Cách chế tạo máy khoan từ giảm xóc cũ không thua gì máy xuất xưởng
Luôn có một công việc cho một chiếc máy khoan trong xưởng gia đình, nhưng nó có giá từ 20.000 rúp. Với một số kỹ năng và sự kiên trì, bạn có thể tự lắp ráp nó và nó sẽ không thua kém gì hàng xuất xưởng.

Sẽ cần
- Hai giảm xóc cũ;
- khoan có tay cầm điện;
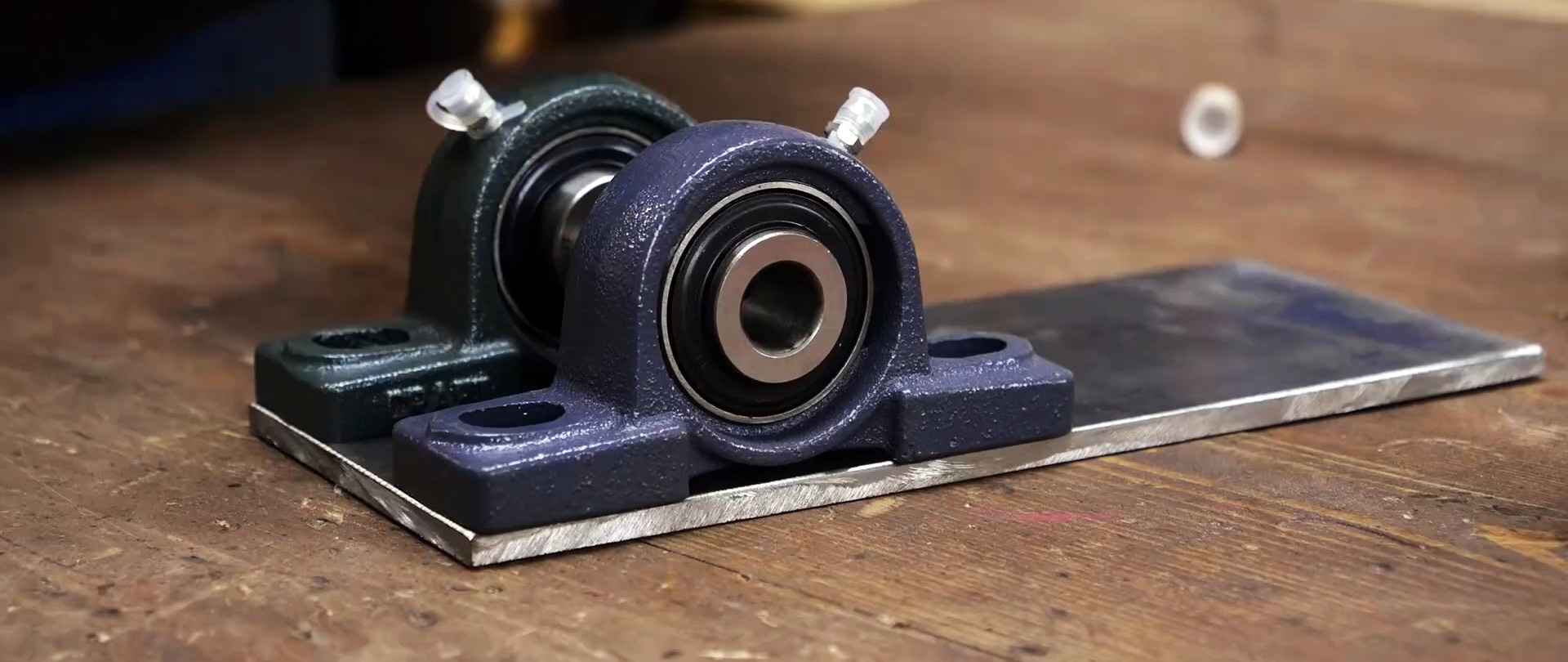
- hai vỏ ổ trục có ổ trục;
- xích con lăn và bánh xích;
- hồ sơ ống hình chữ nhật;
- tay cầm nạp trục chính và quả bóng nhựa;
- thép tấm, tấm và thép góc;
- đinh tán, bu lông, vòng đệm và đai ốc;
- mùa xuân mở rộng, vv
Quy trình chế tạo máy khoan từ giảm xóc
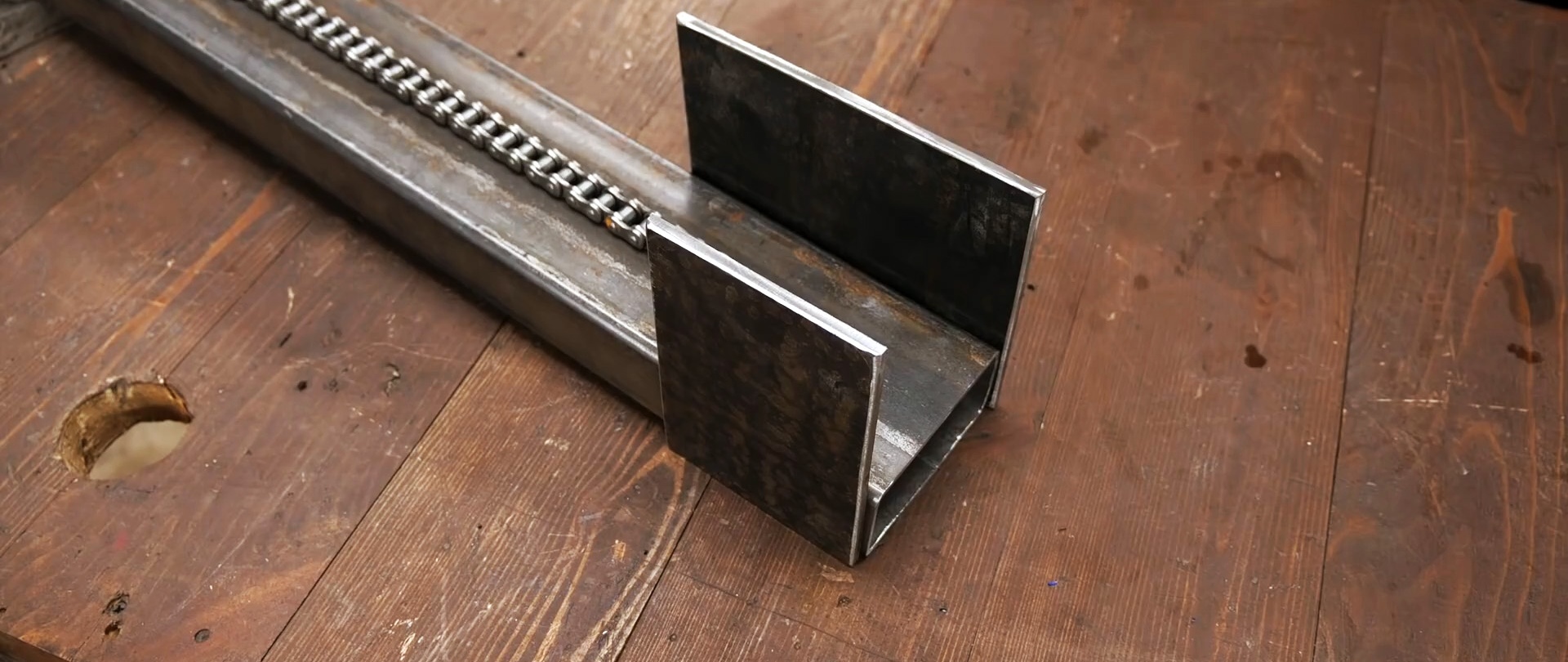
Theo các dấu hiệu, chúng tôi hàn một đoạn xích con lăn vào mặt rộng của ống định hình.


Sử dụng vỏ ổ trục, chúng tôi đánh dấu và khoan các lỗ trên tấm thép để gắn chặt chúng bằng phần cứng.

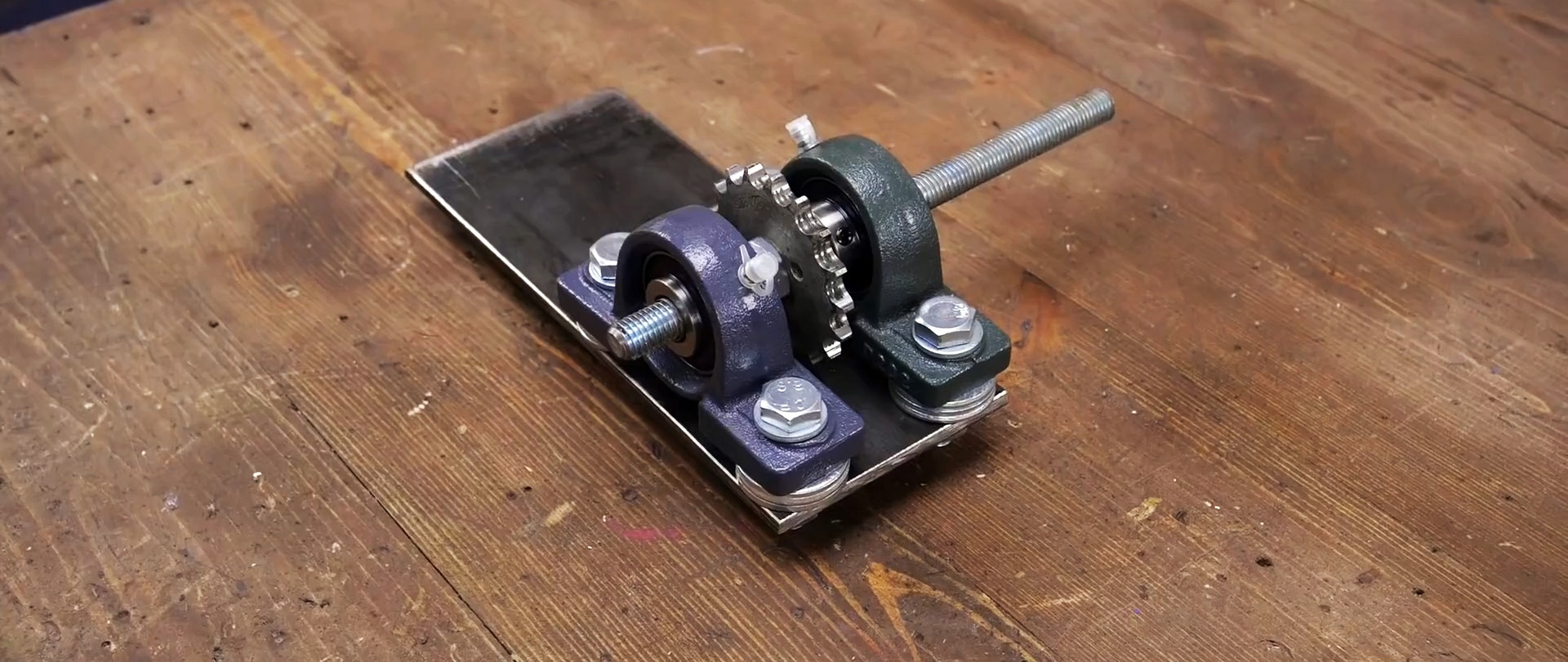
Chúng tôi vặn một đai ốc vào chốt được lắp qua ổ trục, đặt bánh xích vào và cố định nó bằng đai ốc thứ hai.
Chúng tôi đánh dấu một tấm khác để lắp đặt và hàn ở giữa ống định hình, khoan lỗ ở các góc và làm tròn chúng.


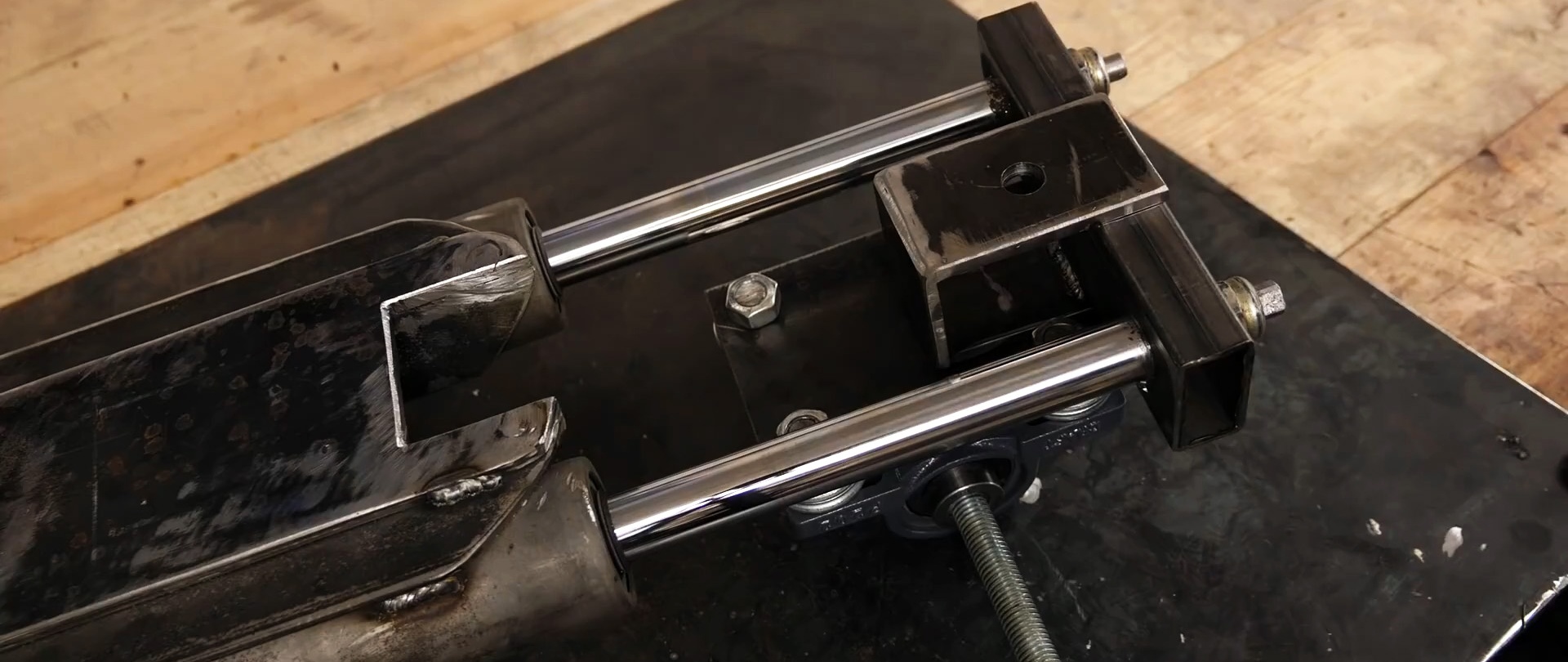
Chúng tôi làm sạch bộ giảm xóc cũ, sau khi khoan đáy, xả dầu và tháo các nắp. Sau khi bọc gương của thanh và sợi bằng giấy nhôm, chúng tôi đặt chúng vào buồng phun bi để làm sạch hoàn toàn. Cuối cùng, loại bỏ các đòn bẩy.

Chúng tôi đặt các bộ giảm xóc với các bộ phận phía trên của chúng ở các góc ngang với các kệ dốc và hàn chúng lại.

Chúng tôi cố định các bộ giảm xóc song song với tấm thép ở các góc bằng phương pháp hàn.
Chúng tôi dán một đoạn ống định hình vào các đầu của thanh sơn và khoan hai lỗ dọc theo dấu.


Chúng tôi đặt nó phẳng và đặt một giá đỡ hình chữ U ở giữa với các chân hướng ra ngoài và hàn nó.

Đối với một đoạn ống định hình có chiều dài bằng chiều rộng của cạnh lớn hơn, hãy loại bỏ cạnh đối diện. Khoan một lỗ ở giữa đế hình vuông.

Chúng tôi cắt một đoạn ống tròn dọc theo máy phát và hàn tai bằng hai lỗ dọc theo mép vết cắt. Hóa ra đó là một loại kẹp.
Chèn một bu lông vào một bộ phận được làm từ ống định hình từ bên trong và hàn nó phía sau đầu. Chúng tôi cố định phần cứng vào một cái kẹp, đặt kẹp dọc theo các chân với tai hướng lên trên và kết nối chúng bằng cách hàn.


Chúng tôi đặt giá đỡ hình chữ U trên ống định hình giữa các bộ giảm xóc, sau đó các thanh sẽ vừa với các lỗ của nó. Vặn đai ốc vào ren của thanh và siết chặt chúng.


Chúng tôi lật các bộ giảm xóc lại và đặt cụm vỏ ổ trục, chốt và đĩa xích vào chân giá đỡ. Chúng tôi hàn tấm lắp ráp vào giá đỡ.


Chúng tôi hàn một tấm có chiều rộng khác nhau vào các cạnh hẹp của ống định hình bằng một dây xích ở cuối.

Chúng tôi đặt cụm lắp ráp lên chúng, sau đó bánh xích sẽ ăn khớp với xích và hàn các bộ giảm xóc vào các tấm.

Chúng tôi uốn cong một phần tử hình chữ U với các góc tròn từ ống định hình. Chúng tôi cố định các chân vuông góc với thanh ngang và hàn chúng.
Chúng tôi hàn hai góc theo chiều ngang vào đầu chân với một khe hở nhỏ. Chúng tôi tạo 2 lỗ trên kệ dọc theo các cạnh.




Chúng tôi cắt nắp cho phần tử hình chữ U từ một tấm thép và hàn chúng. Bộ phận này là đế của máy.


Chúng tôi gắn tấm lắp ráp với bộ giảm xóc vào đế bằng bốn bu lông và đai ốc.

Chúng tôi đặt tay cầm nạp trục chính vào chốt và cố định nó bằng đai ốc.

Chúng tôi vặn các quả bóng nhựa vào các đầu của nan tay cầm, khoan các lỗ mù trên chúng và cắt chỉ.

Để nâng trục quay lên, chúng ta gắn một lò xo căng vào thân và trục quay.

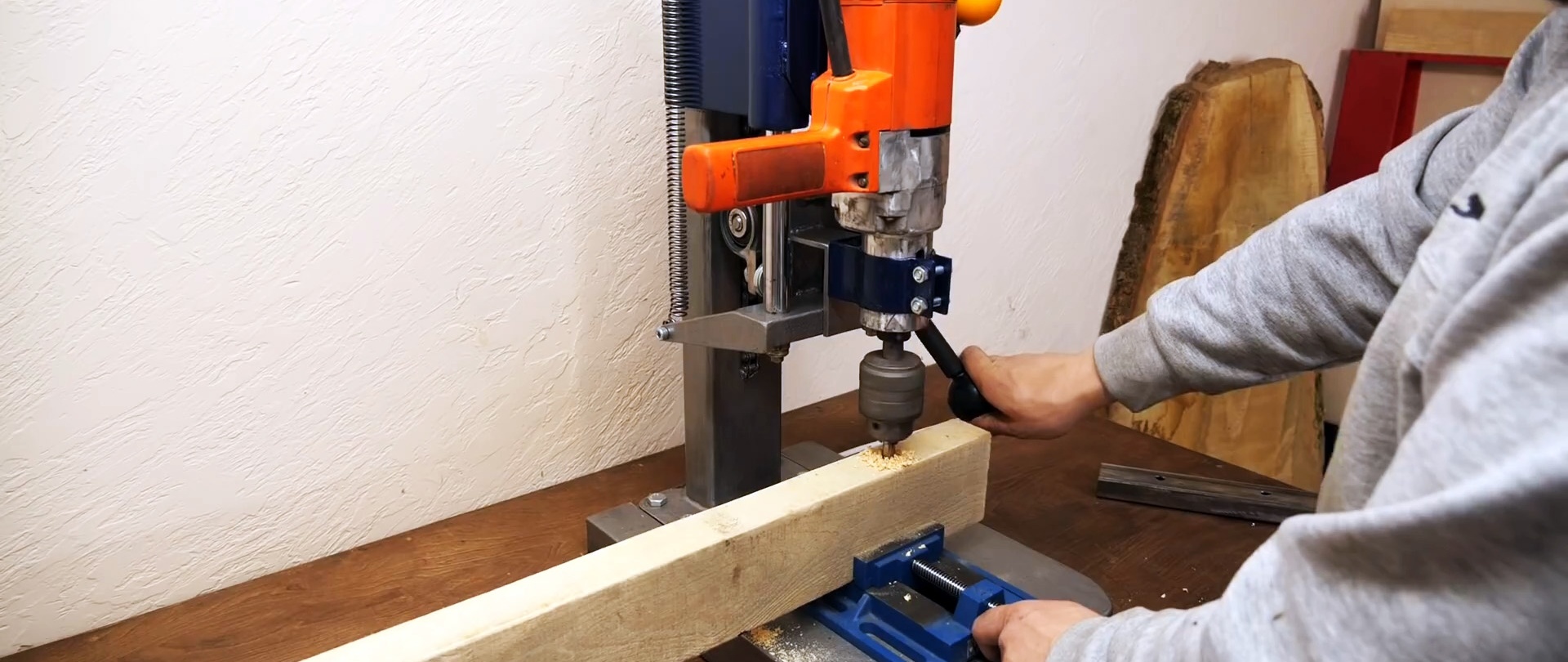
Chúng tôi gắn một chiếc kẹp có đế vào tấm giữa các bộ giảm xóc, chúng tôi lắp một mũi khoan có thân gia cố vào đó và siết chặt nó.

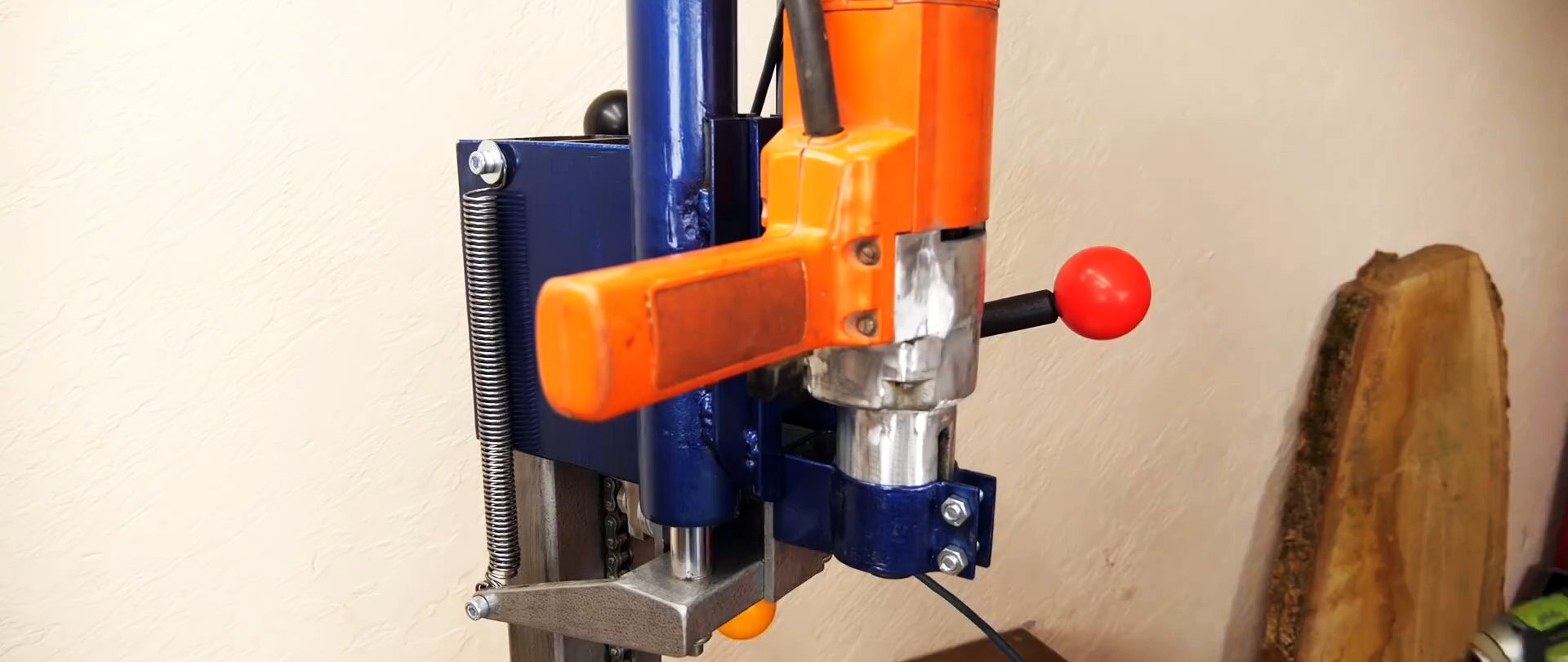
Máy đã sẵn sàng để sử dụng.