Thiết bị mài mũi khoan

Một trong những thông số chính của máy khoan xoắn là góc đầu, đối với kim loại bền (thép, gang, đồng cứng, titan, v.v.) là khoảng 120 độ.
Độ lệch của góc này ít nhiều so với giá trị danh nghĩa khiến máy khoan khó hoạt động hiệu quả. Trong trường hợp đầu tiên, năng suất giảm và dụng cụ quá nóng, trong trường hợp thứ hai, máy khoan có thể bị hỏng, không thể chịu được tải quá mức.
Để tuân thủ các thông số mài mà không cần thiết bị đặc biệt, bạn phải có trình độ chuyên môn cao và kinh nghiệm làm người mài dao. Chà, một người không chuyên, đặc biệt là trong điều kiện gia đình, sẽ gần như không thể làm được điều này.
Tuy nhiên, với một số công cụ và vật liệu đơn giản, bạn có thể tạo ra một thiết bị không quá phức tạp nhưng đáng tin cậy để mài góc ở đầu mũi khoan xoắn cho kim loại cứng.
Những gì bạn có thể cần để làm việc trên thiết bị
Để làm điều này, bạn sẽ cần các công cụ sau:
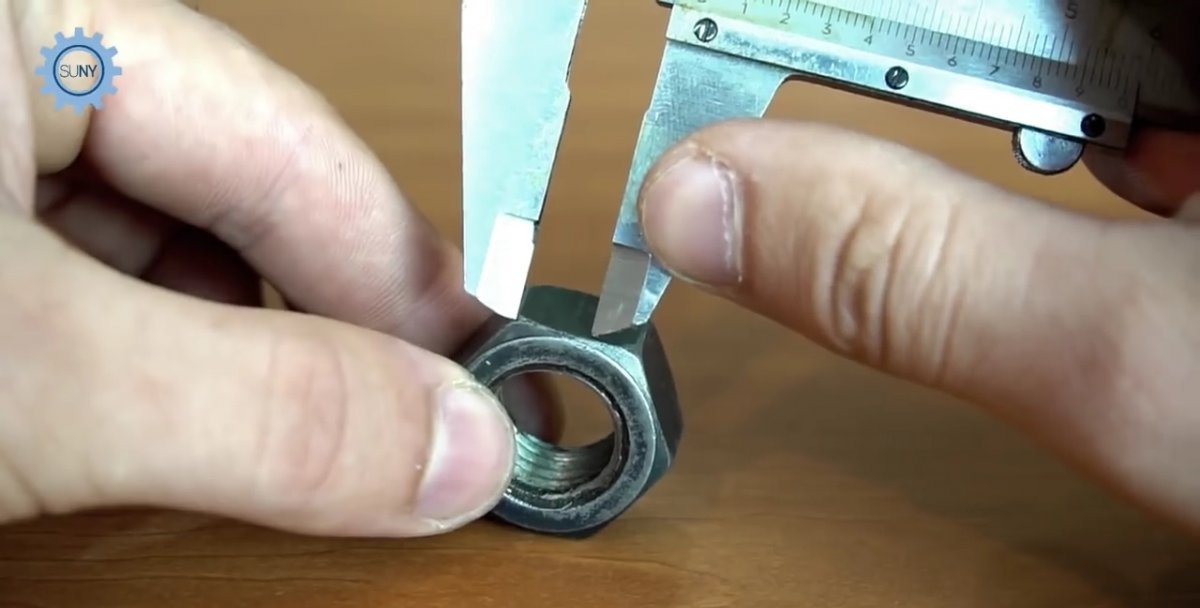
- thước cặp;
- đánh dấu;
- phó kim loại;
- tiếng Bungari;
- cái kìm;
- máy hàn;
- máy mài có bánh mài.
Những vật liệu bạn cần có sẵn để làm việc:
- đai ốc lục giác thông thường;
- đai ốc;
- bu lông có cùng kích thước và ren với đai ốc;
- mũi khoan xoắn cần mài sắc.

Quy trình sản xuất
Điểm đặc biệt của đai ốc lục giác là hai mặt liền kề bất kỳ gặp nhau một góc 120 độ. Góc đỉnh của mũi khoan xoắn để gia công kim loại cứng có kích thước xấp xỉ nhau. Sự trùng hợp ngẫu nhiên này có thể được sử dụng để chế tạo một công cụ mài mũi khoan xoắn.
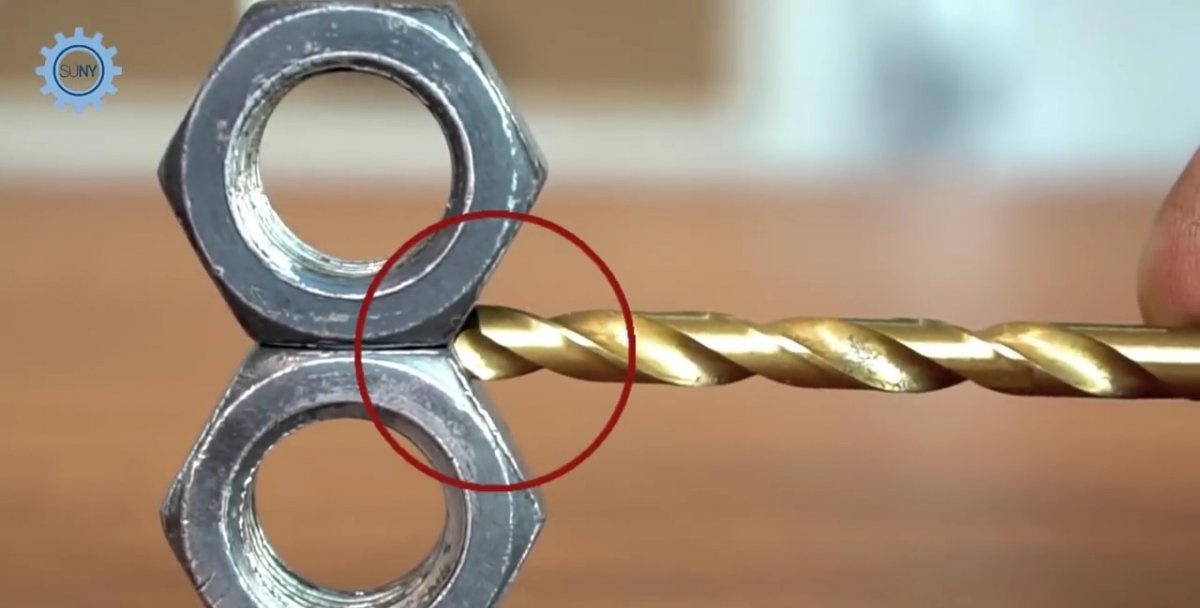
Để thực hiện, bạn dùng thước cặp và bút đánh dấu trên đai ốc đánh dấu các đường cắt để tạo một rãnh hình tam giác, đối xứng theo đường chéo nối hai góc đối diện của đai ốc. Mũi khoan sẽ được đặt dọc vào đó trước quá trình mài.

Để cắt rãnh hình tam giác dự định trên đai ốc, nó được kẹp vào một cái kẹp và sử dụng máy mài, các vết cắt được thực hiện dọc theo các đường vẽ sẵn. Bạn có thể dùng kìm để loại bỏ những phần đã cưa của đai ốc.


Tiếp theo, lấy một đai ốc lâu đài và hàn nó cùng với đế của nó vào đai ốc đầu tiên ở phía rãnh cắt. Hơn nữa, cần phải duy trì sự căn chỉnh tuyệt đối của chúng, vì khi mài các mũi khoan có đường kính nhỏ, bu lông sau khi đi qua đai ốc khóa sẽ bắt đầu vít vào đai ốc phía dưới để kẹp chặt mũi khoan vào rãnh của nó.


Bây giờ chúng ta vặn bu-lông tương ứng vào đai ốc, chốt này sẽ ấn chặt mũi khoan đặt trong rãnh mài trên giấy nhám của máy mài.


Tất cả những gì còn lại là mài mũi khoan trên bánh nhám, sử dụng các cạnh của đai ốc phía dưới làm mẫu.

Để làm điều này, chúng tôi chỉ cần mài phần nhô ra của mũi khoan bằng các cạnh của đai ốc, điều mà ngay cả sinh viên năm thứ nhất trường dạy nghề cũng có thể dễ dàng thực hiện được.


Sau khi mài xong, bu-lông được nới lỏng, mũi khoan được tháo ra khỏi thiết bị tự chế và có thể sử dụng đúng mục đích đã định.

Bổ sung và cải tiến
Trong quá trình hàn đai ốc, kim loại lỏng có thể bắn vào các ren của đai ốc và đai ốc thông thường. Để loại bỏ sự phiền toái này, cần phải vặn bu lông vào chúng để bảo vệ sợi chỉ.
Vì không thể bao phủ tất cả các đường kính của mũi khoan bằng một thiết bị nên sẽ cần ít nhất hai kẹp mẫu: một dành cho mũi khoan nhỏ, chiếc còn lại dành cho sản phẩm lớn. Theo đó, trong trường hợp đầu tiên, các loại hạt sẽ có kích thước nhỏ và trong trường hợp thứ hai - lớn.
Xem video
Các lớp học tương tự






Đặc biệt thú vị





Bình luận (53)
