Cách chế tạo máy cắt từ máy mài góc và giảm xóc cũ
Máy này, trong khi duy trì hiệu suất cao của máy mài, mang lại tính linh hoạt, độ chính xác và an toàn cao hơn. Việc lắp ráp nó sẽ không đòi hỏi chi phí quá cao, máy móc đặc biệt hoặc trình độ cao.

Chúng tôi sẽ lắp ráp máy từ các vật liệu và linh kiện sau:
Sử dụng bàn chải sắt để loại bỏ bụi bẩn khỏi bộ giảm xóc cũ.

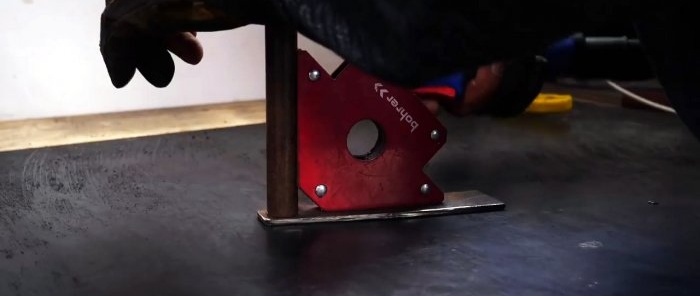
Ở hai đầu ống, cắt dọc theo chiều dài, dùng búa đập nhẹ vào miếng gỗ dán, lắp vòng bi và hàn vết cắt.



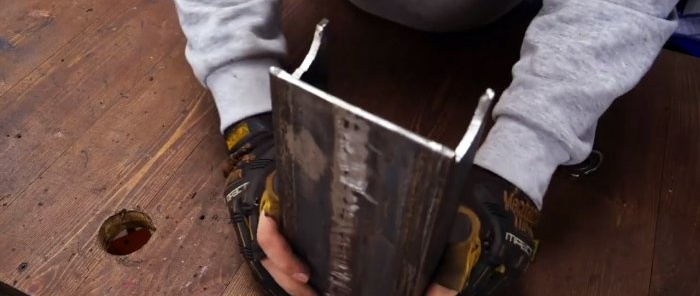
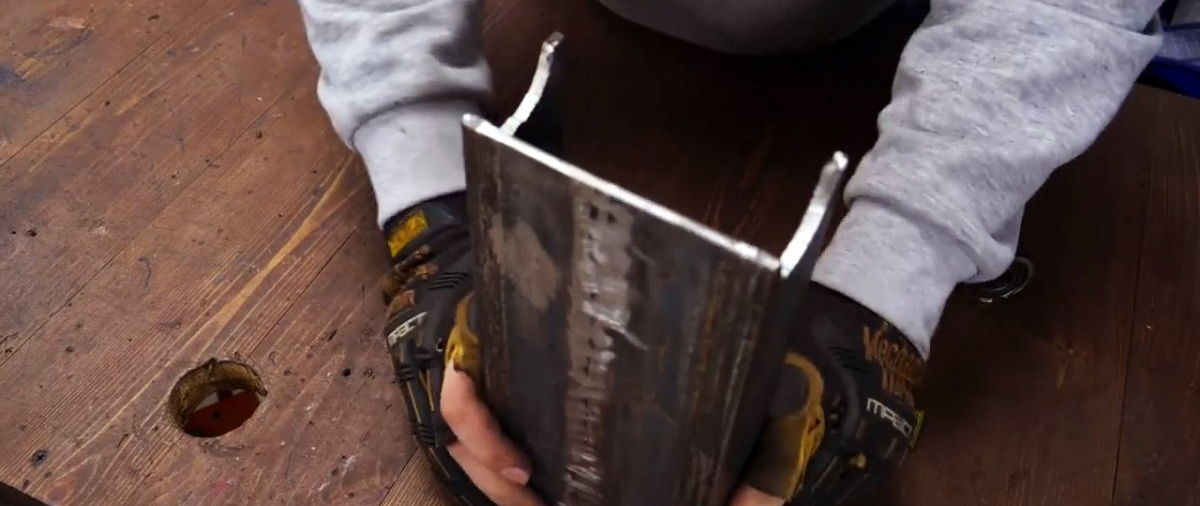
Chúng tôi hàn một kênh từ hai góc và từ một đầu, sử dụng một ống có vòng bi, chúng tôi áp dụng các hốc hình bán nguyệt và chọn chúng bằng máy mài. Chúng tôi đặt đường ống này vào hốc và hàn nó.

Chúng tôi hàn theo chiều dọc hai góc nhỏ hơn một kích thước vào đầu kia của “kênh” sao cho các kệ liền kề nằm ở trung tâm. Chúng tôi đặt một bộ giảm xóc ở mỗi góc và cố định chúng bằng cách hàn.



Chúng tôi kết nối hai góc có chiều dài và chiều cao bằng nhau sao cho hai kệ giao phối ở giữa và cố định chúng bằng cách hàn.

Chúng tôi kẹp chúng vào một cái kẹp và khoan một lỗ trên các kệ được ghép nối. Sử dụng bút đánh dấu, vẽ một đường viền hình vòm và cắt nó ra bằng máy mài. Chúng tôi loại bỏ các đinh hàn và tách các bộ phận kết quả.


Chúng tôi chèn một chốt có đai ốc hình cầu ở một đầu từ bên ngoài vào lỗ của mảnh góc có mặt bích được xẻ dọc theo hình vòng cung, đặt vòng đệm vào, đẩy nó qua các ổ trục trong đường ống, đặt một vòng đệm khác và đưa nó qua mảnh thứ hai của góc. Từ bên ngoài, vặn một đai ốc thông thường vào đinh tán. Chúng tôi hàn các mặt bích dưới của các góc dọc theo đường tiếp xúc.

Chúng tôi sơn các đầu của thanh giảm xóc, dán một đoạn ống hình vuông vào chúng và khoan lỗ theo vết sơn. Chúng tôi đặt ống vuông lên các thanh và vặn đai ốc lâu đài lên trên.


Chúng tôi lắp ráp khung từ các ống vuông bằng cách sử dụng các ô vuông đo lường và từ tính, máy ghi âm, máy mài và hàn.

Chúng tôi chà nhám các đường nối.
Để cố định giá đỡ từ các góc vào khung, ở một đầu, chúng tôi hàn một ống vuông ngang từ đầu đến cuối.

Sử dụng các lỗ lắp trên giá đỡ, chúng tôi đánh dấu các điểm để khoan lỗ trên thanh ngang. Chúng tôi cố định giá đỡ vào khung bằng bu lông và đai ốc bằng máy khắc. Chúng ta hàn một tấm thép hình chữ nhật có chiều rộng bằng chiều rộng của khung vào đầu kia của khung tính từ đầu đến cuối.


Chúng tôi tăng cường kết nối của bộ giảm xóc với đế bằng cách hàn các miếng lót. Chèn một bu lông có đai ốc vào một trong các lỗ trên ống vuông và hàn nó vào ống.
Chúng tôi cố định đế của bộ giảm xóc theo một khung góc trên khung bằng cách sử dụng chốt, vòng đệm, hình cầu và đai ốc đơn giản. Chúng tôi khoan một lỗ cho dây ở đế của bộ giảm xóc.

Chúng tôi hàn một giá đỡ có lỗ vào một bộ giảm xóc và khung. Chúng tôi sửa chữa thang máy gas đồ nội thất trong đó.


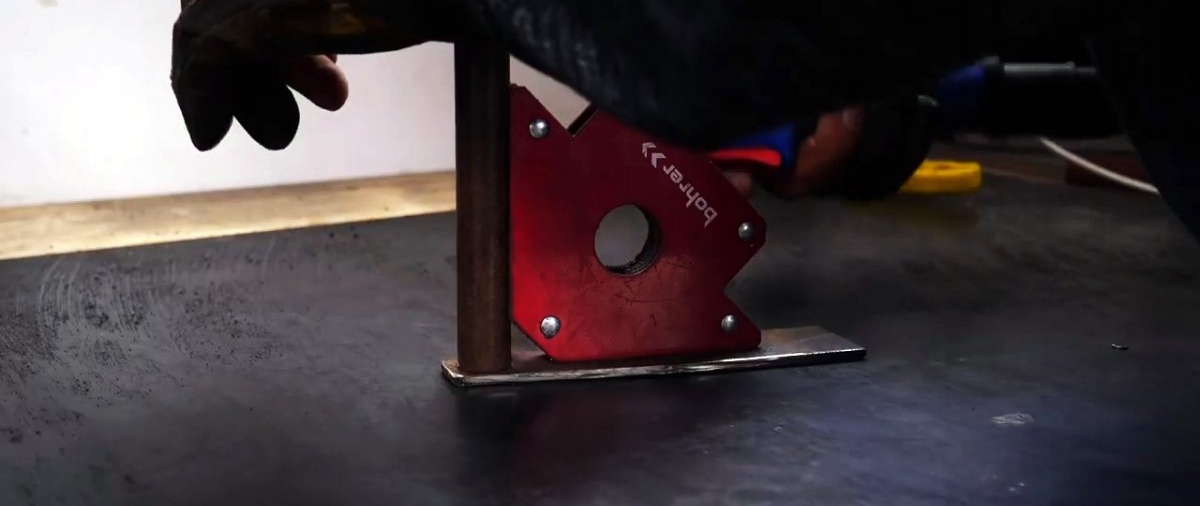
Từ một tấm thép, chúng tôi cắt ra một tấm có phần thu hẹp về một đầu, bắt đầu từ giữa. Chúng tôi hàn một ống vào đầu hẹp theo chiều dọc dọc theo góc từ tính. Chúng tôi gắn tấm với mặt rộng của nó bằng cách hàn vào đầu ống vuông, hướng ống vào trong.


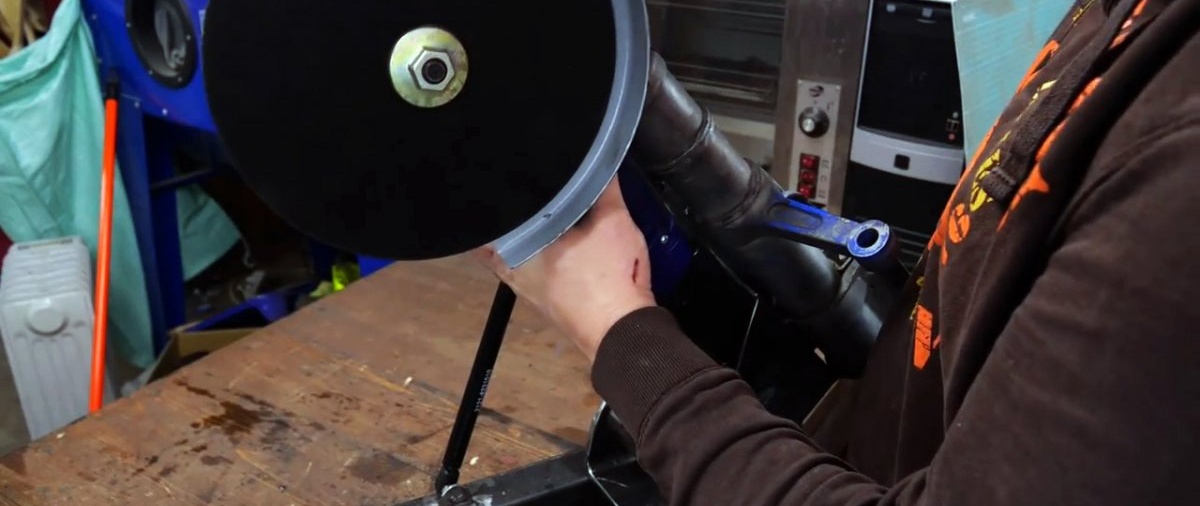
Chúng tôi lắp một giá đỡ được hàn từ các tấm thép có hình chữ P vào máy mài bằng bu lông... Sau khi đánh dấu, chúng tôi loại bỏ phần kim loại thừa và làm sạch các đường nối, khu vực cắt.

Chúng tôi buộc chặt máy mài góc bằng bu lông vào ống vuông.


Chúng tôi bật công cụ và tạo một khe trên tấm khung, chúng tôi cũng khoan các lỗ trên đó để cố định điểm dừng thẳng hoặc nghiêng, thay đổi vị trí của bu lông di chuyển.

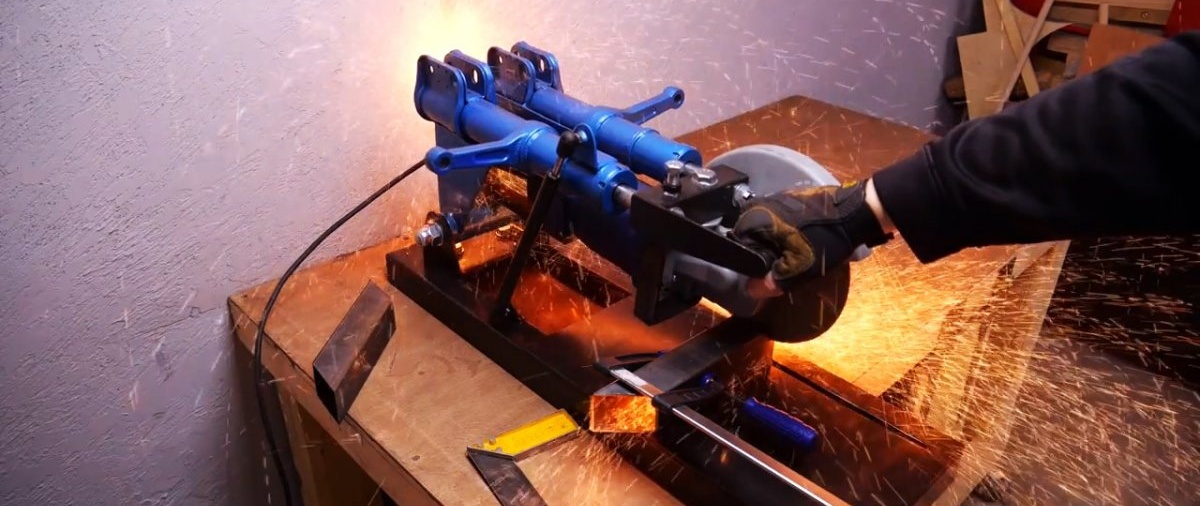
Giờ đây, bằng cách cố định phôi của bất kỳ cấu hình nào bằng kẹp vào điểm dừng, chúng tôi cắt chúng ở góc 90 hoặc 45 độ với độ chính xác cao.

Chúng tôi cũng cắt tấm kim loại một cách đồng đều một cách hoàn hảo bằng cách di chuyển đĩa mài. Các thanh giảm xóc đóng vai trò là thanh dẫn hướng và lực nâng khí sẽ đưa dụng cụ về vị trí ban đầu.



Sẽ cần
Chúng tôi sẽ lắp ráp máy từ các vật liệu và linh kiện sau:
- cặp giảm xóc cũ;
- hai vòng bi kín;
- ống thép;
- các góc bằng nhau;
- đinh tán, vòng đệm và đai ốc;
- hồ sơ ống vuông;
- tấm kim loại;
- thang máy gas đồ nội thất.
- Trong trường hợp này chúng ta sẽ cần:
Quy trình sản xuất máy cắt
Sử dụng bàn chải sắt để loại bỏ bụi bẩn khỏi bộ giảm xóc cũ.

Ở hai đầu ống, cắt dọc theo chiều dài, dùng búa đập nhẹ vào miếng gỗ dán, lắp vòng bi và hàn vết cắt.



Chúng tôi hàn một kênh từ hai góc và từ một đầu, sử dụng một ống có vòng bi, chúng tôi áp dụng các hốc hình bán nguyệt và chọn chúng bằng máy mài. Chúng tôi đặt đường ống này vào hốc và hàn nó.

Chúng tôi hàn theo chiều dọc hai góc nhỏ hơn một kích thước vào đầu kia của “kênh” sao cho các kệ liền kề nằm ở trung tâm. Chúng tôi đặt một bộ giảm xóc ở mỗi góc và cố định chúng bằng cách hàn.


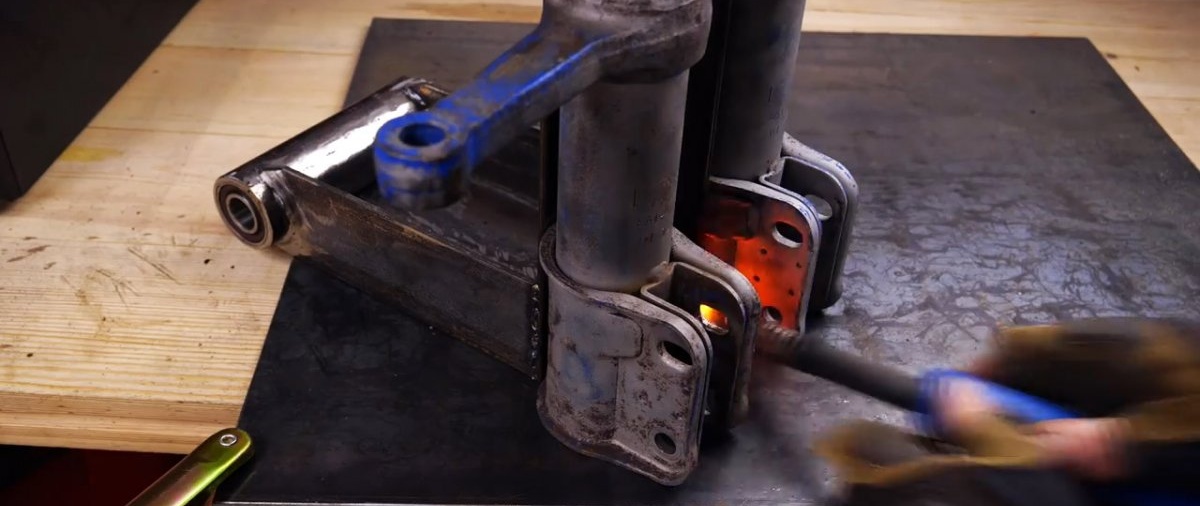
Chúng tôi kết nối hai góc có chiều dài và chiều cao bằng nhau sao cho hai kệ giao phối ở giữa và cố định chúng bằng cách hàn.

Chúng tôi kẹp chúng vào một cái kẹp và khoan một lỗ trên các kệ được ghép nối. Sử dụng bút đánh dấu, vẽ một đường viền hình vòm và cắt nó ra bằng máy mài. Chúng tôi loại bỏ các đinh hàn và tách các bộ phận kết quả.


Chúng tôi chèn một chốt có đai ốc hình cầu ở một đầu từ bên ngoài vào lỗ của mảnh góc có mặt bích được xẻ dọc theo hình vòng cung, đặt vòng đệm vào, đẩy nó qua các ổ trục trong đường ống, đặt một vòng đệm khác và đưa nó qua mảnh thứ hai của góc. Từ bên ngoài, vặn một đai ốc thông thường vào đinh tán. Chúng tôi hàn các mặt bích dưới của các góc dọc theo đường tiếp xúc.

Chúng tôi sơn các đầu của thanh giảm xóc, dán một đoạn ống hình vuông vào chúng và khoan lỗ theo vết sơn. Chúng tôi đặt ống vuông lên các thanh và vặn đai ốc lâu đài lên trên.


Chúng tôi lắp ráp khung từ các ống vuông bằng cách sử dụng các ô vuông đo lường và từ tính, máy ghi âm, máy mài và hàn.

Chúng tôi chà nhám các đường nối.
Để cố định giá đỡ từ các góc vào khung, ở một đầu, chúng tôi hàn một ống vuông ngang từ đầu đến cuối.

Sử dụng các lỗ lắp trên giá đỡ, chúng tôi đánh dấu các điểm để khoan lỗ trên thanh ngang. Chúng tôi cố định giá đỡ vào khung bằng bu lông và đai ốc bằng máy khắc. Chúng ta hàn một tấm thép hình chữ nhật có chiều rộng bằng chiều rộng của khung vào đầu kia của khung tính từ đầu đến cuối.


Chúng tôi tăng cường kết nối của bộ giảm xóc với đế bằng cách hàn các miếng lót. Chèn một bu lông có đai ốc vào một trong các lỗ trên ống vuông và hàn nó vào ống.
Chúng tôi cố định đế của bộ giảm xóc theo một khung góc trên khung bằng cách sử dụng chốt, vòng đệm, hình cầu và đai ốc đơn giản. Chúng tôi khoan một lỗ cho dây ở đế của bộ giảm xóc.

Chúng tôi hàn một giá đỡ có lỗ vào một bộ giảm xóc và khung. Chúng tôi sửa chữa thang máy gas đồ nội thất trong đó.


Từ một tấm thép, chúng tôi cắt ra một tấm có phần thu hẹp về một đầu, bắt đầu từ giữa. Chúng tôi hàn một ống vào đầu hẹp theo chiều dọc dọc theo góc từ tính. Chúng tôi gắn tấm với mặt rộng của nó bằng cách hàn vào đầu ống vuông, hướng ống vào trong.


Chúng tôi lắp một giá đỡ được hàn từ các tấm thép có hình chữ P vào máy mài bằng bu lông... Sau khi đánh dấu, chúng tôi loại bỏ phần kim loại thừa và làm sạch các đường nối, khu vực cắt.

Chúng tôi buộc chặt máy mài góc bằng bu lông vào ống vuông.

Chúng tôi bật công cụ và tạo một khe trên tấm khung, chúng tôi cũng khoan các lỗ trên đó để cố định điểm dừng thẳng hoặc nghiêng, thay đổi vị trí của bu lông di chuyển.

Giờ đây, bằng cách cố định phôi của bất kỳ cấu hình nào bằng kẹp vào điểm dừng, chúng tôi cắt chúng ở góc 90 hoặc 45 độ với độ chính xác cao.

Chúng tôi cũng cắt tấm kim loại một cách đồng đều một cách hoàn hảo bằng cách di chuyển đĩa mài. Các thanh giảm xóc đóng vai trò là thanh dẫn hướng và lực nâng khí sẽ đưa dụng cụ về vị trí ban đầu.

Xem video
Các lớp học tương tự

Cách làm một cái phó đáng tin cậy từ kim loại còn sót lại

Cách uốn ống định hình một cách trơn tru mà không cần máy uốn ống và gia nhiệt

Cách tạo sự nổi bật tuyệt vời từ máy bơm ô tô cũ

Cách tăng chức năng của máy mài góc bằng thiết bị rời

Cách làm máy ép thủy lực từ kích chai

Máy uốn ống tự làm - đơn giản và gần như miễn phí
Đặc biệt thú vị






Bình luận (0)
