Cách chế tạo thiết bị cắt yên ống từ ô tô rác

Một số phụ tùng ô tô đã qua sử dụng hầu như không bao giờ mất độ chính xác về kích thước. Chúng tôi sử dụng yếu tố này để tạo ra một công cụ hữu ích để cắt các cạnh của ống tròn và sau đó nối chúng ở nhiều góc khác nhau.
Sẽ cần
Nguyên vật liệu:- piston và giảm xóc đã qua sử dụng;
- góc và kênh được sử dụng;
- đĩa kim loại;
- Sơn phun;
- bu lông, đai ốc, đai ốc cánh, vòng đệm;
- khoan lõi;
- kẹp;
- ống thép tròn.
Máy khoan chất lượng cao trên AliExpress với giá giảm - http://alii.pub/5zwmxz
Công cụ: máy cưa vòng con lắc, máy mài, máy phay, máy tiện và máy khoan, máy hàn, máy mài, khuôn dập, máy khoan, dụng cụ đo lường và đánh dấu, v.v.Quy trình chế tạo công cụ từ phụ tùng ô tô
Ta chọn hai piston cũ có đường kính lỗ làm chốt piston gần bằng đường kính thanh giảm chấn.

Chúng tôi cắt hai dải giống hệt nhau từ kệ góc bằng thép và phay chúng ở tất cả các mặt với kích thước 65x250 mm.

Chúng ta cắt thân giảm xóc ở phía trên, rút thanh piston ra khỏi đó, lau khô và đo đường kính là 22 mm.

Chúng tôi đo đường kính của các lỗ cho ngón tay trong pít-tông, kết quả là 20,32 mm và 22,08 mm, chúng tôi chọn để sử dụng tiếp.

Chúng tôi tháo sợi chỉ ra khỏi thanh và cắt một sợi mới theo kích thước yêu cầu, mài một mặt ở độ dài nhất định để có đường kính nhỏ hơn.

Chúng tôi làm tròn và mài cả hai tấm thu được từ các kệ góc từ một cạnh.

Tại đáy của vòng tròn, chúng tôi khoan vào giữa lỗ.

Ở dưới cùng của piston đã chọn, chúng ta vẽ đường kính vuông góc với trục của các lỗ piston. Chúng tôi đo đường kính 20,27 mm từ các đầu và khoan lỗ.

Trên một tấm, chúng ta vẽ các đường thẳng song song với các cạnh dài sao cho khoảng cách giữa chúng là 20,27 mm.
Chúng tôi khoan trên các đường, lùi lại một khoảng bằng nhau tính từ mép của tấm, mỗi lần một lỗ, sau đó thêm hai lỗ nữa ở một khoảng cách nhất định so với lỗ đầu tiên.
Trên máy phay, chúng ta tạo các rãnh theo hướng dọc giữa các lỗ này với chiều rộng bằng đường kính của các lỗ.


Chúng tôi cắt một đoạn khỏi kênh, lắp mặt sau của nó theo chiều dọc trên một tấm không có khe và đặt tấm có các khe, căn chỉnh các lỗ mà chúng tôi đặt piston trên đó.
Chúng ta lắp thanh giảm chấn vào piston, mài một đầu. Giữ piston trên tấm, xoay nó quanh trục thẳng đứng cho đến khi xuất hiện các đường ngang trên các chân kênh.
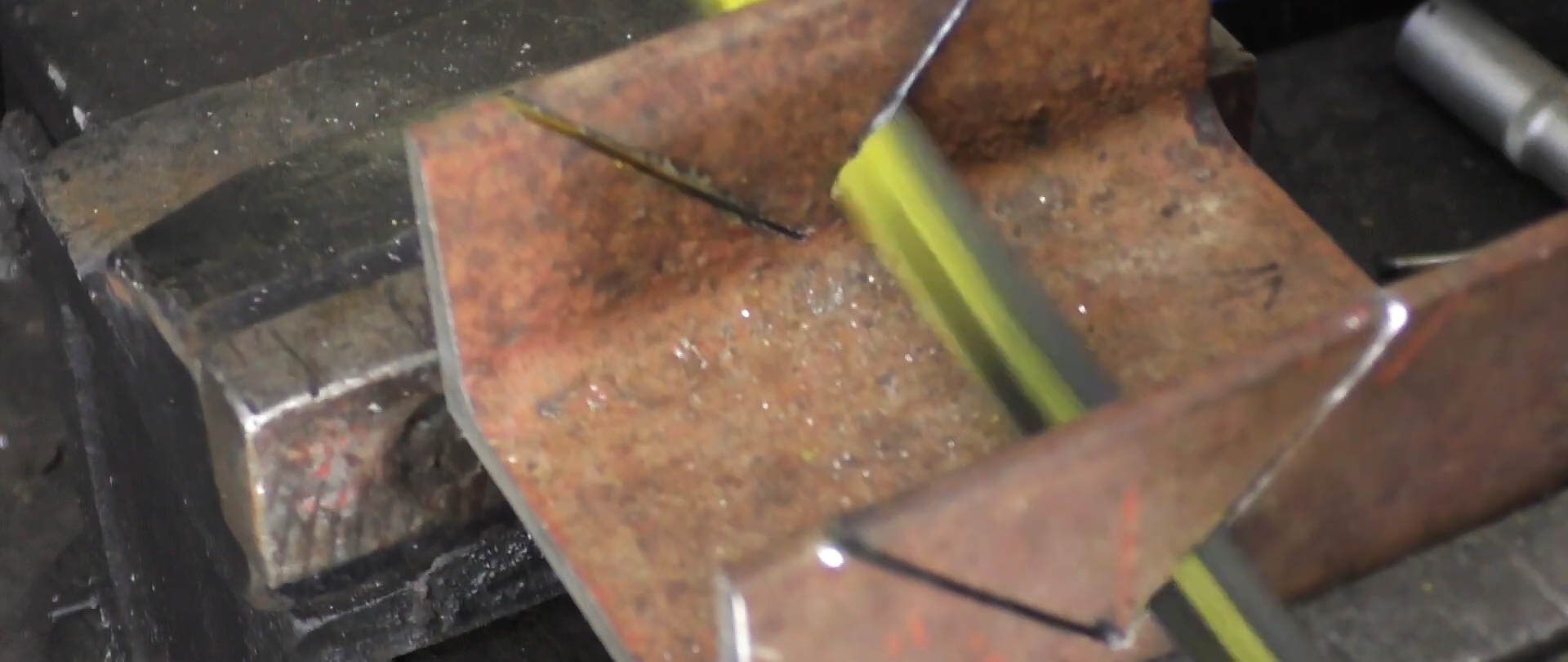
Dựa trên những đường này, chúng tôi cắt các rãnh ở chân kênh một góc 90 độ so với toàn bộ chiều cao của chúng. Sử dụng máy mài để làm tròn các cạnh và góc và loại bỏ rỉ sét.
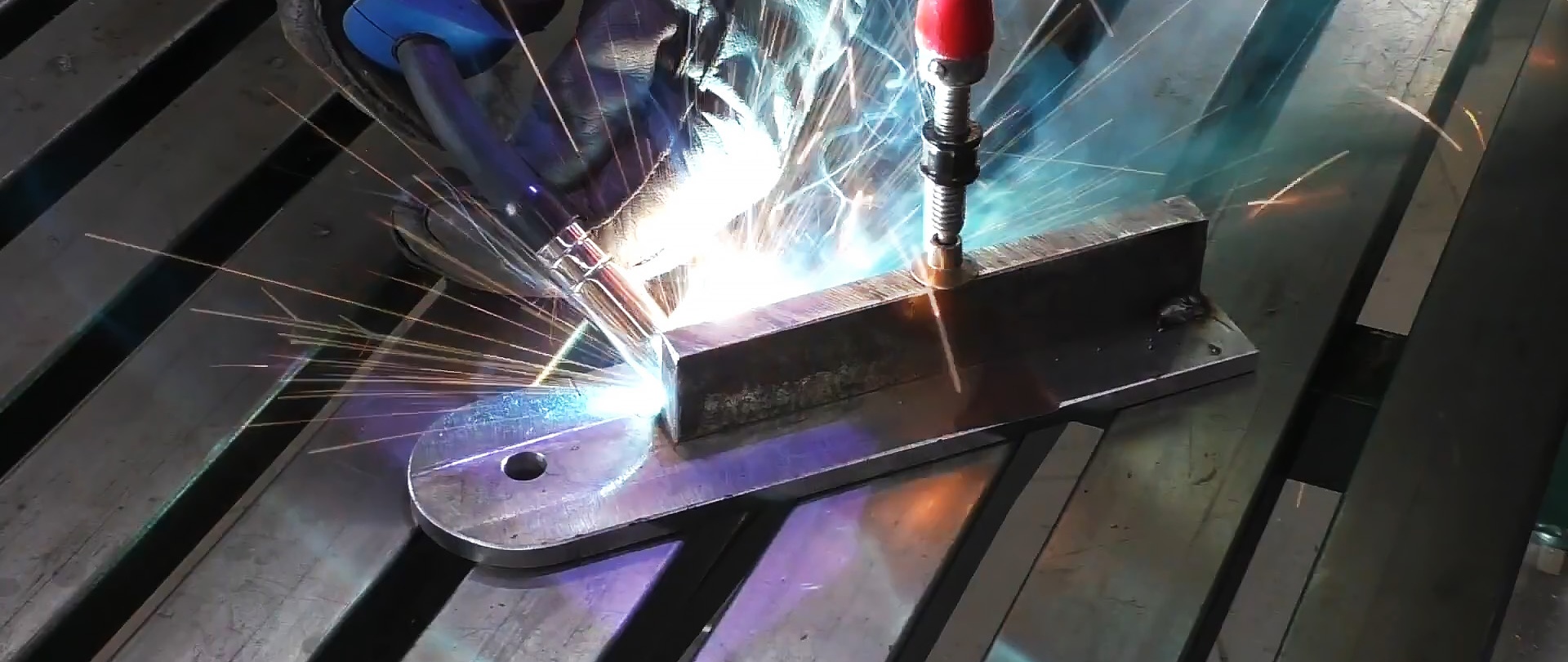
Chúng tôi hàn một dải thép “trên mép” theo chiều dọc vào tấm không có khe, hơi lùi ra khỏi đầu phẳng.Ở phía bên kia của tấm, chúng tôi hàn một rãnh thẳng đứng có các rãnh ở chân nhưng bù vào mặt phẳng. Chúng tôi sơn cụm hàn và tấm bằng các khe.
Chúng tôi kết nối hai bu lông giống hệt nhau bằng cách hàn các đầu với bu lông thứ ba sao cho chúng song song với nhau và hướng cùng một hướng. Chúng tôi chèn các bu lông có vòng đệm vào các lỗ trên piston từ bên trong.
Chúng tôi đặt một tấm có rãnh trên các thanh bu lông nhô ra từ đáy pít-tông và cố định chúng bằng đai ốc cánh và vòng đệm.
Chúng ta lắp thanh giảm chấn vào các lỗ của pít-tông rồi vặn vít và siết chặt mũi khoan lõi vào ren.
Chúng tôi kết nối các tấm thông qua các lỗ bằng bu lông, vòng đệm và đai ốc. Về nguyên tắc, thiết bị của chúng tôi đã sẵn sàng để sử dụng.

Chúng tôi sửa thiết bị theo hướng ngược lại. Chúng tôi xoay tấm trên so với tấm dưới theo góc mong muốn và siết chặt bu lông khớp nối bằng cờ lê.

Chúng tôi cố định ống tròn bằng kẹp trong các rãnh của kênh. Chúng tôi bật máy khoan có bộ giảm xóc và mũi khoan lõi được kẹp trong mâm cặp của nó. Chúng tôi đưa mũi khoan về phía trước và mũi khoan tạo thành mép của đường ống.

Bằng cách thay đổi vị trí của các tấm so với nhau, chúng ta có thể chuẩn bị các cạnh của đường ống để kết nối ở mọi góc độ.














