lề. Nhưng chúng ta dịch chuyển tâm của các lỗ ở góc thứ ba sang mép của kệ ngang theo độ dày của vật liệu uốn.

Trong trường hợp của chúng tôi, giá trị dịch chuyển phải là 1,6 mm.
Ở hai khoảng trống góc ngắn, chúng tôi khoan các lỗ có đường kính 3,5 mm ở các cạnh và vặn chúng vào dầm gỗ sao cho chúng tựa vào góc lớn cố định theo chiều dọc và tạo góc 90 độ với nó.


Máy của chúng tôi đã sẵn sàng để làm việc.
Kiểm tra máy
Chúng tôi nới lỏng các đai ốc cố định các góc và chèn một dải kim loại vào khoảng trống hình thành giữa chúng, dải này cần được uốn cong. Để uốn cong đều, ấn dải vào góc dẫn hướng.

Sau đó, siết chặt các đai ốc, tránh vặn quá chặt đai ốc ở xa và làm lệch góc kẹp. Khoảng cách giữa các góc phải giống nhau dọc theo toàn bộ chiều dài của chúng.
Chúng tôi nâng tay cầm vẫn đang treo thẳng đứng hướng xuống dưới lên vị trí nằm ngang. Trong quá trình di chuyển nó từ vị trí thứ nhất sang vị trí thứ hai, kim loại sẽ uốn cong.
Nới lỏng các đai ốc và giải phóng vật liệu bị uốn cong. Sau đó, chúng tôi lấy nó ra khỏi máy nếu quá trình uốn hoàn tất hoặc chúng tôi di chuyển nó sang vị trí khác và tiếp tục các thao tác uốn.

Bài viết gốc bằng tiếng Anh
Các lớp học tương tự






Đặc biệt thú vị






Bình luận (0)
